關于連續(xù)壓機鏈毯電控系統(tǒng)及偏心軸鑄造的研究
2019-07-29 02:00:50邱冬梅
中國金屬通報 2019年4期
邱冬梅
(上海人造板機器廠有限公司,上海 嘉定 201805)
連續(xù)壓機鏈毯允許調整的范圍很小,基本在之間,所以對調整精度有較高的要求。連續(xù)壓機一般會保持快速運行狀態(tài),就要求鏈毯能夠快速響應調整,因此必須使用快速又精準的電氣控制系統(tǒng)與之相配套使用。
1 偏心輪控制連續(xù)壓機鏈毯的電控系統(tǒng)的構建
偏心輪控制連續(xù)壓機鏈毯的電控系統(tǒng)在國內外很多連續(xù)壓機生產線中都有運用,為了實現(xiàn)高精度、高響應速度的控制效果,主要從以下三個方面進行研究其一是自動尋找偏心輪的最大位置和最小位置,其二是確定偏心輪的最大和最小極限位置,其三是自動尋找最短路徑達到目標位置。
考慮到電控系統(tǒng)的運行需求,按照下面的標準對其進行硬件配置:使用S7PLC與以太網卡配合,通過TCP/IP實現(xiàn)與上位機操作界面的數(shù)據(jù)通訊,監(jiān)控鏈毯控制系統(tǒng)的實時位置,同時修改鏈毯的目標位置等。其中變頻器主要用于控制電動機以不同的速度及方向轉動,位移傳感器測量鏈毯的實際位置,S7DP從站則可以對鏈毯進行現(xiàn)場操作[1-3]。
2 偏心輪控制連續(xù)壓機鏈毯電控系統(tǒng)分析
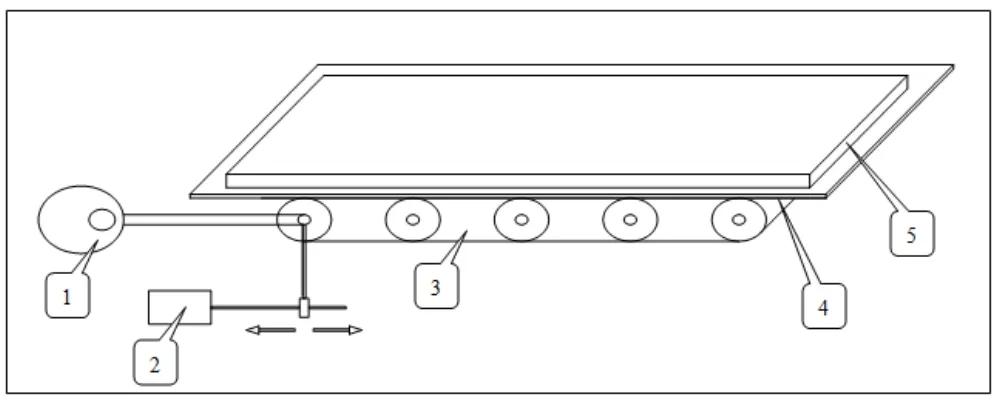
圖2 連續(xù)壓機下鏈毯示意圖
連續(xù)壓機下鏈毯如圖2所示,圖中數(shù)字1-5分別表示偏心輪、位移傳感器、下鏈毯、鋼帶和板坯。在運行中
偏心輪的轉動能夠推動著鏈毯向左或者向右移動,而位移傳感器可以測量鏈毯向左或者向右移動的距離;下鏈毯向左或者向右移動能夠改變與下鋼帶的滾動接觸角度,鋼帶的主要作用是將板坯輸送出壓機。
2.1 自動尋找偏心輪的最大位置和最小位置,進行位移傳感器校驗
如何利用位移傳感器,對偏心輪的位置有一個精準的測量,就要對位移傳感器有一個準確而合理的位置校驗,使其測量出來的位置值與實際一致。當偏心輪處于任意位置時,要實現(xiàn)這一功能,就要完成如下幾步:
第一步:電機以一個恒定且較低的速度運行
第二步:偏心輪運行完一個完整的周期,找出最大位置值和最小位置值
第三步:對偏心輪的位置進行校驗
實現(xiàn)第一個步驟,只需要給定變頻器一個較低的頻率,電機就以一個較低的恒定速度運行。
在第二步的完成過程中,關鍵是如何能自動判斷出偏心輪從任意位置出發(fā),運行了完整的一個周期。圖3顯示了偏心輪的4個特殊的位置:A--零位,B--最大位置,C--零位,D--最小位置。偏心輪如果運行了一個完整的周期,當偏心輪順時針旋轉時,必然會經過D-A-B-C-D,當偏心輪逆時針旋轉時,必然會有從A-D-C-B-A這樣一個過程。以順時針旋轉為例:D-A-B,是一個位置逐漸變大的過程,B-C-D是位置逐漸變小的過程,當PLC檢測到位置逐漸變大,而后又逐漸變小,再到逐漸變大,就代表偏心輪已經運行了完整的一個周期了。PLC每個掃描周期,程序都將當前采樣到的實際位置與上一個掃描周期的位置進行對比,在偏心輪運行完一個完整的周期后,程序就計算出了偏心輪的最大位置值和最小位置值。
第三步對偏心輪的位置進行校驗,其目的是使偏心輪的實際位置值的可讀性更高。校驗公式如下:
校驗后實際位置=當前實際位置-(最大位置值+最小位置值)/2。
比如:當前實際位置是102.300mm,最大位置值是104.500mm,最小位置值是99.300mm,那么校驗后的實際位置應該是102.300-(104.500+99.300)/2=0.400mm。
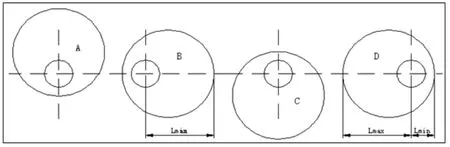
圖3 偏心輪的4個特殊位置
2.2 確定偏心輪的最大和最小極限位置
確定偏心輪的最大和最小極限位置,目的是保證偏心輪的目標位置設定都在允許的范圍內。這個是基于偏心輪的獨特結構,如果目標位置設定超出了偏心輪可以達到的位置,則結果是偏心輪將一圈又一圈地周而復始地尋找目標位置卻永遠也找不到,這個在連續(xù)壓機生產過程中是很嚴重的一個問題,其后果是鋼帶有可能會超出其允許的軌跡過程而導致整個生產停止。
偏心輪的最大極限值=+(最大位置值-最小位置值)/2
偏心輪的最小極限值=-(最大位置值-最小位置值)/2
比如:最大位置值是104.500mm,最小位置值是99.300mm,那么,而偏心輪的最大和最小調整極限值是
但是±2600卻不是安全的極限位置值,考慮到偏心輪的安裝間隙、測量精度、運行振動等原因,就需要參考這個計算出來的極限范圍,設定一個范圍略小的安全極限范圍。
2.3 自動尋找最短路徑達到目標位置
基于偏心輪結構的特點,到達目標位置的途徑總是有兩個,一個是順時針,一個是逆時針。以圖4為例:初始位置在B,目標位置是A,鏈毯應該是向右移動(見圖2)。順時針,B點直接到了A點,在偏心輪移動的過程中,鏈毯從左向右移動,調整過程無誤。逆時針,則要經過B-C-D-E-A,,鏈毯經歷了從右向左移動,再從左向右移動,其中從右向左移動的這個調整過程和最初的調整目的完全相反,調整過程有誤且時間長。自動尋找最短路徑,快速達到目標位置,只需要在目標位置改變時,執(zhí)行一次即可。過程如圖5所示:
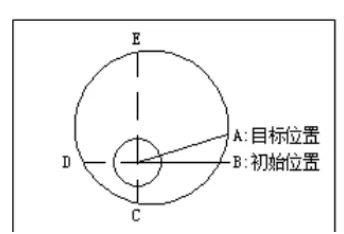
圖4 基于偏心輪結構的特點到達目標位置
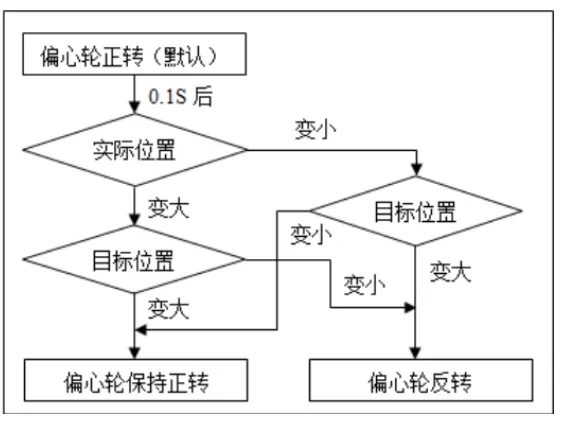
圖5 自動尋找最短路徑 流程圖
3 偏心輪鑄造的研究
該結構的設計中,偏心軸是最關鍵的機械部件之一,一般采用鑄造工藝生產加工。但是金屬工件鑄造中容易出現(xiàn)裂紋、夾渣等缺陷,影響其使用壽命。可以使用軟件對偏心軸對鑄造過程進行模擬,調整其鑄造工藝,確定最合適的澆筑位置。
考慮到本課題研究的偏心軸的特點,可以以偏心軸鑄件寬帶方向上的中間切面作為鑄造分型面,并使用中注式澆筑系統(tǒng)從兩邊向中間澆筑金屬液來進行鑄造,能夠實現(xiàn)平穩(wěn)快速的成型鑄造。
同時為了對偏心軸厚大部位的鑄造收縮現(xiàn)象進行補縮,提高鑄造質量,需要在鑄造模具上設計側冒口,結合偏心軸的形狀尺寸,可以將側冒口分別設計在偏心軸兩側的厚大部位。
4 結論
本文詳細的闡述了一種偏心輪控制連續(xù)壓機鏈毯的電控系統(tǒng),此控制系統(tǒng)主要目的是通過偏心輪調整結構,是連續(xù)壓機鏈毯既快速又精準地達到目標位置,是鋼帶連續(xù)運行在理想的范圍內,減少停機時間,提高連續(xù)壓機生產線的生產效率,滿足了用戶的需求并為未來的研究提供了指導性思路,偏心軸的鑄造能夠更好的保障及結構的質量,延長設備使用壽命。
