某鋼梁橋預制場焊縫和現場焊縫施工質量控制
2019-07-25 02:25:26李浩
智能城市 2019年13期
李 浩
(湖南省勘測設計院,湖南 長沙 410014)
1 工程概況
湘府路高架橋全長11.85 km,西起湘府路大橋引橋段,東至紅旗路東側,是第一座湖南地區預制裝配式橋梁。鋼箱梁采用單箱四室斷面,鋼箱梁全寬24.8 m,鋼箱部分寬19.092 m,兩側各懸臂3.354 m。鋼梁與第一層10 cm混凝土橋面板在預制廠內結合,鋼梁與鋼梁采用焊接連接,廠內焊縫采用半自動埋弧焊和手工電弧焊;現場焊縫均采用手工電弧焊。半自動埋弧焊和手工焊均采用V型坡口,坡口全熔透焊接,母材材料Q345qD,母材厚度由14、16、20、25、32、36、40 mm組成,均采用全熔透對接焊縫。
2 焊縫影響因素
湘府路高架橋上部結構主梁采用等高變寬梁,鋼梁采用工廠分節段制造和工地現場焊接節段縫。工廠內制造好之后,在現場吊裝焊接成橋,焊縫多,焊接質量是工程施工質量的最關鍵環節。影響焊縫質量的因素很多,針對湘府路高架橋,在施工過程中主要的問題可分為工廠內焊縫和現場焊縫中出現的問題。
2.1 工廠內焊縫質量情況
廠內焊縫多數采用半自動埋弧焊,半自動埋弧焊外觀檢測與超聲檢測合格率100%。手工焊縫外觀質量合格率為60%,外觀缺陷主要是錯位、飛濺、焊瘤、弧坑縮孔和焊縫余高不一致 (見圖1)。手工焊縫母材厚度在14~40 mm,超聲檢測合格率95%以上,內部缺陷主要有氣孔、夾渣、未焊透、未融合、裂紋,對有缺陷焊縫進行返修處理,返修后合格率100%。
2.2 現場焊縫質量情況
現場焊縫全部采用手工焊接,焊縫外觀質量合格率約為50%,外觀缺陷主要有錯位、飛濺、焊瘤、弧坑縮孔和焊縫余高不一致 (見圖2)。對于薄板 (14~16 mm) 超聲檢測合格率約為80%,厚板 (25~40 mm) 超聲檢測合格率約為60%。內部缺陷主要有裂紋、氣孔、夾渣、未焊透,對有缺陷焊縫進行返修處理,返修后合格率100%。

圖1 工廠內焊縫質量情況

圖2 現場焊縫質量情況
2.3 影響焊縫質量的主要影響因素
影響焊縫質量的主要影響因素包括:焊接殘余應力、焊條潮濕和環境濕度大、二氧化碳氣體保護效果差、電流電壓和焊接速度控制不當、滅弧時間短、坡口設計不合理和間隙過小、工人操作不熟練、焊絲短路等。在湘府路高架橋鋼結構焊接中,主要的因素見表1。
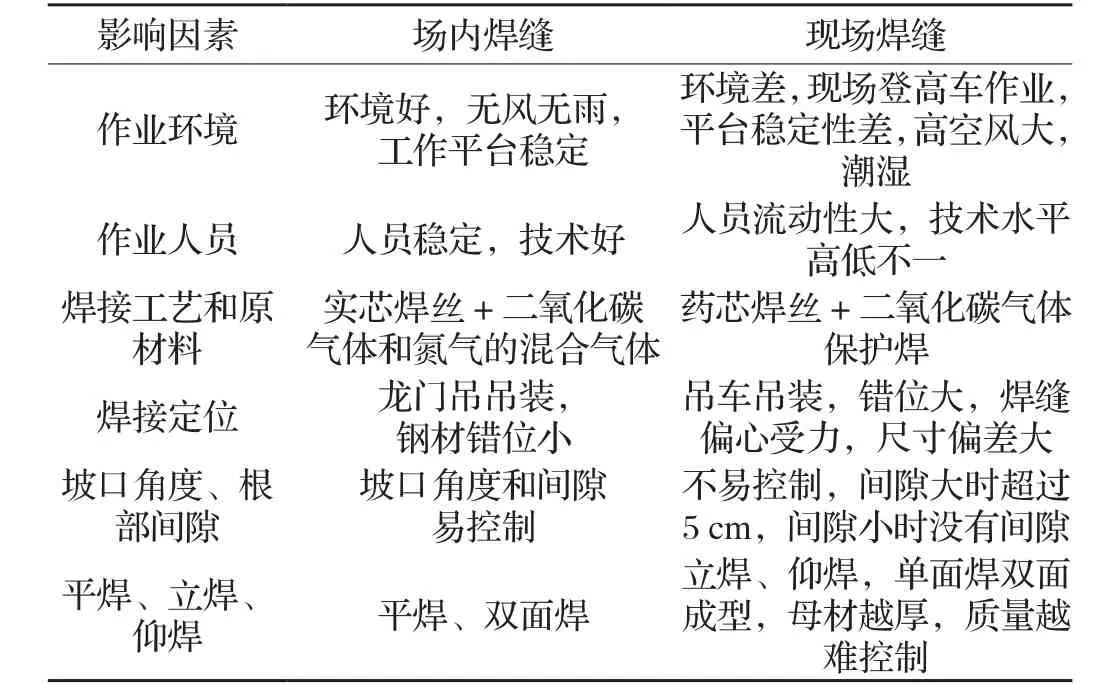
表1 場內焊縫和現場焊縫影響因素對比
3 提高焊縫質量的技術措施
3.1 飛濺
對于不同厚度的鋼板,選擇合適的焊接電流、電壓和速度。焊槍盡量垂直,前傾或后傾最好不超過20度。
3.2 焊瘤
廠內焊縫應控制熔池溫度不要過高,選擇適當的焊接電流,都熔池向外噴射小火星較多時,應立即滅弧。現場焊縫還要注意鋼板間隙不過大,嚴格控制熔池溫度,控制熔池形狀,焊接電流比廠內焊接電流略小10%左右。
3.3 弧坑縮孔
延長收弧時間,填滿弧坑或電流衰減滅弧,對已經形成的弧坑進行打磨清理并重新焊接。收弧位置焊絲不立即滅弧,在熔池稍做停留。全熔透對接坡口焊縫連接中,在引弧處和引出處設置引弧板和引出板。引弧板和引出板的長度控制在40~60 mm,厚度與母材鋼板一致,坡口尺寸與對接鋼板一樣。
3.4 氣孔
控制焊絲伸出長度,焊絲伸出長度控制在10 mm左右,根據母材厚度、焊縫位置、焊絲直徑、焊機功率選擇合適的焊接電流和焊接電壓。現場焊縫還應盡量避免風的干擾,現場對接材料妥善保管,焊條使用前烘焙處理,鋼板焊接鉛預熱處理,焊渣、藥皮等清理干凈。
3.5 夾渣
針對不同板厚選擇合理的焊接規范參數和坡口尺寸,盡量減少焊縫錯位,保持坡口干燥清潔。對于多層多道焊,必須將層間焊渣清理干凈后再進行下一層焊縫的施工。
3.6 未焊透
未焊透會較大的減小焊縫截面積,降低焊縫承載力,同時加重應力集中現場,降低鋼梁疲勞強度,影響結構安全。湘府路高架橋廠內焊縫主要為坡口未焊透,現場焊縫主要為坡口未焊透和根部未焊透。
根據不同的母材厚度,選用合適的坡口尺寸和坡口間隙,保證焊絲能伸入到坡口根部。間隙小時采用大坡口尺寸,間隙大時采用小坡口尺寸。
現場焊縫還應注意鋼板錯縫和根部未焊透。條件允許時盡量采用雙面焊,無法雙面焊時采用陶瓷墊的形式,避免根部未焊透。為避免鋼板錯縫,控制鋼板的不平整度在2 mm范圍內,現場定位時采用機械輔助,同時點焊固定時需焊接牢固。
3.7 十字形焊縫
十字形焊縫在焊縫交叉位置會出現三向應力,導致應力集中,從而影響焊縫強度。
組成板件的焊縫應避免十字形焊縫,采用T型焊縫。相鄰兩條T型焊縫間距不少于200 mm。施工時先將T型焊縫中一條焊縫焊接完成,待焊縫冷卻后,將交叉部位焊縫采用碳弧氣刨處理并清理干凈,再焊接另一條焊縫。
4 結語
本工程鋼結構焊接工作量大,施工難度大,質量要求高。在全熔透對接焊縫施工過程中,嚴格控制焊接原材、作業環境、坡口角度和間隙、鋼材定位和焊接工藝,保證鋼梁焊縫的外觀和內在質量滿足要求。
猜你喜歡
中學生數理化·八年級物理人教版(2021年12期)2021-12-31 03:23:08
現代畜牧科技(2021年9期)2021-10-13 06:38:48
建材發展導向(2021年6期)2021-06-09 05:57:08
中學生數理化·中考版(2020年10期)2020-11-27 01:59:48
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
中國生殖健康(2019年2期)2019-08-23 08:12:08
制造業自動化(2017年2期)2017-03-20 14:26:13
汽車觀察(2016年3期)2016-02-28 13:16:26
中國衛生質量管理(2015年2期)2015-12-01 05:43:57
設備管理與維修(2015年12期)2015-04-09 06:57:24
