
某型萬向頭工藝工裝設計
2019-07-19 06:05:20何亞蒂朱朋立
山東工業技術 2019年16期
何亞蒂 朱朋立

摘 要:某型萬向頭由多個零件組合而成,各零件分別加工時存在弧面結合、尺寸精度、表面粗糙度加工難等問題,影響產品質量和生產效率。根據該產品特點、結合加工流程,設計出來一套適合該萬向頭零件組合加工工藝工裝,使其組合零件同時加工,一次加工完成各件,解決了該萬向頭加工難題,并提高生產效率。
關鍵詞:萬向頭;工藝工裝;車削;磨削
DOI:10.16640/j.cnki.37-1222/t.2019.16.003
1 零件工藝分析
某型萬向頭核心結構由套筒、插片及球頭組合而成,由插片定位球頭,球頭可進行轉動,完成萬向連接節后再進行外部裝配,如圖1所示。該型萬向頭為運轉靈活無卡滯并且質量可靠不松脫,一方面要保證球頭和插片之間圓弧光滑過渡、另一方面要求插片和套筒之間結合緊密、過渡光滑,因此對各件加工形位公差、尺寸公差、表面粗糙度要求很高。
對該組合件各零件進行分析如下:
(1)球頭為該萬向連接節的關鍵零件,為球形結構,其上相關兩組90度交叉的相貫孔,球頭結構各形位公差達到0.02mm、各尺寸公差需達到IT6級精度,內孔表面粗糙度Ra0.8;
(2)插片是銜接球頭和套筒關鍵零件,該零件頂部圓弧與球頭過渡、側面圓弧嵌入套筒,其應保證各段圓弧與相關零件過渡光滑,并連接緊密不松脫。插片結構各形位公差達到0.02mm、各尺寸公差需達到IT6級精度,表面粗糙度Ra1.6;
(3)套筒結構是萬向頭的主體,其為環形結構,其上由安裝插片的插槽,兩處插槽位置要求0.02mm,套筒外形要求K6級公差,外形表面粗糙度Ra1.6。
通過以上零件分析,可以進行加工工藝難點分析:
(1)該產品重要的加工難點為插片零件的加工,插片薄片狀零件,其上多段圓弧需與相應零件相配合,表面粗糙度Ra1.6需要進行磨削加工,單獨加工該零件難度較大;
(2)球頭零件內孔加工精度、外圓加工精度加工難度大;
(3)套筒結構的加工難點在外圓的尺寸公差和表面粗糙度加工。
2 工藝工裝設計
2.1 設計思路
為了滿足該型萬向頭各零件的加工,保證形位公差及尺寸精度,保證表面粗糙度,提高產品質量和加工效率,考慮將各分別加工零件進行初步加工后,通過設計的工藝工裝進行連接,最后進行整體加工,完成各弧面加工和磨削加工,保證各尺寸精度符合設計要求。
2.2 工裝設計
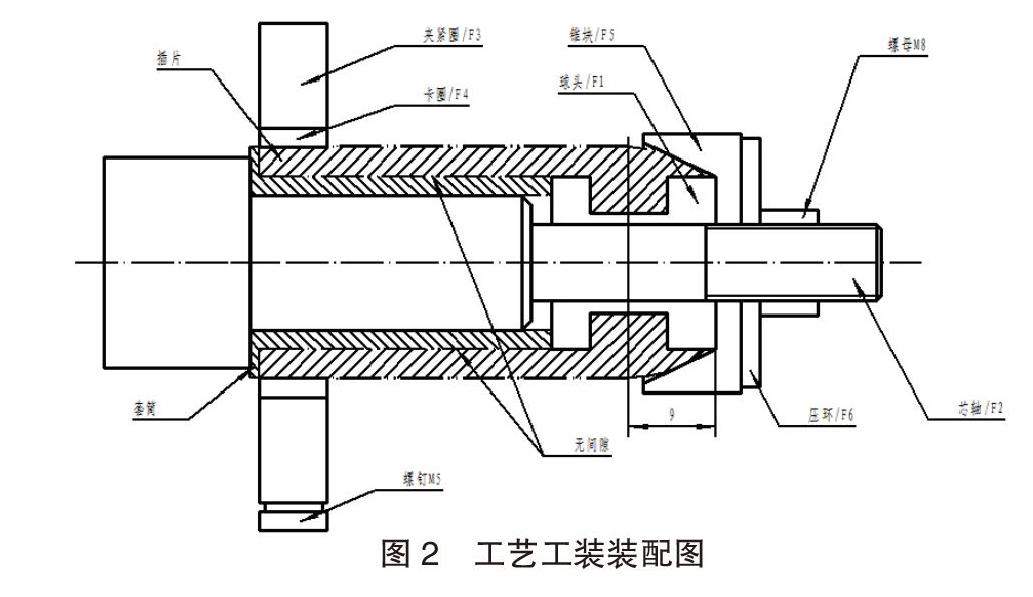
對該型萬向頭進行工藝工裝設計,如圖2所示。設計完成的工裝主要由五個部分組成,芯軸、夾緊圈、卡圈、錐塊、壓環。將套筒、插片及球頭零件按圖2所示進行組合安裝,其中球頭零件應按圖所示方向完成安裝組合。
球頭既是零件又是工裝,球頭零件按圖2所示進行安裝,對插片端部弧面進行共同加工,保證插片端部球面與球頭球面的一致性。
錐塊及壓環作為最后磨削加工時使用的工裝。在前期車削外形加工時不進行安裝,由車工完成整個組件的外形弧面加工后,使用錐塊將組件壓緊,轉到磨削進行隔斷圓弧外圓的磨制。
在整套工裝的作用在完成該型萬向頭各件的精加工。
3 工藝流程
3.1 初步加工
(1)套筒:完成套筒零件內孔精加工,內孔要求達到尺寸公差精度、表面粗糙度Ra1.6;完成兩對稱插槽精加工,端頭45°讓位倒角加工完成;外形下端留余量,長度增加20mm工藝夾頭,為了防止插片縱向竄動,插槽底部增加2mm的定位臺;
(2)插片:完成插片主視圖外形,即完成插片主要外形尺寸,并完成插片上與球頭定位圓柱形臺,要求滿足該定位臺0.02mm對稱度、表面粗糙度Ra0.8;插片端頭球面及側面圓弧面加工成矩形待加工臺,長度方向增加18mm工藝夾頭;
(3)球頭:球頭初步加工時,先按對稱度0.02mm銑方,并磨表面粗糙度Ra0.8,完成兩處相貫孔的加工,最后再由孔定位完成球面半精加工。
3.2 工裝組合加工
(1)鉗:完成套筒、插片、球頭及工裝芯軸、夾緊圈、卡圈的裝配;
(2)精車:芯軸兩端的中心孔進行定位,完成球頭球面、插片端頭球面、插片側面弧面及套筒外圓的整體精車加工;
(3)磨:安裝錐塊、壓環,以芯軸兩端中心孔進行定位,完成插片端頭球面與側面弧面、套筒外圓、球頭球面的磨削加工,保證尺寸精度和表面粗糙度;
(4)車:去掉零件增加的工藝夾頭尺寸;
(5)鉗:對球頭零件進行復位安裝。
4 結論
通過以上工藝工裝設計,將萬向頭各零件進行初步加工后,組合各件,裝配工裝,一次裝夾完成后,完成球頭、插片、套筒零件的關鍵尺寸加工,保證萬向頭組件結構內各曲面結合的一致性,并使加工完成后直接完成裝配過程。該工裝的應用有效的解決了該型萬向頭加工難題,提高產品質量和生產效率。同時該工裝的成功應用,對同類產品起到借鑒作用,可用于指導其他同類產片的工裝設計。
參考文獻:
[1]張世昌.機械制造技術基礎[M].北京:高等教育出版社,2007.
[2]許寧靜.對機械類零件加工的工裝設計改進的研究[J].中國機械,2013(17):45.
作者簡介:何亞蒂(1983-),女,陜西咸陽人,碩士,工程師,主要從事機械工藝設計方面的工作。
