氣囊硬度對固化后帽型長桁厚度的影響
2019-07-18 03:50:04馬成趙聰劉興宇張建寶王顯峰
航空學報 2019年6期
關鍵詞:復合材料
馬成,趙聰,劉興宇,張建寶,王顯峰,*
1.南京航空航天大學 材料科學與技術學院,南京 2100162.上海飛機設計研究院,上海 2012103.中國運載火箭技術研究院 航天材料與工藝研究所,北京 100076
復合材料具有比強度大、比剛度高、抗疲勞性能好等優點,廣泛地應用于航空航天領域[1]。復合材料長桁和蒙皮整體構成的加筋壁板作為飛機結構中的主承力構件,廣泛應用于機身、機翼、尾翼等部位[2]。長桁-蒙皮結構作為飛機結構中的重要構件,在成型過程中必須保證其質量以及尺寸的穩定性。
帽型長桁是復合材料常用的加筋結構,在成型過程中要確保帽型長桁內側受到均勻的壓力。對于帽型長桁的成型,普遍使用的方法是在帽型長桁的型腔內放置硅橡膠芯。固化時,硅橡膠芯在固化溫度下受熱膨脹為長桁預浸料鋪層提供成型壓力。
羅輯等[3]在建立硅橡膠芯模尺寸及工藝間隙設計公式的基礎上,采用硅橡膠熱膨脹工藝制備了碳纖維/雙馬樹脂復合材料圓管,考察了不同厚度硅橡膠芯模對成型過程溫度分布及預浸料鋪層內部樹脂壓力的影響,并分析了圓管的成型質量。Dong等[4]通過研究橡膠彈性體性質對熱脹壓力的影響指出彈性體的熱膨脹系數和模量過大會導致熱脹壓力增加速度及其大小難以控制。劉鈞等[5-6]基于對硅橡膠性質與熱脹壓力關系的分析,設計芯模并采用熱膨脹成型制備復合材料構件;盧鑫等[7]指出工藝間隙及硅橡膠內部溫度梯度對熱脹壓力有明顯影響。蒲永偉和湛利華[8]對長桁成型中的預置孔進行了研究。曹曉明等[9]對復合材料方管硅橡膠熱膨脹成型進行了工藝探究。夏景云[10]對復合材料硅橡膠膨脹加壓成型模具的設計與制造進行了研究。靳武剛等[11]對熱膨脹成型工藝在碳纖維復合材料中的應用進行了介紹。張鐘[12]對熱膨脹模壓法成型的復合材料夾層結構的性能進行了深入的分析。馬剛和唐文峰[13]利用薄壁氣囊成型法制造了民用航空含Ω型長桁復合材料加筋壁板。黃雨霓[14]通過有限元計算和試驗得到了帽型長桁在軸壓載荷作用下的失穩和壓縮載荷。吳承思[15]通過有限元分析了常用復合材料帽型長桁壁板結構在剪切及壓縮載荷作用下破壞模式。吳承思和李穆生[16]利用Abaqus分析了壓縮載荷作用下常用復合材料帽型長桁壁板結構的破壞模式,然后通過試驗分別研究了不同的長桁末端與加厚蒙皮的位置關系以及不同長桁末端斜削形式對復合材料帽型長桁端頭壓縮性能的影響。榮海波[17]通過對某直升機結構設計過程中廣泛應用的復合材料T型長桁結構進行工程理論計算和試驗研究,得到復合材料T型長桁在軸壓載荷作用下的壓縮失穩載荷。葛東云等[18]通過試驗為復合材料加筋板結構設計及載荷估算提供了一種新方法,具有一定的工程應用價值。
本文采用硅橡膠氣囊與真空袋相結合的方法為復合材料長桁提供固化壓力。硅橡膠氣囊無縫隙放置在鋪放有預浸料的長桁模具區域,氣囊內穿有真空袋,真空袋兩端與熱壓罐內氣壓相通。硅橡膠氣囊表面與長桁預浸料鋪層相接觸,避免了固化時因長桁型腔截面的原因使真空袋產生褶皺所帶來的長桁型腔內表面質量問題。最終成型時,在固化溫度下,硅橡膠氣囊會有一定的熱膨脹量,以填充長桁-蒙皮之間的三角區域,固化壓力通過真空袋均勻傳遞到預浸料鋪層中。硅橡膠在受熱狀態下的熱膨脹力與彈性模量關系式[19]為
p=kvavΔT (1)
式中:p為熱膨脹力;kv為硅橡膠體積彈性模量;av為硅橡膠體膨脹系數;ΔT為溫差。
其中硅橡膠硬度越大,其彈性模量越大,在受熱膨脹時產生的熱膨脹力越大。熱膨脹力的大小會對長桁-蒙皮的厚度產生影響。
空氣的可壓縮性大于模具和預浸料的壓縮性,硅橡膠熱膨脹產生的壓力主要施加在環狀真空袋方向,但會有一部分膨脹力作用在預浸料鋪層中,由于在固化溫度下樹脂呈流動狀態,這部分膨脹壓力將會影響預浸料固化后成型厚度。因此,硅橡膠氣囊要具有合適的熱膨脹量,既滿足對長桁-蒙皮三角區域的填充,又不能因熱膨脹力太大而影響固化后長桁厚度的均勻性。
該方法的優點表現在不需要計算出硅橡膠芯受熱時的熱膨脹量、膨脹壓力以及預留間隙。因此,避免了在固化時預浸料鋪層受膨脹壓力過大而導致固化后長桁厚度與理論厚度存在較大誤差無法滿足要求;或者因硅橡膠芯熱膨脹壓力不足而導致的分層等缺陷的產生。
本文將通過制作帶有5根帽型長桁的加筋壁板,分別以邵氏硬度為 50HA、50HC、50HD、70HA、90HA的5種硬度的硅橡膠作為填充氣囊,氣囊拐角處加厚處理,進行實驗。固化后,對壁板進行剖切,測量長桁-蒙皮型腔不同位置的厚度。通過測量厚度與理論厚度的對比,確定出厚度均勻性最好的長桁,進而確定最優硬度硅橡膠作為填充氣囊,用于指導實際生產實踐。
1 硅橡膠氣囊的有限元模擬
在相同的邊界條件下,截面等厚度與拐角加厚兩種不同截面的硅橡膠氣囊模擬結果如圖1所示。圖中U,Magnitude為X、Y、Z這3個方向的等效位移,即3個方向上位移的矢量和。
結果顯示,采用截面等厚度硅橡膠作為填充氣囊時,由于氣囊拐角處熱膨脹量有限,不能有效填充長桁三角區,而采用拐角處加厚的氣囊做為填充時,其拐角處的熱膨脹量可對長桁三角區進行有效填充。
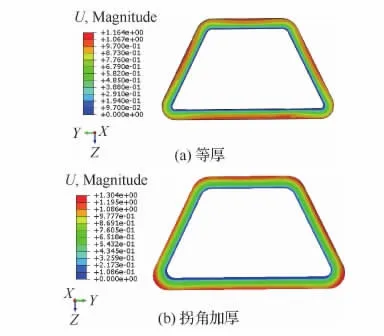
圖1 不同截面尺寸的硅橡膠氣囊模擬結果Fig.1 Simulation results of silicone rubber airbags with different cross-section dimensions
1.1 硅橡膠氣囊有限元模型建立
氣囊與模具之間無縫隙放置,氣囊的厚度為3mm,根據模具的尺寸得到氣囊的尺寸數據并建立模型。硅橡膠氣囊的尺寸如圖2所示。
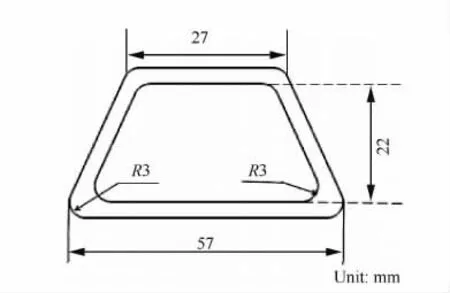
圖2 硅橡膠氣囊尺寸Fig.2 Size of silicon rubber airbag
1.2 材料屬性及邊界條件
由于每根硅橡膠氣囊的體積彈性模量不同,所以在固化過程中硅橡膠氣囊的熱膨脹量不同。采用有限元軟件Abaqus對每根硅橡膠氣囊進行熱膨脹分析。
由文獻[20]可知對于不同的邵氏硬度值對應的體積彈性模量,利用式(2)和式(3)計算得到不同硬度下硅橡膠的彈性模量

式中:H為邵氏硬度;E為彈性模量。
根據表1,HC、HD均為邵氏硬度符號。將硬度統一為邵氏硬度HA,方便計算其彈性模量。對于軟橡膠(邵氏硬度在86HA及以下)可用式(2)計算出其彈性模量,硬質橡膠采用式(3)計算出其彈性模量,5種不同硬度的硅橡膠氣囊的彈性模量計算結果如表2所示。
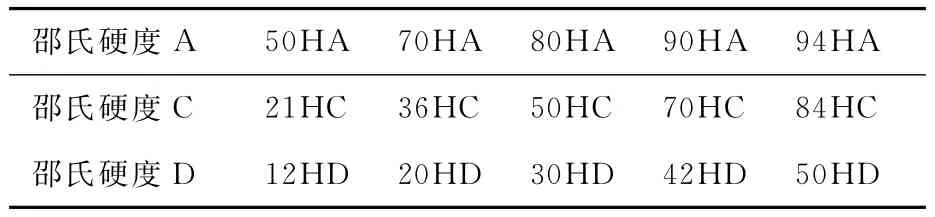
表1 邵氏硬度對照表Table 1 Comparison of Shaorehardness

表2 不同硬度硅橡膠的彈性模量Table 2 Elastic modulus of silicon rubber with different hardness
根據實際的制造工藝過程,邊界條件設定為:初始溫度為20℃,升溫速率為1℃·min-1,固化溫度為180℃。氣囊內部施加0.6MPa的壓力。硅橡膠泊松比為0.48,熱膨脹系數為8.51×10-4m·℃-1。
1.3 硅橡膠氣囊網格劃分
在mesh模塊中對氣囊進行切割,單元類型為C3D8R,網格數量為44 400,劃分網格后的氣囊如圖3所示。
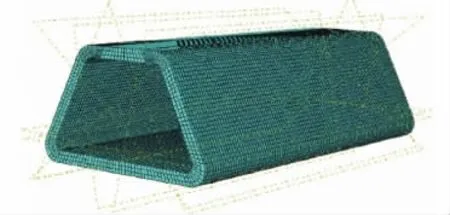
圖3 氣囊劃分網格Fig.3 Airbag gridding
1.4 硅橡膠氣囊熱膨脹模擬結果及分析
利用Abaqus有限元軟件對不同硬度的硅橡膠氣囊熱膨脹模擬,結果如圖4所示。
由模擬結果可以看出,硅橡膠氣囊邵氏硬度為50HA時的熱膨脹量最大,達到1.3mm,其次為70HA的熱膨脹量為1.07mm,邵氏硬度為50HD的硅橡膠作為支撐氣囊時,熱膨脹量最小,僅為0.23mm。從模擬的結果可以看出隨著硅橡膠氣囊硬度的增加,硅橡膠氣囊的彈性模量增加,熱膨脹量逐漸減小。
50HA的硅橡膠氣囊在固化溫度下的熱膨脹量最大為1.30mm,大于其他硬度的硅橡膠氣囊的熱膨脹量。熱膨脹量越大,在固化溫度下硅橡膠氣囊對長桁-蒙皮三角區的填充效果越好,固化壓力能夠充分傳遞到預浸料鋪層中,固化時長桁預浸料鋪層貼合良好,確保固化后長桁厚度的均勻性同時防止分層等缺陷的產生。
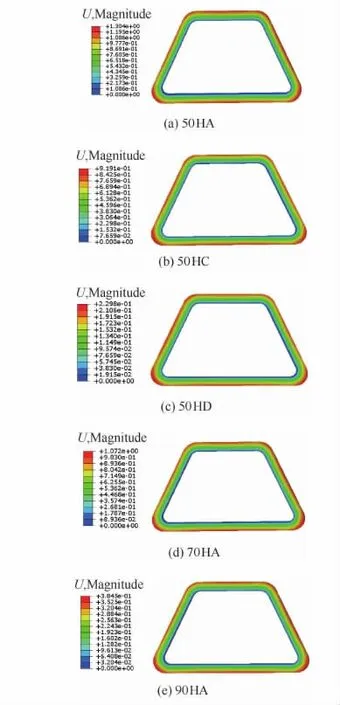
圖4 不同硬度的硅橡膠氣囊模擬結果Fig.4 Simulation results of silicon rubber airbag with different hardness
2 實 驗
2.1 原材料
蒙皮-長桁剛性模具;硅橡膠氣囊,按照邵氏硬度分別編號為50HA、50HC、50HD、70HA、90HA,尺寸如圖2所示;硅橡膠芯,邵氏硬度為50HD;環裝真空袋;為方便脫模,在硅橡膠氣囊表面貼一層四氟布;X850預浸料,寬度為6.35mm,單層厚度為0.19mm,長桁鋪層為[45/0/0/-45/90/-45/0/0/45]共9層,理論厚度為1.71mm,蒙皮鋪層為[45/-45/-45/90/45/0]s共12層,理論厚度為2.28mm。
2.2 實施方法及步驟
圖5為硅橡膠氣囊與橡膠芯的完整示意圖。制作方法為:將硅橡膠芯套入環狀真空袋中,對環狀真空袋抽真空,使環狀真空袋貼附在硅橡膠芯表面;將環狀真空袋包裹的橡膠芯一起穿入硅橡膠氣囊中;為便于脫模,在硅橡膠氣囊表面貼一層四氟布;將制作好的硅橡膠芯囊放入鋪有長桁預浸料鋪層的模具中,為蒙皮鋪層的鋪放提供支撐。
在模具表面鋪設12層預浸料鋪層,蒙皮鋪層鋪放完成后將硅橡膠芯囊抽出,填充氣囊和環狀真空袋則留在模具長桁型腔內,固化時環狀真空袋內僅受到罐內氣壓的作用,罐內氣壓通過環狀真空袋和填充氣囊作用在預浸料鋪層中。如圖6所示,最終成型時硅橡膠芯模抽出,環狀真空袋內部僅存在罐內氣壓的作用。
分別采用邵氏硬度為50HA、50HC、50HD、70HA、90HA的硅橡膠作為支撐氣囊,按照上述實驗方法,制作5根帽型長桁的加筋壁板,并做好標記。
在蒙皮上方分別覆蓋一層吸膠布和隔離膜后將蓋板放在蒙皮表面,固化時熱壓罐內壓力通過剛性蓋板均勻傳遞到蒙皮鋪層,使預浸料鋪層受力均勻。在蓋板表面覆蓋一層透氣氈,制作真空袋抽真空。真空度滿足固化要求后,采用熱壓罐固化工藝,固化工藝曲線如圖7所示。根據X850預浸料固化工藝參數,固化壓力為600 kPa,升壓速率為100kPa/min。固化溫度為180℃,開始固化時升溫速率為1℃/min,在180℃下保溫時間為150min后開始降溫,降溫速率為1℃/min。
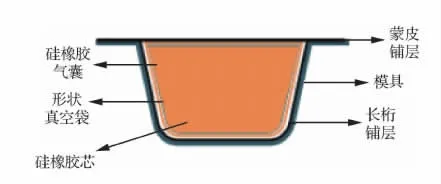
圖5 硅橡膠芯囊Fig.5 Silicon rubber core capsule
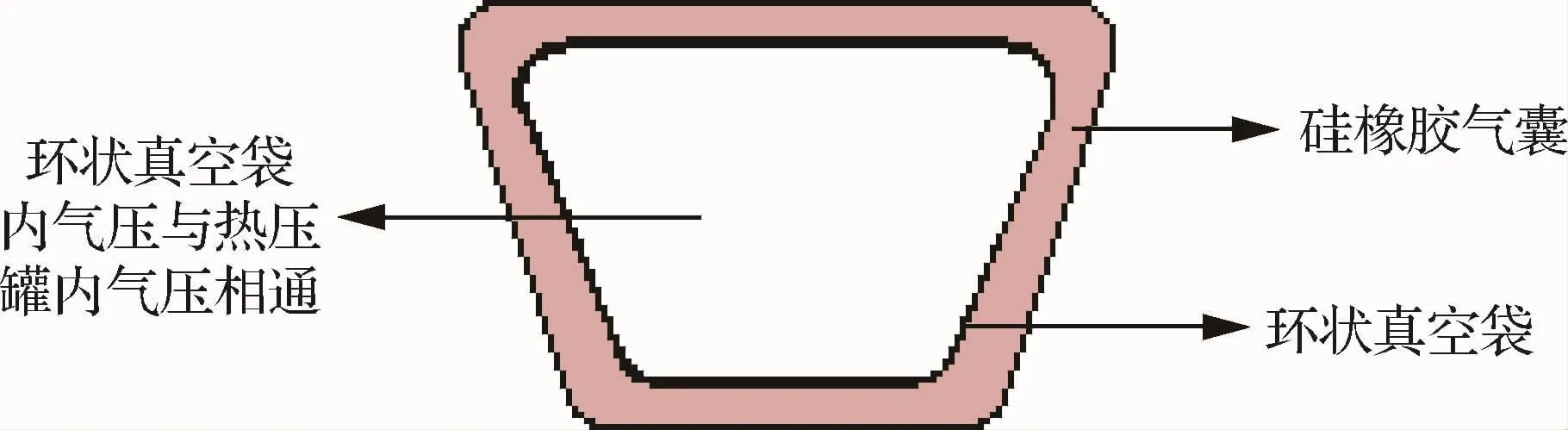
圖6 硅橡膠氣囊Fig.6 Silicon rubber airbag
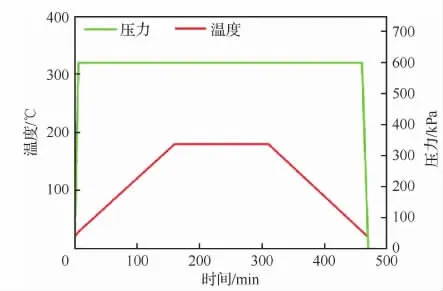
圖7 固化工藝曲線Fig.7 Curing process curves
2.3 測量結果與討論
固化完成后,沿剖切線對每根長桁進行6次剖切,具體切割分布示意圖如圖8所示。
長桁邊緣打磨處理后對剖切面進行測量,測量位置涵蓋蒙皮長桁拐角處蒙皮附近(P2、P11);蒙皮長桁連接拐角處(P3、P13);硅橡膠氣囊支撐蒙皮(P1、P12);蒙皮長桁拐角附近長桁處(P4、P14);長桁蒙皮拐角型腔內側(P8、P10);型腔內側蒙皮(P9);長桁帽腰(P5、P15);長桁帽底(P7)、長桁拐角處厚度(P6、P16),具體的測量位置如圖9所示。
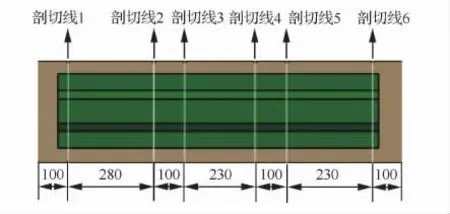
圖8 壁板剖切示意圖Fig.8 Schematic diagram of slice of wallboard
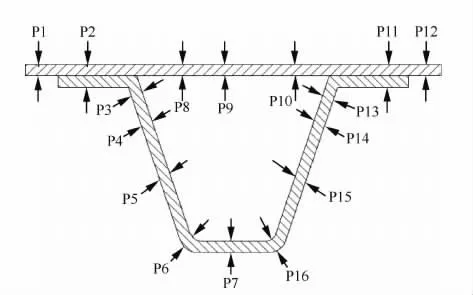
圖9 測量位置Fig.9 Measurement position
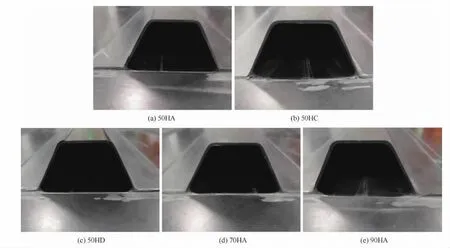
圖10 不同硬度硅橡膠固化后長桁剖切截面圖Fig.10 Section profile of stringer cured with silicone rubber of different hardness
固化后的長桁-蒙皮型腔如圖10所示。沿剖切線切割完畢后,按照圖9所示,測量帽型長桁不同部位及蒙皮部分的厚度。
根據測量厚度與理論厚度的最大偏差、最小偏差、平均偏差,獲得厚度均勻的長桁,因此獲得實際生產所需要的硅橡膠氣囊型號。
2.4 厚度結果分析
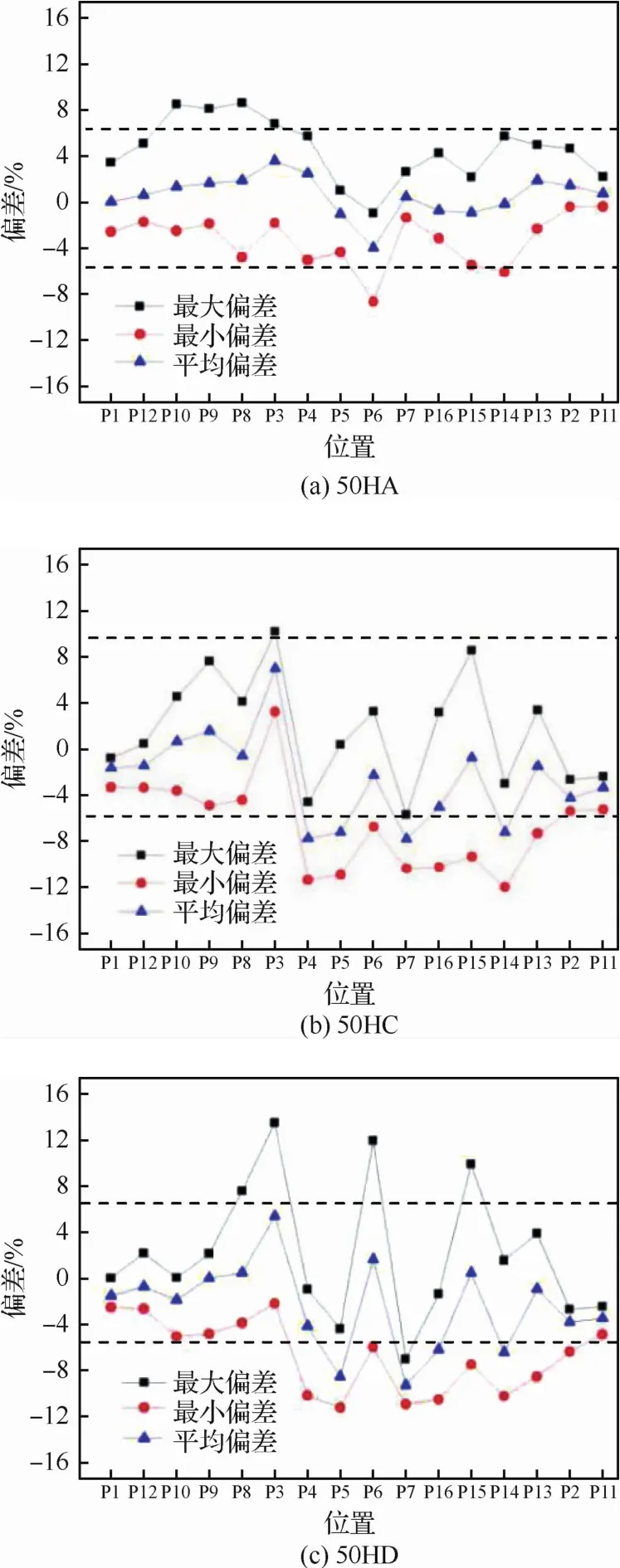
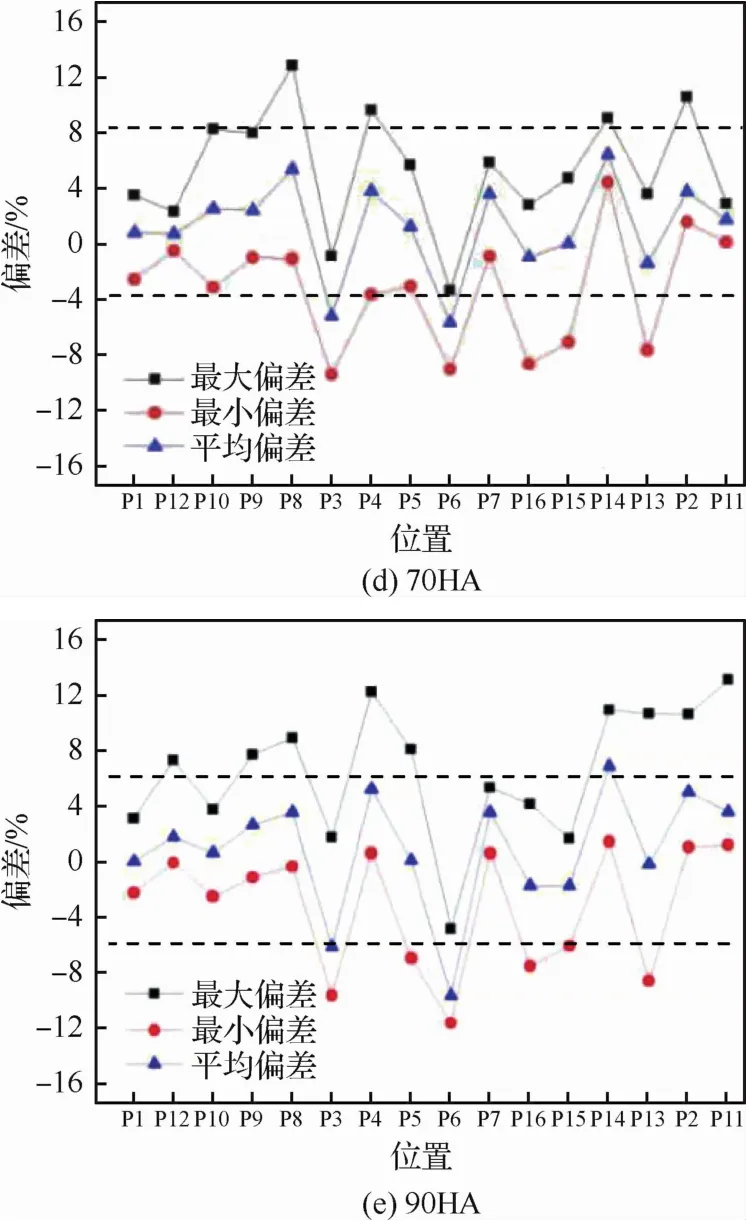
圖11 長桁測量值與理論值的偏差Fig.11 Deviation between measured and theoretical values of stringer
圖11 為不同硬度的硅橡膠作為填充氣囊時蒙皮長桁剖切位置的測量值與理論值的偏差。其中,偏差=(實測值-理論值)/理論值×100%。平均偏差為圖8所示長桁-蒙皮6次剖切相應位置測量結果的平均值。從圖11中可以看出,硬度為50HA的硅橡膠作為填充氣囊時,固化后的蒙皮長桁的剖切面測量位置的尺寸偏差較小,并且測量平均值變化范圍較小,與理論厚度的誤差小于6%,在可接受的誤差之內。因此可以得出結論:相對于實驗中其他硬度的硅橡膠氣囊,采用邵氏硬度為50HA的硅橡膠作為填充氣囊時,固化后的復合材料蒙皮長桁壁板的長桁區域和蒙皮-長桁膠接區域的厚度比較均勻。
2.5 蒙皮-長桁內部缺陷分析
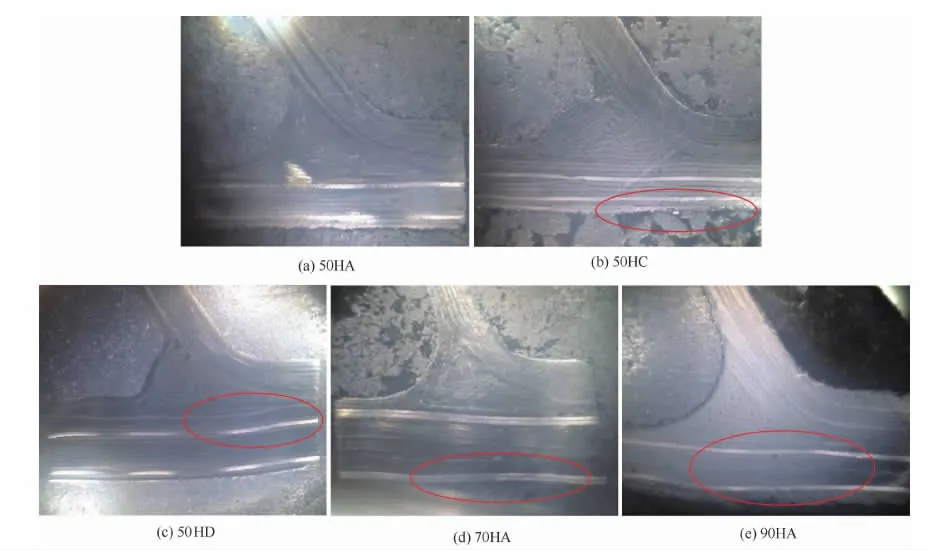
圖12 纖維細觀形態分析圖Fig.12 Diagram of fiber mesomorphic analysis
圖12 為不同硬度的硅橡膠作為氣囊時,成型后對蒙皮長桁拐角處內部纖維細觀形態的分析。圖中亮色的三角區域為蒙皮-長桁三角區的纖維走向,可以看出,50HC、50HD、70HA、90HA 的硅橡膠氣囊成型后,蒙皮處纖維存在明顯的纖維面外彎曲,圖12中用紅色部分標記出。50HA硅橡膠氣囊成型后纖維沒有明顯變形,纖維內部缺陷較少。這是由于硬度為50HA的硅橡膠氣囊的熱膨脹量可以滿足對長桁-蒙皮三角區的填充,熱壓罐內的固化壓力可以充分的作用在該區域,同時由于蒙皮上方的固化壓力的原因使長桁型腔內側與外側受到均勻的壓力。因此,相比較于試驗中其他硬度的硅橡膠氣囊,邵氏硬度為50HA的硅橡膠作為蒙皮-長桁填充氣囊時,蒙皮長桁的成型質量較好。
3 結 論
1)利用Abaqus對截面等厚度硅橡膠氣囊和拐角加厚氣囊進行有限元分析,分析結果顯示,拐角加厚的硅橡膠氣囊可以更有效的對長桁-蒙皮三角區進行填充。
2)復合材料長桁-蒙皮共固化時不同硬度的硅橡膠氣囊在固化溫度下的熱膨脹量不同,對長桁-蒙皮預浸料鋪層固化后厚度均勻性產生影響。對邵氏硬度為50HA、50HC、50HD、70HA、90HA的硅橡膠氣囊進行模擬,由模擬結果可知,硅橡膠氣囊的邵氏硬度為50HA時,其熱膨脹量最大。
3)采用這5種硬度的硅橡膠作為長桁-蒙皮的填充氣囊進行實驗,并對氣囊型號的位置做標記。固化后對長桁-蒙皮進行剖切、打磨后測量長桁型腔及附近的厚度可知,邵氏硬度為50HA的硅橡膠作為氣囊時,長桁-蒙皮型腔的厚度比較均勻,并且實際測量的平均厚度與理論厚度的偏差在6%之內。
4)通過對蒙皮-長桁成型后內部纖維形態的分析,發現相較于其他硬度的硅橡膠氣囊,50HA的硅橡膠氣囊成型后纖維無明顯變形,成型質量較好。
在實際生產過程中,既要求長桁-蒙皮型腔各處的厚度值在合理范圍內,又要保證其均勻性。通過本次實驗可知,采用邵氏硬度為50HA的橡膠作為填充氣囊在固化后滿足實際實際的生產要求。
猜你喜歡
建材發展導向(2022年2期)2022-03-08 01:44:04
建材發展導向(2021年14期)2021-08-23 00:56:16
中國材料進展(2019年10期)2019-12-07 05:32:14
纖維復合材料(2018年3期)2018-04-25 07:22:58
電子測試(2017年11期)2017-12-15 08:57:13
山東工業技術(2016年15期)2016-12-01 05:31:34
中國塑料(2015年6期)2015-11-13 03:02:54
中國塑料(2015年11期)2015-10-14 01:14:14
中國塑料(2015年8期)2015-10-14 01:10:41
應用化工(2014年10期)2014-08-16 13:11:29
