淺析自動(dòng)打捆機(jī)夾緊剪切單元改進(jìn)
2019-07-29 02:00:30孫王磊
中國(guó)金屬通報(bào) 2019年4期
孫王磊
(河北鋼鐵邯寶冷軋廠(chǎng),河北 邯鄲 056015)
邯寶冷軋廠(chǎng)鍍鋅線(xiàn)于2010年投產(chǎn),其主體工藝采用美鋼聯(lián)法連續(xù)熱鍍鋅工藝,其品種以家電、汽車(chē)板為主,年設(shè)計(jì)產(chǎn)能為100萬(wàn)噸。為保證生產(chǎn)線(xiàn)連續(xù)生產(chǎn),出口設(shè)計(jì)自動(dòng)打捆機(jī),以便通過(guò)小車(chē)運(yùn)輸?shù)桨b線(xiàn)后方便包裝,節(jié)省人工,由于開(kāi)始設(shè)計(jì)缺陷,經(jīng)常出現(xiàn)剪切單元剪刃崩裂、夾鉗斷裂等問(wèn)題,從而經(jīng)常不得不投入人力進(jìn)行手動(dòng)打捆,而手動(dòng)不僅打不緊速度還慢,嚴(yán)重影響生產(chǎn)線(xiàn)的生產(chǎn)速度,關(guān)于上述問(wèn)題進(jìn)行了分析,對(duì)剪切單元進(jìn)行了優(yōu)化設(shè)計(jì)改進(jìn)。
1 打捆機(jī)剪切單元的問(wèn)題及改進(jìn)措施
邯寶冷軋廠(chǎng)鍍鋅車(chē)間自動(dòng)打捆機(jī)在生產(chǎn)使用過(guò)程中,由于使用的捆帶硬度偏高,同時(shí)打捆機(jī)夾緊剪切單元的結(jié)構(gòu)設(shè)計(jì)不能滿(mǎn)足強(qiáng)度上的使用要求,自動(dòng)打捆機(jī)在對(duì)成品鍍鋅鋼卷的打捆過(guò)程中,多次出現(xiàn)夾緊剪切單元的剪刃崩裂、夾鉗斷裂以及移動(dòng)剪刃動(dòng)作不到位剪切不斷捆帶故障,導(dǎo)致打捆機(jī)不能自動(dòng)打捆。這時(shí)需要人工手動(dòng)打捆,而手動(dòng)打捆一方面速度太慢,拖累了生產(chǎn)線(xiàn)正常生產(chǎn)節(jié)奏,造成產(chǎn)量低下。某些品種鋼甚至因?yàn)樵O(shè)備運(yùn)行速度慢,達(dá)不到要求的工藝性能而不得不停車(chē)。另一方面手動(dòng)打捆質(zhì)量差、捆帶松散,在包裝運(yùn)輸過(guò)程中極易造成鋼卷外圈吊傷,降低了產(chǎn)品質(zhì)量等級(jí)評(píng)判。鑒于以上原因,非常有必要對(duì)鍍鋅線(xiàn)自動(dòng)打捆機(jī)的夾緊剪切單元進(jìn)行技術(shù)改進(jìn),設(shè)計(jì)一種新的、結(jié)實(shí)耐用的、滿(mǎn)足現(xiàn)場(chǎng)實(shí)際需要的夾緊剪切單元。
一種改進(jìn)的自動(dòng)打捆機(jī)夾緊剪切單元,它由前夾板、后夾板、壓塊、左右連桿、墊環(huán)、左右?jiàn)A鉗、移動(dòng)剪刃、固定剪刃、隔片、連接銷(xiāo)、以及若干聯(lián)接緊固螺栓組成。夾緊剪切單元在自動(dòng)打捆作業(yè)流程中的作用是:喂帶機(jī)構(gòu)將捆帶從夾緊剪切單元的隔片、固定剪刃之間送出,捆帶繞帶槽環(huán)繞成品鋼卷一周后,帶頭由夾緊剪切單元的夾鉗捕捉,并被咬緊在夾鉗與固定剪刃下表之間,捆帶收緊后由焊接單元進(jìn)行焊接,之后氣缸間接推動(dòng)夾緊剪切單元的壓塊,通過(guò)連桿及移動(dòng)剪刃的聯(lián)動(dòng),將捆帶剪切。打捆動(dòng)作完成。在上述的一個(gè)動(dòng)作周期中,①夾鉗咬扣捆帶過(guò)程中,夾鉗斷裂或固定剪刃產(chǎn)生裂紋及崩裂。②剪切過(guò)程中,移動(dòng)剪刃動(dòng)作不到位或移動(dòng)剪刃刃口崩裂或固定剪刃崩裂。針對(duì)上述問(wèn)題采用的解決辦法是:(1)使用沒(méi)有凸點(diǎn)的夾鉗,使夾鉗與捆帶的接觸方式由點(diǎn)接觸變?yōu)槊娼佑|,減少夾鉗上的應(yīng)力集中。(2)將固定剪刃的臺(tái)階結(jié)構(gòu)更改為平臺(tái)結(jié)構(gòu),使固定剪刃與捆帶的接觸方式由線(xiàn)接觸變?yōu)槊娼佑|,并且刃口位置的厚度因此增加了1倍。同時(shí)固定剪刃與夾鉗配合夾持捆帶帶頭時(shí),可以承受2bar的預(yù)緊力而不至于使捆帶脫落。(3)重新確定移動(dòng)剪刃的定位位置,將移動(dòng)剪刃的刃口設(shè)計(jì)為鈍口,即保證穿行的捆帶不受絆阻,又保證剪切捆帶過(guò)程中一對(duì)剪刃的刃口可以完全閉合,并提高刃口的強(qiáng)度,避免刃口崩裂,避免因動(dòng)作不到位產(chǎn)生的捆帶粘連現(xiàn)象。
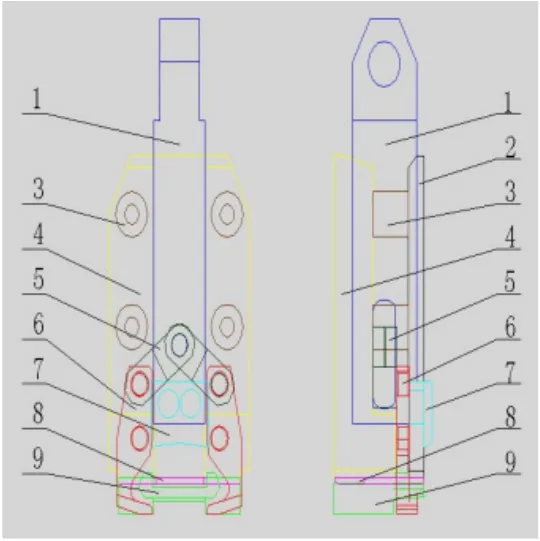
圖1 為夾緊剪切單元的裝配示意圖

圖2 為夾緊剪切單元固定剪刃的三視圖

圖3 為夾緊剪切單元移動(dòng)剪刃的三視圖

圖4 為夾緊剪切單元左夾鉗的三視圖
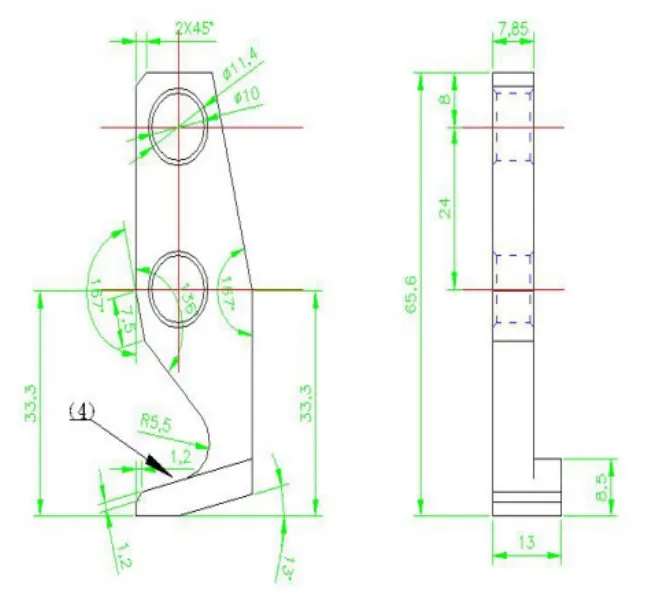
圖5 為夾緊剪切單元右?jiàn)A鉗的三視圖
圖中標(biāo)記如下:壓塊1、前夾板2、墊環(huán)3、后夾板4、左、右連桿5、左、右?jiàn)A鉗6、移動(dòng)剪刃7、隔片8、固定剪刃9。
具體實(shí)施方式:固定剪刃9的標(biāo)記(1)處由臺(tái)階結(jié)構(gòu)變更為平臺(tái)結(jié)構(gòu)。移動(dòng)剪刃7的高度由原來(lái)的29mm改為29.5mm,定位孔相應(yīng)的遠(yuǎn)離了刃口0.5mm,并將移動(dòng)剪刃7刃口(2)處更改為鈍口。左、右?jiàn)A鉗6的卡爪(3)、(4)將凸點(diǎn)結(jié)構(gòu)設(shè)計(jì)為沒(méi)有凸點(diǎn)的平臺(tái)結(jié)構(gòu)。
2 應(yīng)用效果
通過(guò)對(duì)自動(dòng)打捆機(jī)進(jìn)行改進(jìn)后,在之后的幾個(gè)月連續(xù)觀(guān)察,打捆質(zhì)量良好,剪刃崩裂現(xiàn)象明顯減少,夾鉗靈活自如,之前的斷裂問(wèn)題也基本解決,每次捆帶剪切比較徹底,未出現(xiàn)剪切粘連問(wèn)題,使生產(chǎn)線(xiàn)可以正常有序的生產(chǎn),減小了事故的發(fā)生率。改進(jìn)后設(shè)計(jì)合理、結(jié)構(gòu)性能穩(wěn)定、造價(jià)低廉,大大提高了剪切單元運(yùn)行的穩(wěn)定性,降低了檢修搶修成本,保證了鍍鋅線(xiàn)鋼卷的正常打捆,節(jié)約人力在其他操作崗工作,提高了生產(chǎn)線(xiàn)的工作效率。
3 結(jié)語(yǔ)
鍍鋅線(xiàn)出口自動(dòng)打捆機(jī)設(shè)計(jì)簡(jiǎn)單巧妙,使用方便快捷,有效保證鋼卷打捆,方便運(yùn)輸和包裝,因剪刃設(shè)計(jì)缺陷導(dǎo)致剪刃易崩,夾鉗易斷問(wèn)題,多次進(jìn)行搶修檢修處理,對(duì)人財(cái)物資源浪費(fèi)嚴(yán)重,通過(guò)改進(jìn)后有效預(yù)防類(lèi)似問(wèn)題發(fā)生,大大提高了生產(chǎn)線(xiàn)的有序運(yùn)行,高效保證連續(xù)熱鍍鋅生產(chǎn)。
