電動機生產制造與節能
2019-08-03 01:15:56
防爆電機 2019年4期
關鍵詞:設計
(山西電機制造有限公司,山西太原 030000)
0 引言
本文的“產品”均指Y2及其衍生的Y3、YX3、YE3,以及其派生的防爆、繞線轉子等H315~H560機座號“緊湊型”三相異步電動機。因為它們的整體特征—通風散熱、電磁設計、機械結構基本相同,可以對其設計、制造、選型及使用中的關鍵環節一并剖析、論述,以供電機的設計、制造部門在提質降耗中,電機的使用部門在選型、使用維護中參考。以下三個課題闡述如何最大限度的實現提質降耗。
1 產品設計
產品設計是提質降耗的關鍵環節,制造、使用是輔助環節,但也與設計有著間接的關系。針對Y2及其衍生、派生產品二十余年在設計、制造、使用中發現的問題,就提質降耗而言,將與設計直接有關的幾處進行剖析。
1.1 通風散熱
H315~H560共6個機座號,高、低壓并存,功率范圍跨度較大,通風散熱結構根據各自特點,進行調整。結構合理,高壓電機的定子電流密度J1可以高于4A/mm2,否則,低壓電機J1<3溫升無法正常進行。J1的大小標識著電機消耗銅線的多與少。可見通風散熱在電機成本構成中起到的作用。
1.1.1 機座上4個風道未達到預期的效果
H315、H355小機座號電機可以不采用圖1的結構。YZR355按圖1結構將內風扇取消后,電機的溫并沒有升高。若將機座上4個軸向風道取消,還可以增加熱傳導散熱面積,J1又可以提高,機座的加工成本也降了,加上去掉了內風扇,這三個因素加在一起,對降低電機成本有很大作用。
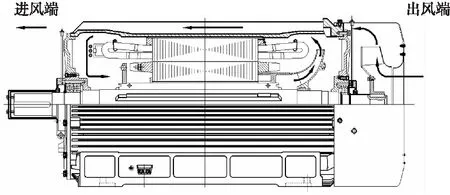
圖1Y2及其衍生、派生產品采用的通風方式
1.1.2 內風扇不應有三個
圖1中,轉子上兩端的鋁風葉是兩個離心式風扇,加上后端的內風扇,共三個。其中前端鋁風葉排出的氣流向外吹,與從風道中排出來的氣流相“撞”,使通風效果降低。
1.1.3 離心式風扇盡量選用后傾式
風葉后傾的離心式風扇比可以以正反轉的離心式風扇損耗小。但用戶為了方便,不用考慮電機轉向,愿意要正反轉的。若電機拖動的只是單方向運轉的負荷,比如離心式、軸流式風機、水泵、油泵,如果功率比較大,且接近連續運行,選用后傾式風扇,其節電效果也是可觀的。這需要電機廠家在招標時,向買家宣傳到位,達成節電的共識。
1.2 鑄鐵機座
1.2.1 散熱片排列方式
以散熱效果、清理污垢的角度出發,Y2系列及其衍生、派生產品采用的平行、垂直排列的散熱片不如Y系列、JO2采用的傳統的輻射狀排列的好。
1.2.2 機座時效處理
機座圖樣的“技術要求”中應對時效處理的要求寫清楚。
1.2.3 盡量減少變形的隱患
電機中心高與定子鐵心外徑應匹配得當。有的設計為放大鐵心外徑,如:在355機座號上采用Φ650的沖片外徑;在H400機座號上采用Φ740的沖片外徑,使機座下部空間變得很小,散熱片的高度很矮(它們兼起增加機座機械強度、剛度的作用),下部很單薄,容易變形。
1.3 軸承結構
電機行業將軸承連同與它相配合的零部件合在一起稱為“軸承結構”,本文也不例外。在設計、制造、使用中,把握住九個環節就能保障軸承的安全運轉[1]。從設計角度出發,應抓住以下5個環節。
1.3.1 軸承在軸承室中不能處于過盈狀態
軸承靠其游隙保障正常工作。其游隙有三種:軸承出廠時的游隙,稱原始游隙;裝到電機上存在的游隙稱裝配游隙;電機運行時存在的游隙稱工作游隙。這三個游隙一個比一個小。若電機裝配時軸承在軸承室中已呈過盈狀態,則很難保證其安全運轉。因此,軸承室內徑的公差的上差與下差最好都選為“+”。
1.3.2 軸承的搭配要能保證轉子自由蠕動[2]
為保證電機在工作中轉子能自由蠕動,對于臥式電機最好選用一個單列向心球軸承,一個短圓柱滾子軸承。若選用兩個單列向心球軸承,很難將電機工作中轉子熱膨脹“消化”掉,使軸承的滾珠承受額外的軸向力而過早地損壞。
轉子工作時產生的熱膨脹量可按下式計算
Δl=0.0000117(t2-t1)l(mm)
式中,t2—熱態轉軸溫度 (℃);t1—電機裝配環境溫度 (℃);l—軸承距 (mm)。
式中,gH—球軸承的徑向游隙 (mm);dw—鋼球直徑 (mm)。

若選用一個球軸承、一個圓柱軸承則可以避免上述現象。為了使圓柱軸承的極限轉速能與球軸承匹配,可選輕系列的短圓柱滾子軸承。
1.3.3 慎用“三軸承”
“三軸承”指的是電機的一端用兩套軸承:一套向心球軸承、一套短圓柱滾子軸承;另一端用一套短圓柱滾子軸承。該結構源于西德,為減少因隔爆等級高,軸承內蓋與轉軸間隔爆間隙過小而招致內蓋與軸相擦的故障而采取的措施。旨在讓向心球軸承僅承受軸向力和軸向定位;短圓柱滾子軸承僅承受徑向力和徑向定位。但若將此結構用在隔爆等級較低,甚至用在普通的密封式電機上,則大可不必。對于絕大部分臥式電機,選用兩套軸承:一套向心球軸承、一套短圓柱滾子軸承,在國內外已有幾十年成熟的使用經驗。
“三軸承”有三個缺點:容易發熱、不便拆裝、浪費一套軸承。
1.3.4 軸承室要加強密封,且能含住潤滑脂
軸承室密封的重要性,此不贅述。帶內風扇的產品,啟動瞬間容易將潤滑脂吸到電機內腔,設計時應采取相應的措施。
軸承在工作中只是一層脂膜起潤滑作用,只要它不流失、不變質,軸承就能一直正常運轉。全封閉軸承就是按照這一機理而設計。因此,設法“含”住潤滑脂,比如加擋油盤就是比較實用的結構。
1.3.5 軸承處的通風散熱要顧及到
1.4 電磁設計
1.4.1 顧及使用中的實際節能效果
電機在使用中的實際節能效果體現在其定子輸入電流I1上。
式中,P—電機的功率;U—電機的電壓; cosφ×η—電機的效率與功率因數的乘積。
當公式中各參數的下標標以“N”時,則分別代表各自的額定值。當P、U確定后,I1與cosφ×η成反比,即cosφ×η越大,則I1越小,節能效果越明顯。Y2及其衍生、派生產品的cosφ不太高。以YX3為例,其與JO2可以直接對比的18個規格的cosφ×η的平均值如下
JO2,cosφ×η=0.8017
YX3,cosφ×η=0.7822
JO2是上個世紀60年代設計,E級絕緣,熱軋硅鋼片;YX3是本世紀初設計,F級絕緣,冷軋硅鋼片。顯然,YX3在提高cosφ上仍有潛力可挖。
1.4.2 除去過剩功能
電機的負荷 、工況不同,對性能的要求也不盡相同:拖動機械設備與拖動風機、泵,拖動軸流式的與拖動離心式的風機、泵對轉矩的要求也不一樣:后者對堵轉轉矩Tst要求較高。在大型石化企業上用的電機,因其網絡容量大,堵轉電流Ist稍大一些,無大礙,而在貨場、農村排灌上用的電機,Ist絕對不能超標。
就啟動性能而言,除非特殊設計的產品,如拖動采煤機的高啟動電機,絕大多數鼠籠型電機的Ist與Tst是互補的。即想要得到較低的Ist,Tst也要受點損傷,反之,亦然。因此,設計時,要做到“精心”,不能僅對技術條件上給出的標準值判定設計方案的優劣。比如,對于Y2系列4級的高壓電機,Tst的標準值大于0.5~0.8倍額定值即為合格,但若負荷為皮帶運輸機或轉動慣量較大的離心式風機,0.8倍的Tst顯然較低,提到大于1.5倍才比較穩妥。
對于2、4極拖動軸流泵、風機的電機,Tst>0.8屬于過剩功能,應下調,將挖出的潛力投到降低Ist上,其轉子槽可由Zc=4(刀形槽)改為Zc=3(“豬腰子”形狀),后者澆筑工藝性好,廢品率低,細條、斷條故障少。
1.4.3 權衡整體性能
設計時,綜上所述,不能僅僅局限在技術指標滿足技術要求上,應推敲參數的選擇是否能夠獲得較佳的電磁性能。有的參數,有較佳的值,不宜隨意選取,比如,Y225-4,45kW電機,定子48槽,將定子雙層繞組的節距選為1~12,短距系數為11/12,偏離了4/5、5/6最佳值,氣隙磁場中5次諧波將以興風作浪,使轉矩—轉差曲線產生較大的凹陷,盡管Tst合格,電機啟動后仍不能正常運行[3]。將短距系數改為10/12=0.833后,電機投入了正常運行。
其它參數,如氣隙值、槽配合、齒磁密等均有類似問題,以上提到的定子鐵心外徑也同樣,它們與電機中心高有個合適的匹配關系,偏離這一匹配關系,將鐵心外徑放大,則帶來通風散熱效果差、機座剛度降低的弊端,設計者在“精心”的同時,應權衡整體性能。
1.5 剔除結構上的過剩功能
以下僅列舉對電極成本影響較大的過剩功能。
1.5.1 帶筋的焊接軸,筋的數目3或4個即可,筋與軸相焊時,焊接處的金屬結構要遭受破壞,使該處機械強度降低。幾家電機廠在返修的電機中發現:軸不是在最細的軸伸處斷裂,而是在較粗的焊筋處斷裂,目前,行業廠家多采用6根筋,若嫌3~4根筋少,可借助橫向加筋(兼起擋風板作用)補強。
“西屋加拿大”生產的2700kW 6極繞線轉子電機,其焊接軸僅用了三根40mm厚的鋼板筋[3]。
筋的數目減少后,不僅節省了材料、焊條、焊接工時,降低了成本,還減少了轉子風路上的風阻,提高通風效果。
1.5.2 隔爆電機止口處隔爆面可以縮短
目前機座與端蓋止口配合長度均大于25mm,浪費了材料與工時,廢品率也多,該處大于15mm即可。因為:該處的間隙因同軸度的要求小于0.2mm;機座與端蓋間還有一部分平面接觸面積,它也兼起隔爆面作用。
1.5.3 隔爆電機部分結構件功能過剩
接線盒,可以用增安型的。目前隔爆電機的接線盒實在太笨重,萬伏級接線盒的盒蓋需要兩個抬或者用吊車吊才能裝上。改用增安型的,防爆規程也允許,材質可以選用玻璃鋼的,輕便、美觀。
接線盒處的安全問題,在電氣間隙、漏電路滿足要求時,主要是密封的問題,這也是國內使用防爆電機的場所容易被忽略、容易出問題之處。因為接線盒也有“呼吸”的功能,密封性差,內腔容易積累冷凝水,導致接線端子間短路放電。若能把握住密封這個環節,盒座、盒蓋沒必要做的很笨重。德國防爆電機的接線盒采用鋼板件,其重量不到國內同類產品的1/2。
底腳板過厚,按受力角度設計,可以減薄,特別是隔爆電機。在國內見到德國同類產品的底腳厚度僅為國產的1/2多一點。
1.6 高壓電機繞組的端部處理
高壓電機繞組端部的處理,從提質降耗上考慮,主要存在3個問題。
1.6.1 端部線圈間的間隙偏小
線間間隙在設計程序中按輸入數據輸送到電腦中。有的設計人員為縮短端部長度將應不小于5mm,選到2~3mm,不利于該處的通風散熱。
1.6.2 端部絕緣層偏厚
端部絕緣層偏厚,除浪費材料外,同樣影響散熱。端部絕緣厚度是槽部的70%左右即可。
1.6.3 端部綁扎
端部線圈間最好加墊塊,以保證線圈間有足夠的風道間隙。端部的通風散熱對電機溫升起著一定的影響,特別是2極、4極電機,端部占的比例較大。
2 制造
制造廠都有完善的質量保證體系,以下僅摘其對提質降耗影響較大,在生產中容易察覺的3個問題。
2.1 機座變形
按老經驗,鑄鐵機座不容易變形,但近年來大部分廠家的鑄鐵機座都由專業的鑄造廠供貨。這些廠家為提高效率,澆注后很快就打箱,鑄件沒有足夠的“悶火”時效時間。有時鑄件送到電機廠還是熱的。
鑄件加工中存在的內應力要經過較長一段時間才能逐漸地釋放出來,所以在電機廠的機械加工中不容易察覺到因內應力的存在產生的變形。但它的危害則不容忽視:由于變形,使原本加工好的機座的同軸度破壞了,即兩端止口不同軸。裝成的電機兩端的軸承也不同軸,它是電機產生振動、噪聲、軸承過早的損害的禍根。因軸承出問題返修的電機一直居高不下。
機座變形另一個隱患是使定子鐵心變形,定、轉子相擦。在因此而返修的電機上,測量其定子鐵心內膛,明顯地成了橢圓。
電機一經三包返修,電機成本隨之增高,這就是將機座變形與提質降耗牽扯到一起的原因所在。
若金工加工好的機座,或裝成成品的電機,放在平臺上呈“三條腿”狀態,就是變形了。
2.2 同軸度
同軸度由機座、端蓋、轉子三大件保證。因它與機座變形造成的惡果有共同之處,對保證電機質量十分重要,在此一并提示。企業對此有保證對策,也認識到同軸度的重要性,故不贅述。
2.3 浸漆
繞組的浸烘對保證電機質量至關重要。因為這道工序在檢查上不像金工加工的那樣明顯,但其對電機的溫升、壽命,繞組的耐濕、耐蝕及機械強度,即電機宏觀上的質量保證均十分重要,操作中對繞組質量不太容易監控,由浸烘質量不到位引起電機返修的故障也經常出現。采VPI工藝后,哪怕局部故障,整臺繞組也要報廢,并且拆線圈要耗大量工時。所以萬萬不可粗心大意。浪費銅線、耗費工時,換繞組是電機行業最虧本的事。
3 使用
以下闡述的內容包含對電機的選型及使用維護。在提質降耗的大題目下,側重剖析、研討電機的使用部門在電機選型、維護上出現的誤區。
3.1 選型
選型的誤區主要出現在石油化工系統對防爆電機的選用上。
3.1.1
在石油化工可燃可爆場所中,絕大部分場所可以選用增安型電機。但目前用隔爆型的多,這也和歷史上延續下來的習慣有關。在購置、更換防爆電機時,原來選用的防爆類型一般都不輕易改動。
3.1.2 隔爆等級偏高
大慶石油化工總廠編寫的“石油化工隔爆電氣”[5]的材料得到的統計數據顯示:ⅡA級防爆場所約70%,但目前仍以ⅡB級電機居多。
當隔爆電機內腔凈容積大于2000cm3,軸承內蓋與轉子相接合的隔爆面有效長度≥40mm時,內蓋與轉軸間隙的直徑差,ⅡA級隔爆可以0.75mm,ⅡB級則是0.4mm。顯然,在不需ⅡB級電機的場所堅持選用ⅡB的,而不用ⅡA的,隔爆功能沒必要過剩,剔除這一過剩的功能,選用ⅡA的電機,因其內蓋與軸的間隙可由0.4mm放大到0.75,二者相擦的或然率大大的降低了,使用中反而更安全了。
3.2 軸承選用的誤區
由于近30年防爆電機行業一直是買家的市場,廠家不敢得罪買家,對電機提出的要求無論是否合理,都設法滿足。“三軸承”就是一例。買家誤認為“三軸承”好。招標訂貨時,企業的工程技術人員應該耐心地向買家解釋“三軸承”的弊端。
3.3 軸承加注潤滑脂過頻
如上所述,軸承工作時只是貼近滾道的一層脂膜起作用。潤滑脂過多,軸承容易發熱。
4 結語
本文在探討如何在設計、制造、使用上實現提質降耗這一用戶、生產廠家十分關切的課題的同時,重點剖析設計因素;并強調降低產品故障率在企業提高整體效益型的重要性。
(1)電機設計在企業經營中的提質降耗上起到責無旁貸的作用。設計人員應從全局利益出發做到“精心設計”。
(2)制造上應側重保障電機安全運行的幾個重要環節。對機座變形、同軸度、繞組浸烘這樣既十分重要,又不容察覺的關鍵工序要在質量保證系統中予以格外地提示,并有相應的保障措施。
(3)企業營銷人員或設計人員應在電機使用中的“過剩功能”上與電機買家達成共識。通過宣傳、解釋,使買家對除去過剩功能(過高的防爆等級、三軸承等)的重要性、現實性予以認可;可以用石化系統或普通工業用戶在選購電機中由于剔除過剩功能而額外受益的實例說服自己的買家。
(4)電機的安全運行對電機供需雙方都十分重要:供方,減少返修率,提高企業的整體效益;需方,減少因電機故障帶來的損失。某公司“常減壓”的現場工人講:因電機故障停車,即便是幾分鐘,造成損失也遠遠超過電機本身的售價。
猜你喜歡
河北畫報(2020年8期)2020-10-27 02:54:06
現代裝飾(2020年7期)2020-07-27 01:27:42
流行色(2020年1期)2020-04-28 11:16:38
電子制作(2019年19期)2019-11-23 08:41:36
電子制作(2019年15期)2019-08-27 01:11:50
電子制作(2019年7期)2019-04-25 13:18:16
藝術啟蒙(2018年7期)2018-08-23 09:14:18
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
商周刊(2017年26期)2017-04-25 08:13:04