車削加工裝夾方法對加工精度的影響
2019-07-19 05:45:01王曉花佘永衛李茹明
山東工業技術 2019年17期
王曉花 佘永衛 李茹明

摘 要:本文融合了農業機械中軸類零件的相關知識,采取不同裝夾、定位方法得到不同的車削加工制件,并測量各個制件的加工精度。驗證了不同裝夾、定位方式下,制件的尺寸誤差、形狀誤差以及表面粗糙度不同,為后續研究提供理論依據。
關鍵詞:軸類零件;裝夾定位;加工精度
DOI:10.16640/j.cnki.37-1222/t.2019.17.003
1 引言
基于“中國制造2025”和轉型發展理念,以及國家在農業產業中投入的增多,農業機械化也迎來了新的發展契機。農業機械零部件加工精度直接影響農機整體裝配精度,嚴重影響使用效果。本研究驗證了農機用軸類零件因裝夾定位方法不同對工件加工精度影響不同,并對誤差產生的原因加以分析。
2 車削加工軸類零件
首先,對普通機床精度進行檢查并調試,確保能正常使用。準備三根相同的軸,在同一機床上按照表1所示的方式進行裝夾,并采用相同條件進行車削加工,得到長300mm,直徑26mm的三根軸類零件。
3 測量零件精度
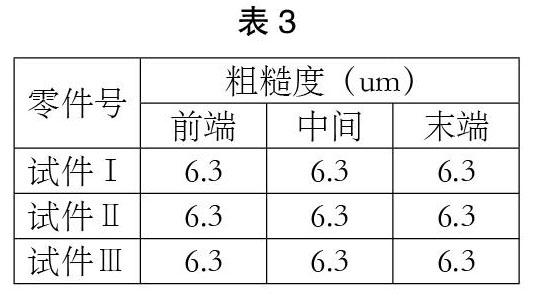
在各零件上取三個點(端部、中間、末尾),利用千分尺測量各點處的直徑,并在偏擺儀上用百分表測量三點處的圓跳動,并將結果填入表2中,利用表面粗糙度比較版測量試件表面粗糙度,結果如表3所示。
4 分析誤差產生的原因
試件Ⅰ:(1)定位基準與設計基準不重合;(2)一端夾緊,一端懸空,且伸出尺寸偏大,受背向力作用產生變形,引起震動,加工表面出現明顯的魚鱗狀痕跡,靠近卡盤端逐漸消失。
試件Ⅱ:(1)一端定位基準與設計基準不重合;(2)一端定位基準與設計基準重合。
試件Ⅲ:產生誤差的原因是機床制造誤差,調整以及測量誤差。
5 結論
本研究采用三種不同裝夾、定位方法得到三根農機用軸類零件,并測量了各件的加工精度。驗證了不同裝夾、定位的方式下,試件的尺寸誤差、形狀誤差以及表面粗糙度不同,并分析了各個試件產生誤差的原因,為后續提高農機加工與裝配精度提供參考依據。
參考文獻:
[1]方強.典型軸類零件加工的工藝分析[J].職業,2014(24):169.
[2]陸序.典型軸類零件加工質量控制技術的研究[J].中國設備工程,2016(17):132-133.
[3]典型軸類零件的關鍵質量特性及其質量控制技術研究[D].浙江大學,2014.
[4]軸類零件正交車銑加工穩定性建模與分析[D].華中科技大學,2014.
[5]畢艷茹,王志勃,姜亞南.典型軸零件的綜合機械性能分析[J].裝備制造技術,2013(11):143-144.
項目基金:本研究由銀川能源學院校級科研項目資助(項目編號:2017-KY-C-10)