7A04棒材在線擠壓工藝開發(fā)
2019-07-15 02:36:56王永付李延軍
鋁加工 2019年3期
何 強,王永付,李延軍,王 睿,丁 昊
(遼寧忠旺集團有限公司,遼寧遼陽111003)
0 前言
鋁合金因其密度小、優(yōu)良的導電性、導熱性和抗蝕性以及塑性,被廣泛應用于航空航天、汽車、機械制造、船舶及化學工業(yè)等領(lǐng)域。7A04鋁合金屬于Al-Mg-Zn-Cu系超高強度鋁合金,是我國自主研制的高強鋁合金結(jié)構(gòu)材料,具有高的比強度、良好的熱加工性、較好的耐腐蝕性能和較高的韌性等優(yōu)點,作為航空領(lǐng)域的主要結(jié)構(gòu)材料廣泛應用于螺釘以及受力構(gòu)件,如大梁椼條、隔框、翼肋、起落架等[1]。
高強鋁合金的性能主要取決于它的基體組織和第二相析出物的分布和形態(tài),而第二相析出的分布和形態(tài)則受固溶和時效熱處理工藝制度影響。因此只有采取合適的固溶和時效熱處理工藝制度,才能獲得具有優(yōu)異綜合性能的高強鋁合金。
由于7系合金特有的性質(zhì),在線擠壓生產(chǎn)時很難在線淬火。目前我廠在生產(chǎn)7系合金時大部分都采用離線淬火生產(chǎn)。離線淬火需要在立式淬火爐中進行,需要保溫一定的時間,所以導致生產(chǎn)率低下,費時費力[2]。本次試驗嘗試通過改變相應的熱處理工藝制度,實現(xiàn)真正意義上的在線擠壓生產(chǎn)7系鋁合金,為今后的生產(chǎn)制造提供更多的相關(guān)經(jīng)驗和數(shù)據(jù)。
1 實驗
本試驗的工藝流程為:試驗設計→鑄錠加熱→擠壓→在線淬火→拉伸矯直→鋸切→取樣→人工時效→檢測試驗→結(jié)果分析。
本次工藝試驗生產(chǎn)的圓棒材編號為A1、A2,棒徑分別為φ120mm和φ60mm。在9000t(φ460mm)和7500t(φ380mm)臥式液壓擠壓機上生產(chǎn),產(chǎn)品要求如表1所示。
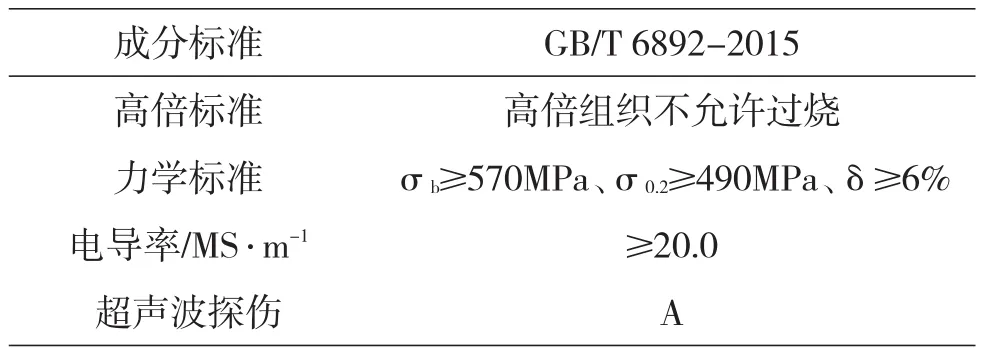
表1產(chǎn)品要求
2 試驗過程
2.1 生產(chǎn)工藝
本次生產(chǎn)使用6082鑄錠進行引模,7A04均質(zhì)棒生產(chǎn),型材的模具加熱溫度設定為450~500℃,擠壓筒溫度設定為450~500℃,具體擠壓工藝參數(shù)如表2所示。
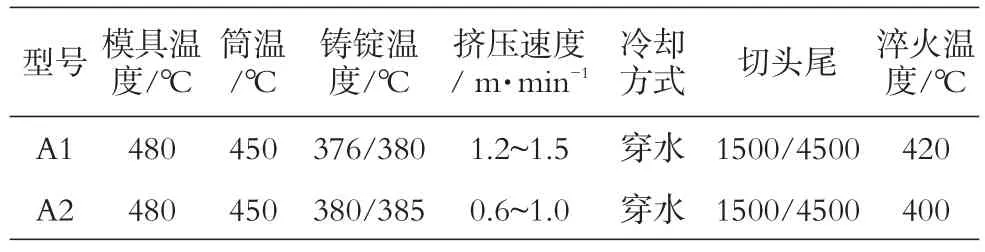
表2生產(chǎn)工藝參數(shù)
采用A1、A2兩個型號按照表2中工藝進行生產(chǎn),鑄錠溫度控制在380℃左右。速度低時淬火溫度明顯略低,但是淬火溫度基本穩(wěn)定在400~420℃。切頭尾時保證切去未淬火以及風印水印的位置,減少縮尾成層的可能性。從宏觀上看表面良好,無開裂等缺陷,因此可以進一步分析。
2.2 時效制度
以往7系鋁合金都是在線生產(chǎn),所以時效制度也需要作出相應的調(diào)整,以滿足7A04高強度的需求。產(chǎn)品在擠壓完成后依據(jù)GJB 2507A中的規(guī)定,停放48h后及時進行人工時效處理。根據(jù)7系合金特有的性質(zhì),本實驗選擇3種不同的時效制度,具體的時效處理制度如表3所示。
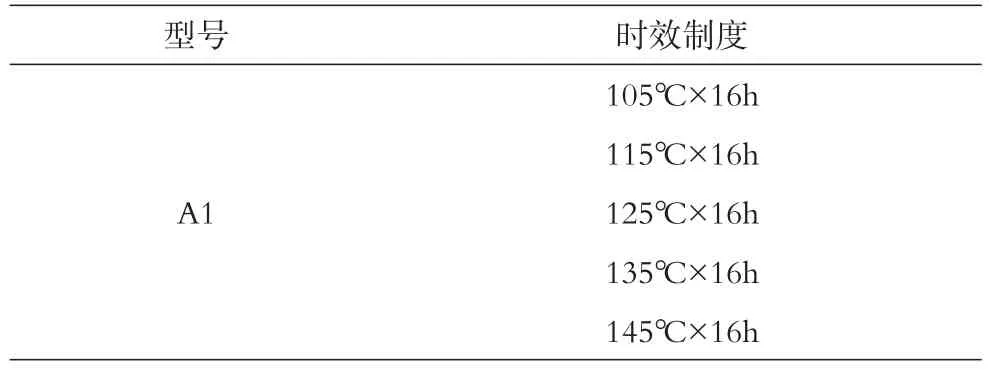
表3人工時效制度
2.3 性能分析
2.3.1 成分分析
對A1型號進行成分檢測,其結(jié)果如表4所示。由表4可清晰看出成分檢測結(jié)果符合GB/T 6892-2015,微量元素Cr、Ti的存在在時效過程中可以起到組織細化強化的作用。微量的合金元素是提高鋁合金力學性能的另一種手段,可以細化組織包括細化晶粒、亞結(jié)構(gòu)及增加位錯密度,還可以細化過剩相。對于7A04可沉淀強化(時效)合金,加入微量元素后可以形成難熔的化合物,在合金結(jié)晶時作為非自發(fā)形核,細化基體晶粒,從而提高強度和塑性。
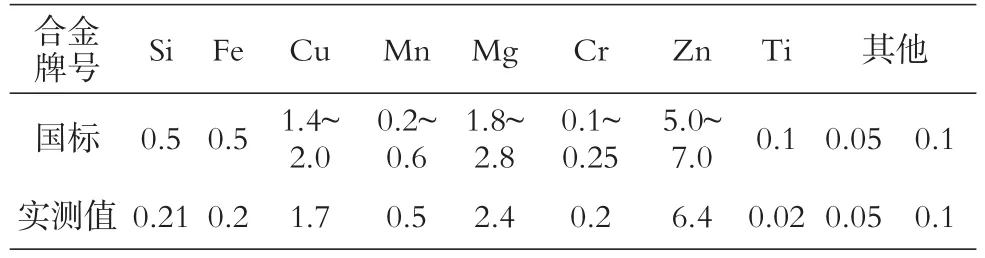
表4 A1型號合金化學成分(質(zhì)量分數(shù)%)
2.3.2 高低倍檢測
由于擠壓速度的提高使得產(chǎn)品在擠壓過程中的流動更加劇烈,淬火溫度的提高,容易產(chǎn)生粗晶以及裂紋,因此需要檢驗產(chǎn)品的低倍組織特性[3]。在A1、A2兩個型號的擠壓棒材頭端、尾端上分別取50mm低倍料樣,然后進行低倍檢測。其結(jié)果顯示,試樣無裂紋、縮尾等缺陷,粗晶環(huán)合格。這進一步說明了在線淬火的可行性。
從A1型號金相照片可知,晶粒細小均勻,無過燒現(xiàn)象,檢測成品晶粒度7.5級,符合GB/T 6892-2015標準。由高倍組織相片及合金成分分析得出,當Zn∶Mg等于2~3時,析出的平衡相η呈針片狀形態(tài),是起到主要強化作用的組織。成分檢測結(jié)果顯示,7A04合金中(Mn+Cr)≈0.5%,很好地抑制了粗晶的形成。因此,提高在線淬火溫度,使其淬火溫度≥400℃,以此可以達到固溶強化、進而獲得過飽和固溶體的目的。
2.3.3 力學性能及電導率
由于航空棒的特殊要求,本次試驗又進行了不同時效制度下力學性能及電導率的分析。A1型號合金經(jīng)過人工時效后的力學性能及電導率如表5所示。
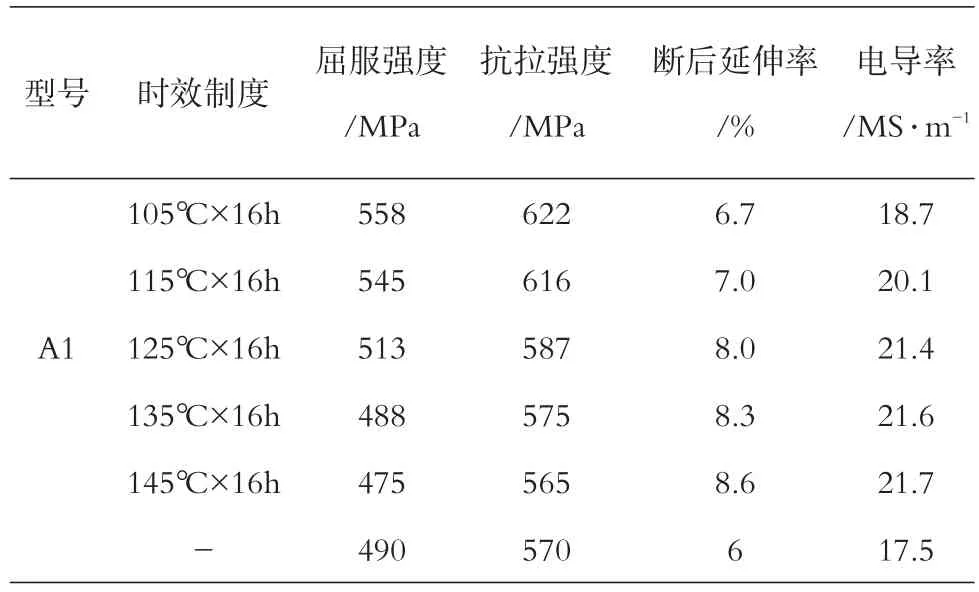
表5不同時效制度下力學性能及電導率
由表5可以看出,A1型號在分別經(jīng)過105℃×16h、 115℃ × 16h、 125℃ × 16h、 135℃ × 16h、145℃×16h 5個時效制度后,產(chǎn)品的力學性能只有在105℃×16h、115℃×16h、125℃×16h下能滿足要求。當溫度為105℃時,力學性能偏高,電導率稍低;而溫度為125℃時,力學性能低,而電導率高。再由圖1可以看出,隨著溫度的升高,屈服強度和抗拉強度逐漸降低。同時從圖2中也清晰看出隨著溫度的升高,電導率逐漸升高,但是當溫度達到一定高度時,電導率趨于穩(wěn)定[4]。通過本次試驗進一步說明了在線淬火通過一定的時效制度,可以充分滿足不同產(chǎn)品的不同需求。
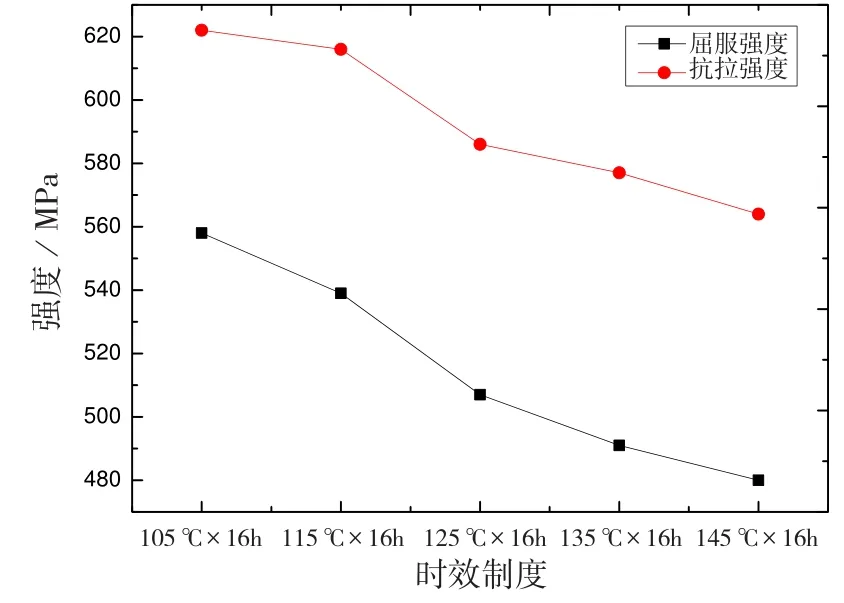
圖1時效制度與力學性能的關(guān)系
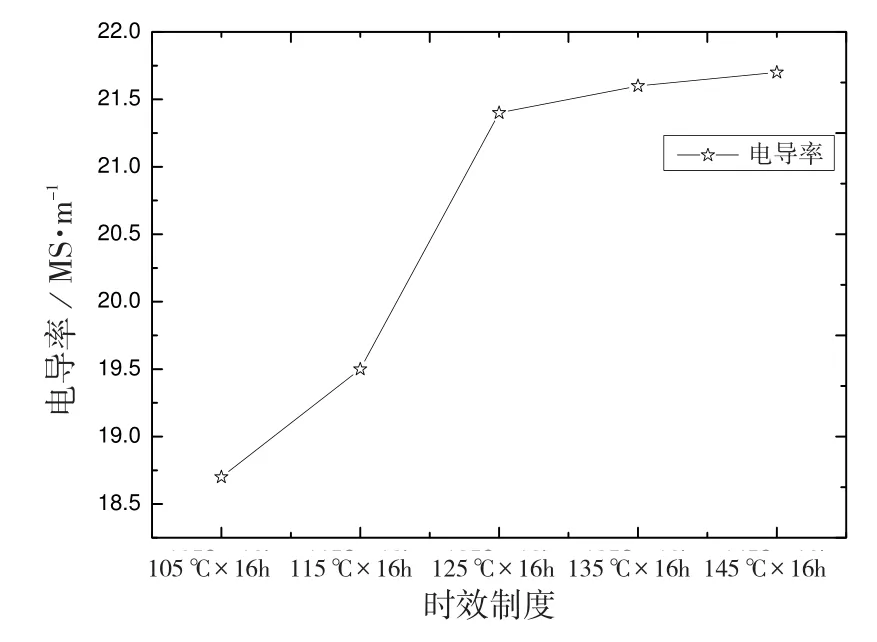
圖2時效制度與電導率的關(guān)系
3 分析討論
根據(jù)復相導電理論,合金的電導率主要取決于電導率較高的物相,在鋁合金中則主要取決于基體固溶體。因此,可以用電導率的變化來判斷鋁合金固溶處理時固溶體的過飽和程度,并以此為參考初步制定和優(yōu)化鋁合金的固溶處理制度。如當鋁合金的固溶溫度持續(xù)升高時,電導率如果持續(xù)呈下降趨勢,說明該鋁合金固溶體的過飽和程度在持續(xù)提高;如果電導率維持不變,則說明該鋁合金固溶體的過飽和程度已經(jīng)達到極限,繼續(xù)升溫意義不大;如果電導率維持不變后又略有上升,則說明該鋁合金固溶體的均勻性在提高。同理,也可以用電導率來判斷固溶時間對鋁合金固溶體過飽和程度的影響。
7系合金的時效強化沉淀順序一般有如下三個次序:(1)GP區(qū)的成核和長大:αsss→GP區(qū)→η′(過渡相)→η(平衡相);(2)晶界及缺陷位置成核:αsss→T(高時效溫度下析出(Al,Zn)49Mg32平衡相)→η(平衡相);(3)空位富集處形核:αsss→形核→T ((Al,Zn)49Mg32) →η′(過渡相)→η(平衡相)。
由表5力學檢測結(jié)果看出,可以用電導率來判斷鋁合金時效處理時強化相的析出程度。由于鋁合金的時效處理將改變其內(nèi)部的組織狀態(tài),所以,合金的強度和電導率與合金的時效制度有一定的對應關(guān)系。隨著時效過程的進行(溫度升高或時間延長),淬火得到的過飽和固溶體將逐步析出溶質(zhì)原子形成G.P區(qū)、過渡相和穩(wěn)定相等強化相,使合金的晶格畸變程度減少,內(nèi)應力降低,從而使電子運動變得容易。此時,合金的強度和電導率均逐步增大。時效溫度越高或時效時間越長,強化相析出越充分,合金的電導率越高[5]。但強度則不一定,時效到一定程度后,合金的強度將呈下降趨勢。也就是說時效的初期合金的強度和電導率變化趨勢相似,而在時效的后期,二者的變化趨勢相反。反過來說,對于同一種時效處理的鋁合金,在其他條件相同的情況下,電導率越高,則其強化相的析出程度越高。綜合考慮,當采用7A04航空棒材進行在線生產(chǎn)時,如果再配合進行(115±5)℃×16h人工時效,便可以實現(xiàn)真正意義的在線擠壓生產(chǎn)的目的。
4 結(jié)論
(1)實際生產(chǎn)中依據(jù)所開發(fā)的新方案進行控制后,產(chǎn)品的擠壓工藝滿足要求。即7A04在線淬火前溫度只要≥400℃,即可滿足合金的淬火強度需求,僅通過一次工藝更改設計便可達到開發(fā)需求。
(2)7A04在線淬火后經(jīng)過(115±5)℃×16h人工時效處理以后,產(chǎn)品的力學性能可以滿足GJB 2507A-2008中的要求,并可以在不同的時效制度下滿足不同的電導率需求。而且棒材表面良好,無扒皮、開裂,低倍無粗晶,高倍無過燒,組織穩(wěn)定,細小均勻。
(3)在7A04棒材在線生產(chǎn)過程中,其在線溫度可以達到固溶溫度,有充分的固溶強化時間以獲得過飽和固溶體,但是需要輔以合理的時效制度,以滿足不同力學需求以及電導率。
本工藝開發(fā)的意義在于實現(xiàn)7A04棒材在線生產(chǎn),省去了后期離線固溶的能源消耗并且大大縮短了生產(chǎn)周期。
猜你喜歡
材料與冶金學報(2022年2期)2022-08-10 09:15:46
云南化工(2021年11期)2022-01-12 06:06:14
遼金歷史與考古(2019年0期)2020-01-06 07:44:44
山東冶金(2019年3期)2019-07-10 00:54:00
中國衛(wèi)生(2016年7期)2016-11-13 01:06:26
中國衛(wèi)生(2016年11期)2016-11-12 13:29:18
中國衛(wèi)生(2016年9期)2016-11-12 13:27:58
中財法律評論(2016年0期)2016-06-01 12:17:10
中國塑料(2015年12期)2015-10-16 00:57:14
焊接(2015年9期)2015-07-18 11:03:53