鋼托盤拋丸工藝的設備選型
2019-08-02 02:52:44李衛東
天津科技 2019年7期
李衛東
(天津中集物流裝備有限公司 天津300457)
0 引 言
鋼托盤是由金屬管、板、網、棒等材料通過焊接加工而成的鋼結構產品,可滿足汽車、風電、醫藥、農業、建筑等領域的通用化和個性化應用需求。鋼托盤傳統加工工藝為:金屬原材料經過剪、沖、鋸、壓等加工后進行零部件焊接,下線的黑活產品經過酸洗磷化處理后進行靜電粉末涂裝。在國家出臺新的環保戰略背景下,尋求一種環保、經濟、高效的表面處理方法迫在眉睫。
1 拋丸工藝的提出
為研究切實可行的環保型鋼托盤表面前處理工藝,我們圍繞“酸洗磷化”做了大量的環保型工藝試驗,但效果都不理想。受集裝箱拋丸前處理工藝啟發,擬將這種純物理表面處理方式應用于鋼托盤并提出鋼托盤拋丸工藝。但由于托盤箱產品采用的大多為薄壁型原材料,產品的結構和尺寸多屬非標,結構規格繁雜,拋丸工藝的應用需要根據行業特色進行個性化研究與配置。
2 拋丸機選擇
2.1 拋丸機優缺點及適用性對比
拋丸機按工件承載體的結構不同,分為滾筒式、輥道式、懸鏈式、吊鉤式、履帶式、臺車式、鼠籠式、轉臺式等。現結合上述各類拋丸機的性能特點和適用范圍,對其在鋼托盤產品上應用的適用性進行分析(表 1)。
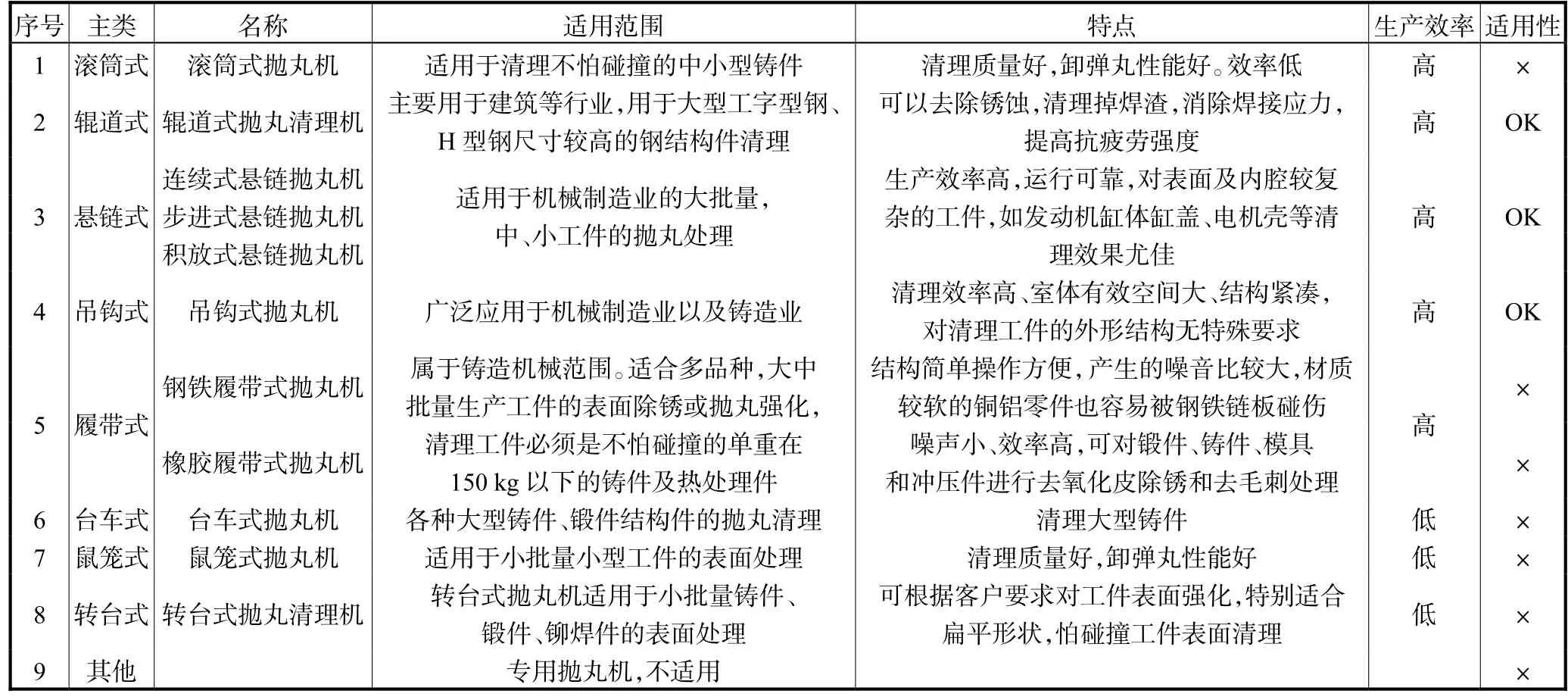
表1 適用性分析Tab.1 Applicability analysis
通過對比可知,我司產品屬于單體、中小體積和重量的鋼結構件,懸鏈式、輥道式和吊鉤式 3種類型拋丸機比較適合我司產品。
2.2 懸鏈式、輥道式和吊鉤式拋丸機適用性對比
懸鏈式、輥道式和吊鉤式拋丸機適用性及成本對比如表2所示。
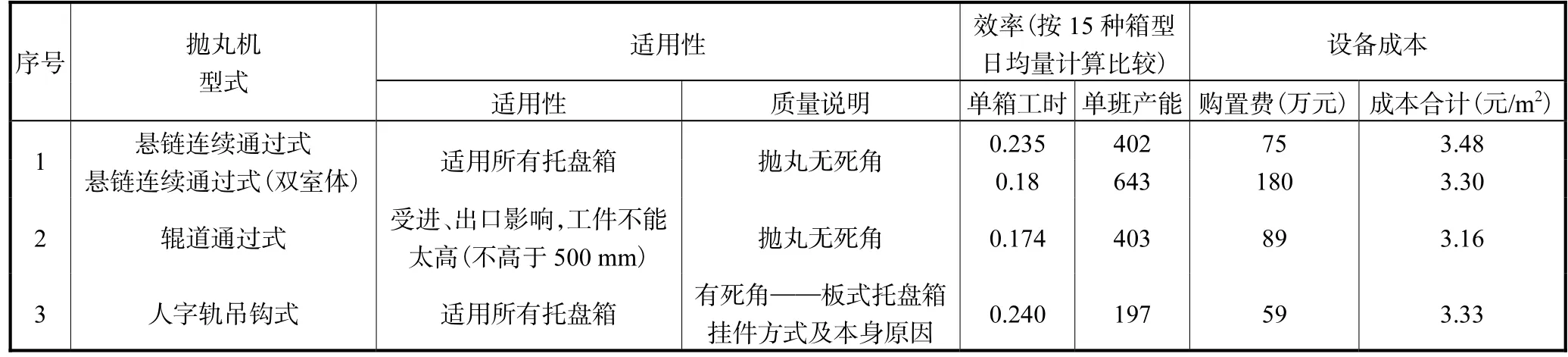
表2 懸鏈式、輥道式和吊鉤式拋丸機適用性及成本對比Tab.2 Applicability and cost comparison of catenary,roller and hook shot blasting machines
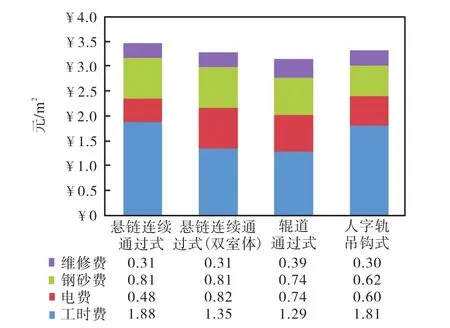
圖1 運行成本對比圖Fig.1 Operating cost comparison chart
運行成本數據,采自自行車車架拋丸和我司產品外協(嘗試中)的數據,具體見圖1。
人字軌吊鉤式改善空間不大,但應用范圍廣,可對一些一體式或尺寸較大的產品進行前處理加工。懸鏈連續通過式改善空間較大,如:采用雙拋丸室體,提高拋丸速度等能提高效率;改進室體結構,拋丸鋼砂耗量會有一定程度的下降;使用平衡吊等設備能夠進一步改善,實現少人化,降低費用。輥道式因適用產品大小的局限性和維修成本高,被剔除備選項。綜上,確定采用懸鏈通過式拋丸機與人字軌拋丸機相結合的加工方式。從成本角度考慮,需估算設備運行所需電能和鋼丸的支出。
3 拋丸器電機的選擇
3.1 總拋丸量計算
根據我司的產品結構特點,拋丸器配置數量單側3×2臺,雙面 12臺(懸鏈通過式);按面積計算的生產效率在200~600m2/h。質量要求:鋼結構表面出現金屬光澤,表面粗糙度符合國家標準規定GB 8923—1988,Sa2.5級(level)。
按所需清理工件表面積計算總丸量的公式:
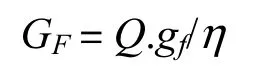
式中:GF為按工件表面積計算的每小時清理用總丸量(kg/h);Q 為按面積計算的最大生產率(m2/h),我司取 480m2/h;gf為清理每平方米工件表面積所需彈丸量(kg/m2),按表 3選取中間值 130;η為考慮工件裝卸和運輸時間的工作時間利用系數,取值范圍0.5~0.85,單件小批量生產取較小值,大批量生產取較大值,我司多品種小批量,取η=0.5。則:


表3 清理效率選用Tab.3 Selection of cleaning efficiency
3.2 每臺拋丸器的拋丸量計算

式中:ga為每個拋丸器的平均拋丸量(kg/min);GF為清理工件用的總拋丸量(kg/h);n為拋丸器數量。則:

3.3 拋丸器功率的近似計算

式中:N為拋丸器所述電動機功率(kW);Q 為拋丸量(kg/min);n為拋丸器葉輪轉速(r/min);D 為拋丸器葉片旋轉圓外徑(m);C為修正系數,取 1.3~1.4的中間值。則:

查通用電機型號,為保證清理效率和質量,拋丸器選配15kW電機。為節約電能安裝獨立變頻器,以調節輸出頻率降低能耗。
4 鋼丸選擇
工件厚度大部分介于1.2~6mm之間,以熱軋型材和管材為主。所以選擇鋼丸時,要充分考慮較厚的氧化皮、工件較易變形和鋼丸的性價比,具體見表4—表6所示。

表4 丸徑選用Tab.4 Pill diameter selection
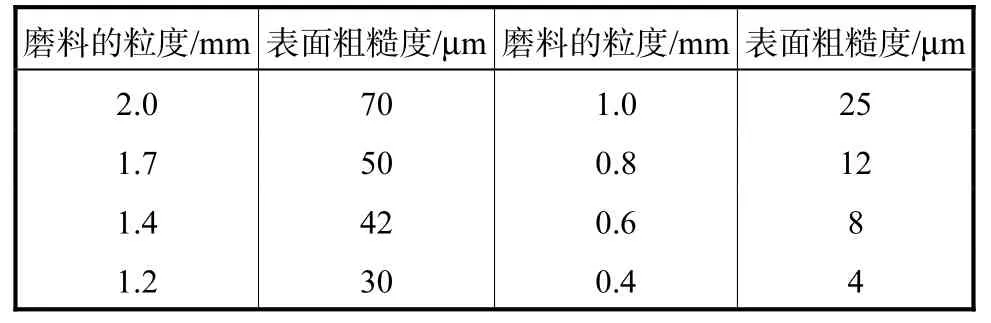
表5 磨料的粒度與粗糙度關系Tab.5 Relationship between abrasive particle size and roughness
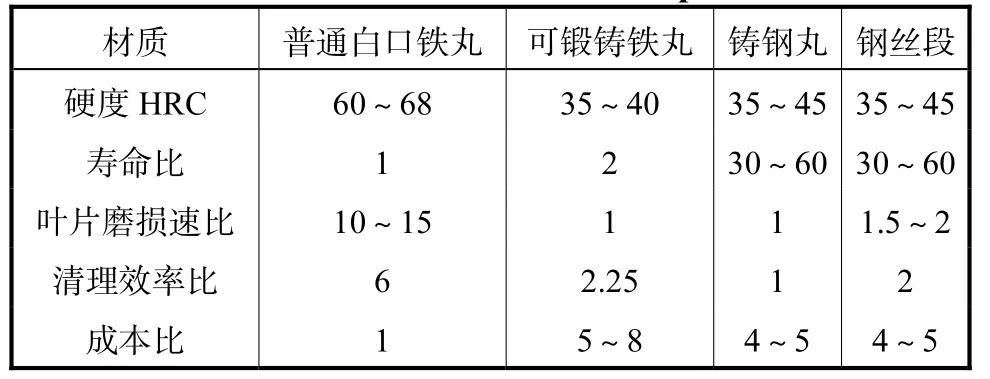
表6 鋼丸材質的使用效果對比Tab.6 Contrast of use effect of steel pill material
綜合考慮,我司鋼托盤產品適合使用鋼絲段,丸徑規格0.8~1.0mm。
現在,兩臺設備均已投產,質量達標,成本和工效均超出預期,既為新形勢下企業發展做出了貢獻,也為行業的工藝變革探索了新思路。
猜你喜歡
現代裝飾(2022年4期)2022-08-31 01:39:32
現代裝飾(2022年3期)2022-07-05 05:55:06
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
Coco薇(2015年1期)2015-08-13 02:23:50
石油化工應用(2014年8期)2014-03-11 17:40:03
機械制造文摘(焊接分冊)(2013年6期)2013-03-20 13:57:28
玩具(2009年10期)2009-11-04 02:33:14
