板管式板片沖壓成型的數(shù)值模擬及分析
2019-07-08 08:49:12李栓柱
制造業(yè)自動(dòng)化 2019年6期
李栓柱
(洛陽雙瑞特種裝備有限公司,洛陽 471000)
0 引言
沖壓成型是利用凹模與沖頭之間的擠壓力使板料產(chǎn)生塑性變形而獲得具有一定形狀的成型方法。由于其具有效率高、尺寸一致性高、材料利用率高等優(yōu)點(diǎn),在現(xiàn)代的工業(yè)生產(chǎn)中已經(jīng)得到了廣泛的應(yīng)用[1,2]。但是由于在沖壓成型過程中,板料經(jīng)過彈塑性非線性變形并且材料本身的各項(xiàng)異性等因素,導(dǎo)致以往在沖壓工藝以及模具設(shè)計(jì)中無法進(jìn)行精確計(jì)算,大多數(shù)是依靠經(jīng)驗(yàn)進(jìn)行。在這種情況下,板料的應(yīng)力、應(yīng)變分布情況未知,更無法有效地預(yù)測(cè)拉裂、折皺等失效情形的產(chǎn)生[3]。近年來隨著CAE技術(shù)的發(fā)展,為板料沖壓成型過程的數(shù)值模擬提供了基礎(chǔ)。通過模擬板料成型的過程,獲得板料的應(yīng)力、應(yīng)變分布情況,為板料的拉裂、折皺、回彈等失效情形的發(fā)生提供判定依據(jù)[4,5]。
本文首先利用有限元分析軟件DYNAFORM建立S304薄板沖壓成型的有限元模型。然后針對(duì)一種特定參數(shù)的板型進(jìn)行沖壓實(shí)驗(yàn)與有限元模擬,比較結(jié)果證明該方法的在模擬板管式板片沖壓成型方面的適用性。最后通過改變板片的結(jié)構(gòu)尺寸進(jìn)行多次沖壓成型模擬,得出板管式板片在沖壓成型時(shí)應(yīng)力應(yīng)變的分布隨板型結(jié)構(gòu)尺寸變化而變化的趨勢(shì),為板管式管片的結(jié)構(gòu)設(shè)計(jì)提供參考。
1 板管式板片的結(jié)構(gòu)型式及沖壓成型過程
1.1 板管式板片幾何模型的建立

圖1 板片幾何模型
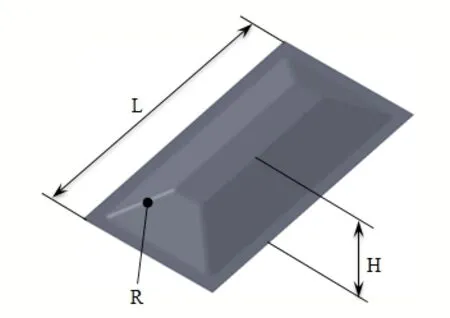
圖2 板片單元模型
板式換熱器用板管式板片的幾何模型如圖1、圖2所示,其中L為板片節(jié)距,表示板片波紋的周期長度。H為波高,R為板片折彎半徑。實(shí)際生產(chǎn)過程中,根據(jù)傳熱效率、承壓能力及壓降要求等參數(shù)來調(diào)整L、H和R值獲得所需要的板片結(jié)構(gòu),將兩板片交錯(cuò)180°疊加組成各自工質(zhì)的流道。
1.2 DYNAFORM沖壓模擬流程
板料在成型過程中受到凹模與沖頭的擠壓力、摩擦力等作用下,而獲得所需要的形狀。該過程是一個(gè)包含幾何非線性、邊界條件非線性和材料非線性等問題的復(fù)雜彈塑形大變形力學(xué)過程。板料在不同塑形成型工序中產(chǎn)生復(fù)雜的應(yīng)力應(yīng)變分布,同時(shí)伴隨回彈和失穩(wěn)現(xiàn)象。有限元分析軟件DYNAFORM能夠?qū)Π辶蠜_壓成型過程進(jìn)行數(shù)值模擬,可以在一定程度上預(yù)測(cè)板料成型過程中出現(xiàn)的拉裂、起皺和回彈等現(xiàn)象。利用DYNAFORM對(duì)板料成型過程模擬能夠?yàn)槟>吆桶迤Y(jié)構(gòu)設(shè)計(jì)提供參考,大大的降低了產(chǎn)品設(shè)計(jì)開發(fā)成本。利用DYNAFORM對(duì)板料成型過程的模擬流程如圖3所示。
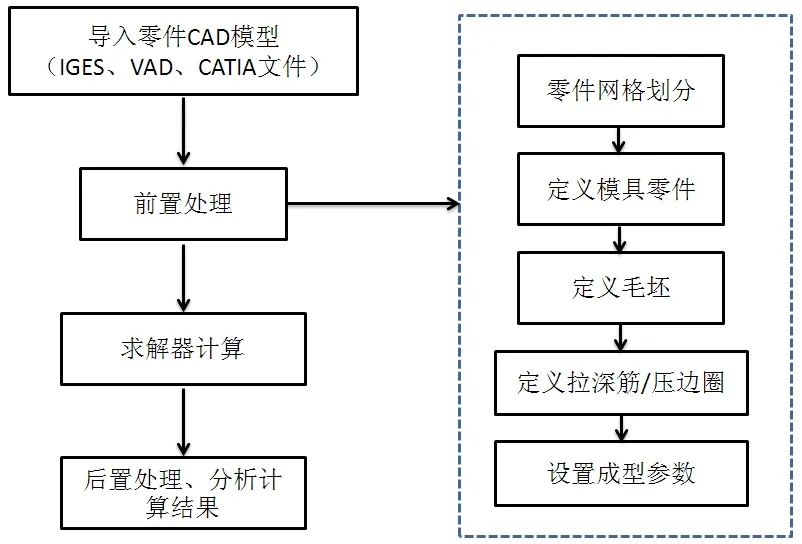
圖3 DYNAFORM數(shù)值模擬流程圖
2 板片沖壓的數(shù)值模擬
2.1 有限元單元的選擇
薄板沖壓成型計(jì)算機(jī)數(shù)值模擬技術(shù)的關(guān)鍵是數(shù)值模擬理論的可靠性和實(shí)用性,其中殼體單元的適當(dāng)使用在很大程度上影響著數(shù)值模擬結(jié)果。由于沖壓成型中板料毛坯厚度遠(yuǎn)小于它的板面尺寸,且在垂直于板面方向上的壓力遠(yuǎn)小于板面方向上的內(nèi)應(yīng)力,但是不可忽略板料的彎曲效應(yīng),故不選用薄膜單元,而選用殼單元。文中在使用DYNAFORM有限元分析軟件時(shí)采用了Belytschko—Tsay殼單元對(duì)沖壓成型進(jìn)行模擬。
2.2 材料模型的選擇
常見的材料模型有彈性材料模型、彈塑性材料模型和剛塑性材料模型等。彈性材料模型僅考慮了材料在彈性階段的應(yīng)力——應(yīng)變本構(gòu)關(guān)系。塑形材料模型則認(rèn)為彈性變形遠(yuǎn)小于塑性變形,忽略了材料的彈性階段,此時(shí)材料僅產(chǎn)生塑性變形。基于有限元理論進(jìn)行的板料沖壓成型CAE分析過程是一個(gè)材料條件非線性的復(fù)雜成型過程,在分析過程中彈性變形和回彈不容忽略。一般不采用彈性材料模型和塑形材料模型,而采用彈塑性材料模型。
為了使數(shù)值模擬過程更符合實(shí)際生產(chǎn)過程,故而采用實(shí)際的S304薄板拉伸曲線作為數(shù)值模擬過程中材料的力學(xué)模型,其拉伸曲線如圖4所示。

圖4 S304薄板拉伸曲線
2.3 沖壓模具設(shè)計(jì)及工藝參數(shù)設(shè)置
板料成型的DYNAFORM分析包含了凹模、沖頭、壓邊圈以及板坯,四者的示意圖,如圖5所示。沖壓過程中,沖頭靜止不動(dòng),凹模按照定義的軌跡運(yùn)動(dòng)擠壓坯料。壓邊圈對(duì)坯料作用一個(gè)穩(wěn)定的壓力,防止坯料的邊緣失穩(wěn)起皺。

圖5 凹模、沖頭、壓邊圈以及板坯示意圖
沖壓速度選用DYNAFORM內(nèi)部默認(rèn)的沖壓速度V=5000mm/s。
壓邊力必須適當(dāng),如果過大,就需要增加拉深力,可能會(huì)使工件拉裂;如果過小,就會(huì)使工件的邊緣或凸緣起皺。壓邊力的計(jì)算公式如式(1)所示。

式中:A為壓邊圈的面積,文中A=7060mm2;P為單位壓邊力,通常不銹鋼范圍是3~4.5MPa,文中取P=4.0MPa。故而壓邊力為F=3.0×104N。
3 板片沖壓的試驗(yàn)
為了驗(yàn)證DYNAFORM數(shù)值模擬結(jié)果的可靠性,選擇了其中一種板型進(jìn)行了沖壓試驗(yàn),板型參數(shù)如表1所示,材料為S304,其實(shí)際性能如圖4所示。經(jīng)過沖壓后,試驗(yàn)樣件如圖6所示。

圖6 沖壓成型后的板片幾何形狀圖
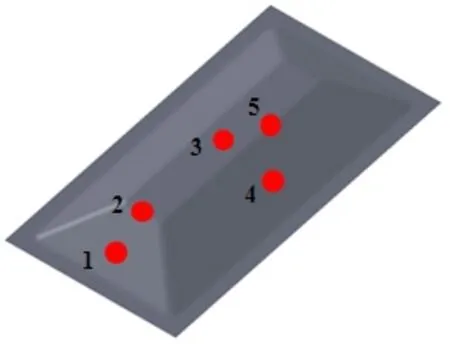
圖7 厚度測(cè)量點(diǎn)

表1 板片參數(shù)表
4 模擬結(jié)果分析
4.1 試驗(yàn)結(jié)果與模擬結(jié)果的對(duì)比
針對(duì)板型參數(shù)相同的沖壓試驗(yàn)和數(shù)值模擬結(jié)果分別取五個(gè)不同的位置進(jìn)行板片厚度測(cè)量,測(cè)量點(diǎn)位置如圖7所示,所測(cè)得數(shù)據(jù)如表2所示。將二者進(jìn)行比較分析,二者的厚度變化誤差小于5%,說明了該數(shù)值模擬方法在本板片成型模擬中的適用性。

表2 試驗(yàn)厚度結(jié)果與數(shù)值模擬厚度結(jié)果
4.2 結(jié)構(gòu)參數(shù)對(duì)板片成型性能的影響
沖壓模擬分三組進(jìn)行,選擇節(jié)距L、波高H、折彎半徑R其中一個(gè)參數(shù)變化另外兩個(gè)參數(shù)固定,以所選參數(shù)對(duì)板片成型性能的影響,衡量指標(biāo)為厚度減薄率、成型應(yīng)力以及成型后殘余應(yīng)力,得到相應(yīng)的數(shù)值模擬結(jié)果如表3~表5所示。

表3 第一組數(shù)值模擬結(jié)果

表4 第二組數(shù)值模擬結(jié)果
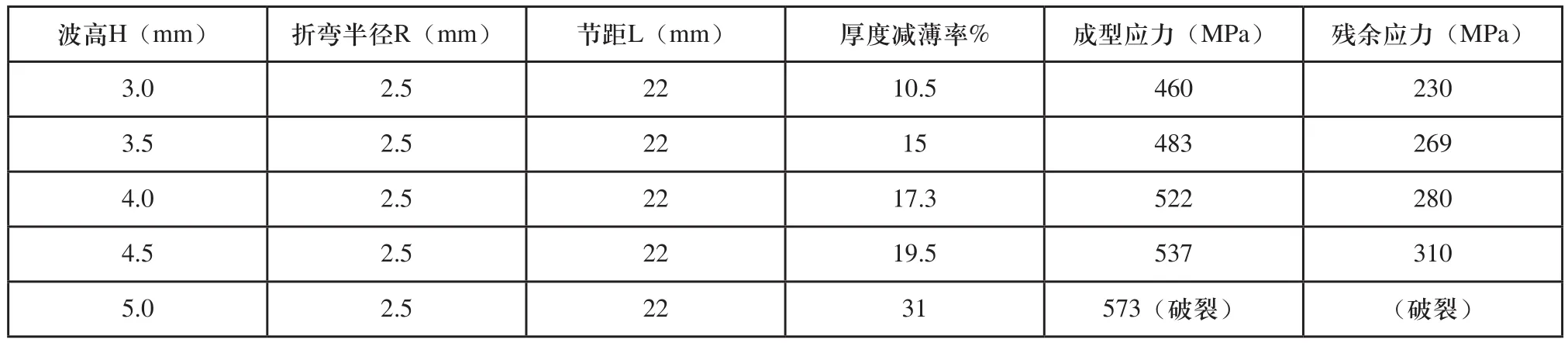
表5 第三組數(shù)值模擬結(jié)果
從上述數(shù)值模擬結(jié)果可以發(fā)現(xiàn),隨著節(jié)距的增大,厚度減薄率、成型應(yīng)力以及殘余應(yīng)力都有下降的趨勢(shì);隨著過渡半徑的增大,厚度減薄率、成型應(yīng)力以及殘余應(yīng)力都有下降的趨勢(shì);隨著波高的增大,厚度減薄率、成型應(yīng)力以及殘余應(yīng)力都有上升的趨勢(shì)。分析上述變化趨勢(shì),隨著材料變形量的加大,成型后零件的厚度減薄率、成型應(yīng)力以及殘余應(yīng)力都有上升的趨勢(shì)。隨著變形程度的加大,材料塑形流動(dòng)阻力加大,故而成型應(yīng)力上升,產(chǎn)生缺陷的風(fēng)險(xiǎn)也隨之加大。在板管式板片的結(jié)構(gòu)設(shè)計(jì)中,應(yīng)適當(dāng)加大節(jié)距,減小波高以保證在沖壓成型時(shí)將材料的塑形變形控制在一個(gè)合理的范圍內(nèi);同時(shí)應(yīng)增大過渡圓角,減小材料的流動(dòng)阻力,降低成型應(yīng)力使圓角處厚度分布均勻,降低破壞風(fēng)險(xiǎn)。
5 結(jié)束語
本文利用DYNAFORM有限元分析軟件和S304材料的實(shí)際應(yīng)力—應(yīng)變曲線完成了板管式板片沖壓成型的數(shù)值模擬,并將模擬結(jié)果與試驗(yàn)結(jié)果進(jìn)行比較,對(duì)比結(jié)果說明文中所述模擬方法及過程具有較高的準(zhǔn)確度,分析結(jié)果對(duì)板管式板片的設(shè)計(jì)生產(chǎn)具有一定的參考價(jià)值。
猜你喜歡
童話王國·奇妙邏輯推理(2024年5期)2024-06-19 16:03:38
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2020年10期)2020-11-26 08:24:50
數(shù)學(xué)物理學(xué)報(bào)(2020年2期)2020-06-02 11:29:24
上海節(jié)能(2020年3期)2020-04-13 13:16:16
裝備制造技術(shù)(2019年12期)2019-12-25 03:06:00
天津醫(yī)科大學(xué)學(xué)報(bào)(2019年6期)2019-08-13 07:04:32
光學(xué)精密工程(2016年6期)2016-11-07 09:07:19
核科學(xué)與工程(2015年4期)2015-09-26 11:59:03
機(jī)械工程師(2015年10期)2015-02-02 01:14:03
機(jī)電產(chǎn)品開發(fā)與創(chuàng)新(2014年4期)2014-03-11 16:42:24
