625合金脈沖激光焊接工藝試驗研究
2019-08-07 09:44:16,,,,
石油化工設備 2019年4期
, , , ,
(1.清華大學 核研院, 北京 100084; 2.甘肅藍科石化高新裝備股份有限公司, 甘肅 蘭州 730070; 3.上海石油化工換熱設備工程技術研究中心, 上海 201518)
625合金是以鉬鈮為主要強化元素的固溶強化型鎳基變形高溫合金,具有優良的耐腐蝕和抗氧化性能,從低溫到980 ℃均具有良好的拉伸性能和疲勞性能,并且耐鹽霧氣氛下的應力腐蝕,可廣泛用于核反應堆、航空發動機、宇航結構部件、海洋工程和化工等領域。
625合金適合采用任何傳統焊接方法,如鎢極惰性氣體保護焊、等離子弧焊、手工氬弧焊及熔化極惰性氣體保護焊進行焊接。但在焊接過程中,如果熱輸入量過高或者熱輸入量不均勻,就會形成晶界的低熔點共晶物,容易出現焊接晶界間熱裂紋[1]等焊接缺陷,因此應嚴格控制在低熱量輸入的條件下進行焊接,層間溫度不超過150 ℃。另外,鎳基合金具有線膨脹系數大、導熱率低的特點,工藝方法選用不當就會產生焊接應力[2],也會誘發熱裂紋。而激光焊焊接時的熱輸入量相對小得多,采用激光焊焊接625合金的主要目的是防止或者減少焊接熱裂紋的出現。
激光焊接是以聚焦的激光束作為能源照射焊件表面,利用產生的熱量進行焊接。其焊接原理在于物質受激光輻射之后會產生高單色性、高方向性以及高亮度的激光束,激光束聚焦到光斑直徑小到 0.01 mm的焦點上獲得高的能量密度,打到被焊工件上,使焊件金屬發生吸收、加熱、熔化、汽化、熔合結晶及凝固而形成焊縫[3]。與其它焊接方法相比,激光焊接具有功率密度大、熱輸入可控性好、焊接速度快、受環境影響小以及焊接過程易實現自動化等優點,比較適合625合金的焊接[4]。文中采用脈沖激光焊接對625合金的對接焊工藝參數進行分析研究,總結了不同工藝參數對焊縫成型的影響程度,優化了焊接工藝參數。
1 鎳基合金焊接性分析
鎳基合金在實際應用中的突出特性不可替代,但其焊接過程中容易出現一些焊接質量問題。近年來,國內外較多研究者從鎳基合金的焊接性、合金元素對焊接接頭性能的影響、焊縫熱裂紋產生機理、焊接方法以及焊接工藝等方面進行了大量研究,發現采用同樣的焊機和材料,不同焊接工藝參數下可能產生截然不同的結果,所以適宜的焊接工藝參數和操作手法是焊接鎳基合金的關鍵。
隨著計算機模擬技術的快速發展及廣泛應用,一些學者還對熔池凝固過程進行了模擬研究,這對高溫耐蝕鎳基合金焊接技術的發展及應用具有重要意義。應用傳統的手弧焊條焊及各類氣體保護焊焊接鎳基合金時,焊接過程中鎳基合金液態熔池的黏性比較大、流動性很差,表面成型差[5]。鎳基合金線膨脹系數大,導熱率低,工藝方法選擇不當就會產生焊接應力。此外,焊接過程中,氣體保護措施和施焊環境也是影響焊接質量的重要因素[6]。
采用傳統的焊接方法始終解決不了鎳基合金焊接過程中產生各類熱裂紋的問題,也給產品的焊接質量帶來極大的影響。鎳基合金成本較高,因此一次性成功焊接尤為重要。將現代先進焊接技術用于鎳基合金焊接,不但能夠降低母材成本、減少焊接過程中的損耗和污染,而且還能達到高品質、高效率焊接的目的。
2 脈沖激光焊接試驗過程設置及分析
2.1 試驗材料
本試驗用625合金焊接試板為固溶熱處理狀態,晶粒度4級左右,其化學成分符合ASME SB443要求,見表1。
625合金材料的抗拉強度809 MPa,屈服強度390 MPa,延伸率62.5%,斷面收縮率64%,力學性能指標符合ASME SB443要求。

表1 焊接試板用625合金化學成分 %
將625合金材料加工成50 mm×20 mm、3.0 mm厚的若干塊試板,試板不開坡口。焊接前用酒精擦拭試板,清除試板接頭表面的油、污、銹等雜物。試驗時將2塊試板對正對接,錯邊量不大于0.1 mm,夾持在自動十字臺面的專用工裝里,不留間隙。
2.2 焊接設備及參數
采用Nd-YAG脈沖激光焊機,其設計參數為,輸入電壓AC 380 V/50 Hz,電機最大輸出功率24 kW,2根氙燈,要求燈電流400 A時燈阻小于1.5 Ω,面板顯示輸出電流調節范圍為20%~97%,輸出脈寬0.1~15 ms,輸出頻率0~400 Hz。
為了保證實用性,焊接過程應穩定,且焊縫表面狀態完好、可觀測。焊接設備的實際使用參數為,激光能量輸出功率小于1 kW、電流調節范圍小于30%、輸出脈寬0.1~4.0 ms、輸出頻率0.1~40 Hz。
2.3 正交試驗設計及參數選擇
按照前期基礎試驗結果的數據積累,考察焊接工藝參數對焊縫成型的影響因素,主要包括電流百分比(激光焊機顯示的實際工作電流與設備最大電流的百分比)、脈寬、焊接速度、頻率、離焦量以及側吹氣量6個參數,每個參數均選取3個水平,設計L18(36)正交試驗表。正交試驗表中的6個因素對應6種焊接工藝參數,每個因素選擇3個水平對應的具體焊接工藝參數,見表2。

表2 正交試驗各因素水平對應的焊接工藝參數
2.4 試驗指標測量
焊接后考察的試驗指標包含焊縫熔深、焊縫表面寬度和焊接接頭收縮量[7]。采用卡尺對冷卻后的焊接試板進行焊縫表面寬度測量。對于焊接接頭收縮量,需先測量焊接前的對接試板寬度,然后測量焊接后的對接試板寬度,通過計算得到焊接接頭收縮量數值。焊接完成后,將試板從中間剖開,晶間腐蝕后按照顯示的焊縫界面測量焊縫熔深。
2.5 試板外觀成型情況
采用不同焊接工藝參數得到的試板焊縫外觀成型差異很大[8]。試驗過程中進行了嚴格的標記,并對焊接過程進行了實時錄影,對焊接試板的外觀進行拍照[9]。試驗得到的18組試板的焊縫外觀成型情況見圖1。
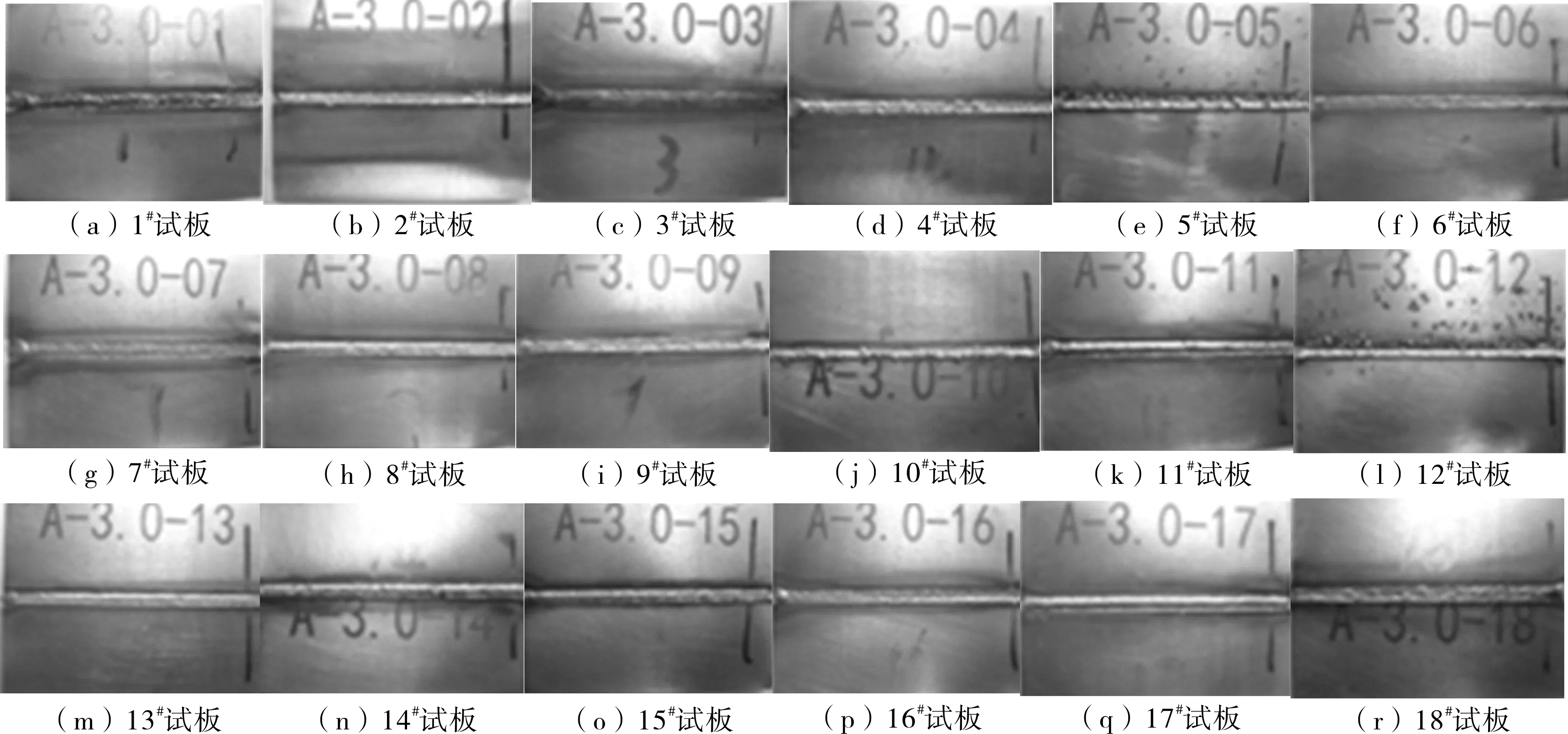
圖1 不同組合焊接工藝參數下試板焊縫外觀成型
對圖1進行對比分析,發現焊縫外觀成型質量差的是1#、2#、4#、5#、10#、12#、16#這7組試板,這些試板焊縫表面有咬邊、飛濺和成型不規則等缺陷。一般情況下不建議將這幾組試板對應的焊接工藝參數用于產品的焊接,若必須使用,應調配個別參數。
從圖1還可以看出,焊縫外觀成型質量好的是3#、6#、7#、8#、9#、11#、13#、14#、15#、17#、18#這11組試板。采用這些試板對應的焊接工藝參數配置可以進行相應厚度范圍材料的焊接,也可直接作為初始輸入的基本參數用于今后工藝包的再優化。
3 脈沖激光焊接試驗正交試驗結果及分析
3.1 正交試驗結果
不同焊接條件下的脈沖激光焊接試驗正交試驗參數及正交試驗結果見表3。
3.2 正交試驗結果極差分析
3.2.1焊縫熔深
焊縫熔深正交試驗極差分析結果見表4。表4中K1、K2和K3分別為表3中各因素對應1、2、3水平的數據和,k1、k2、k3為各因素對應1、2、3水平數據的均值。
從表4可以看出,從各因素對焊縫熔深的影響程度而言,電流百分比的變化影響最明顯,其次為焊接速度和脈寬,離焦量和頻率的影響接近,側吹氣量的影響最小。在脈沖激光焊接過程中,單次脈沖間隔內材料熔化和蒸發量主要取決于單脈沖的能量密度,在焦斑變化不大的情況下,單脈沖能量密度由激光器單脈沖輸出決定[10],而電流百分比是影響能量輸出的關鍵因素,所以電流百分比的影響更顯著。焊接速度和脈寬主要影響焊接過程的熱輸入量,焊接速度越慢、脈寬越大,單位時間內的總體熱輸入量越大,焊縫熔深也相應增加[11]。離焦量大小影響焦斑的大小,進而影響單脈沖的能量密度。本次試驗中焊機的透鏡焦距為150 mm,焦斑為1.0 mm左右,離焦量的變化對焦斑大小影響不大,所以離焦量對焊縫熔深的影響較小。頻率的大小也影響焊接熱輸入量,但是考慮熱傳導的影響,單次脈沖的熱輸入量對焊縫熔深的影響更為顯著[12],故頻率的影響稍小。在本試驗所選擇的側吹氣量變化范圍內,焊縫熔深受其影響很小[13]。

表3 脈沖激光焊接試驗正交試驗參數及正交試驗結果
注:1)因12#試板焊接熔深較小,焊后試板變形導致收縮量測量值微正。

表4 焊縫熔深正交試驗極差分析結果
如只考慮焊縫熔深,試驗的最優焊接工藝參數為電流調節范圍30%、脈寬3.5 ms、焊接速度2.0 mm/s、頻率40 Hz、離焦量-0.5 mm、側吹氣量11 mL/min。
3.2.2焊縫表面寬度
焊縫表面寬度正交試驗極差分析結果見表5。
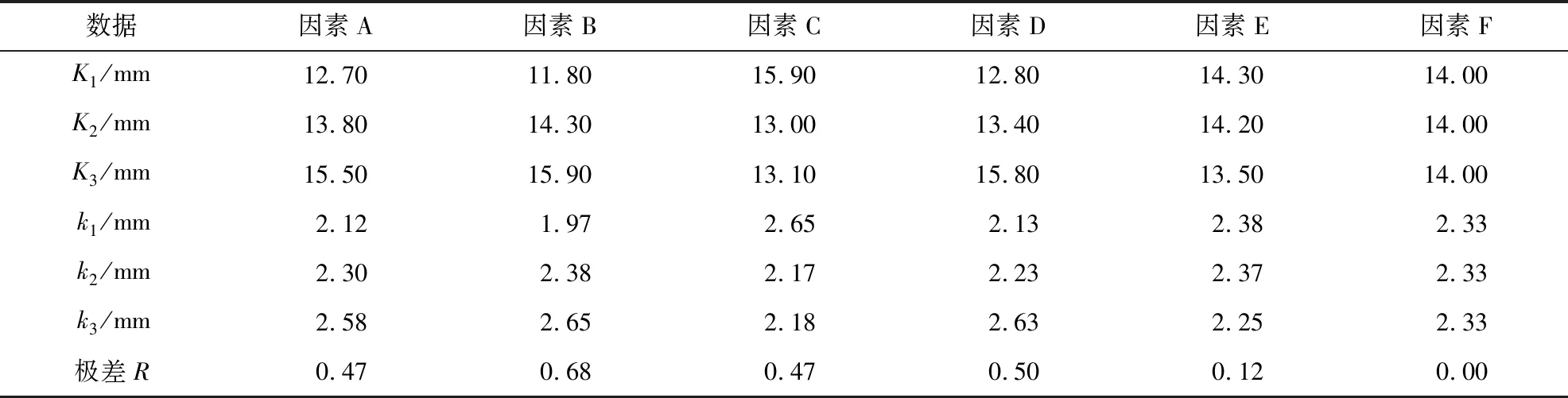
表5 焊縫表面寬度正交試驗極差分析結果
從表5看出,脈寬對焊縫表面寬度的影響最明顯,其次為頻率、電流百分比和焊接速度(這3種因素的影響程度較為接近),離焦量的影響較小,側吹氣量基本沒有影響。焊接過程中單脈沖的熱量輸入大小決定著焊縫表面寬度的大小。在其它條件不變的情況下,脈寬越大,單脈沖能量輸出越多,焊縫表面接受的熱量越大,焊縫表面寬度也隨之增大[14]。按照焊縫熔深數據的分析結果,電流百分比的影響更集中于單脈沖能量,而非焊接過程中的熱輸入量,所以其對焊縫表面寬度的影響不如脈寬的影響大。頻率增加和焊接速度減小,單位時間的總熱輸入量增加,焊縫表面寬度增大[15-18]。同樣,熱傳導導致部分熱量損失,故頻率和焊接速度比脈寬的影響稍小。離焦量和側吹氣量對能量輸入的影響小,脈寬影響不顯著[19]。
當試驗的焊接工藝參數為電流調節范圍28%、脈寬4.0 ms、焊接速度1.0 mm/s、頻率35 Hz、離焦量-0.5 mm、側吹氣量11 mL/min時,焊縫表面寬度更大。
3.2.3焊接接頭收縮量
焊接接頭收縮量的正交試驗極差分析結果見表6。
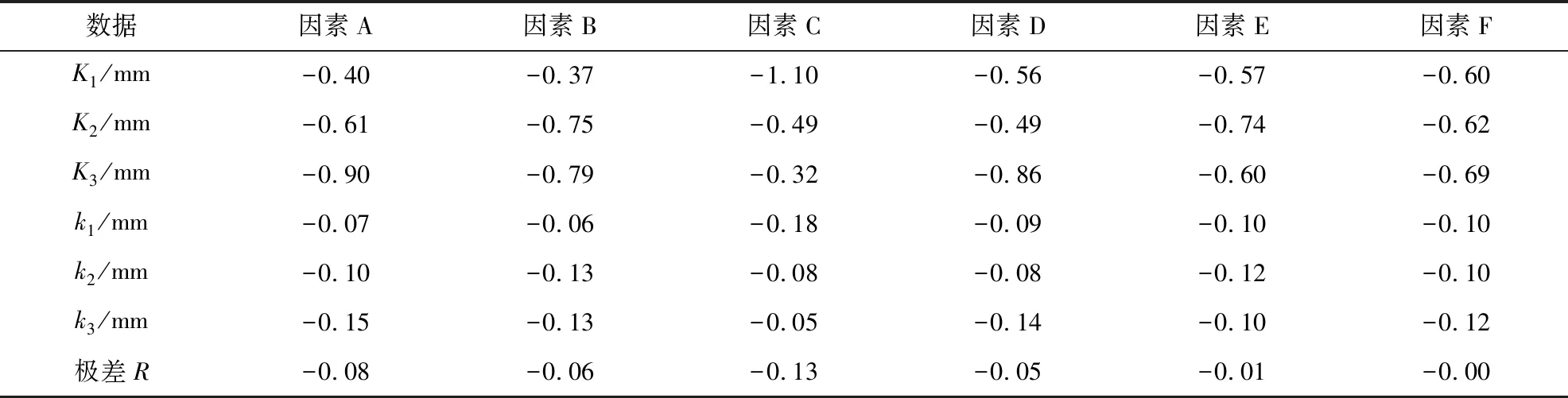
表6 焊接接頭收縮量正交試驗極差分析結果
從表6看出,焊接速度的變化對焊接接頭收縮量的影響最明顯,其次為電流百分比的影響,脈寬和頻率的影響較為接近,離焦量和側吹氣量基本沒有影響。焊接速度越慢,單位時間內的總熱輸入量越大,金屬熔化量增加,焊接接頭收縮量大。焊接速度的變化幅度較大,與之相比,電流百分比、脈寬和頻率的變化幅度較小,對熱輸入量的影響也相應減小。離焦量和側吹氣量對能量輸入的影響基本可以忽略,對焊接接頭收縮量基本沒有影響。試驗的焊接工藝參數為電流調節范圍26%、脈寬3.5 ms、焊接速度1.0 mm/s、頻率40 Hz、離焦量-0.5~-1.5 mm、側吹氣量11 mL/min時,焊接接頭的收縮量更大。
4 結語
采用正交試驗法,對不同工藝參數下625合金脈沖激光焊接的試驗結果進行了分析討論,掌握了影響625合金激光焊接試驗指標的關鍵因素,并確定了最優焊接工藝參數。對于本試驗所采用的焊接工藝參數水平,對焊縫熔深的影響顯著性排序為電流百分比>焊接速度=脈寬>頻率>離焦量>側吹氣量,對焊縫表面寬度的影響顯著性排序為脈寬>電流百分比=焊接速度=頻率>離焦量>側吹氣量,對焊接接頭收縮量的影響顯著性排序為焊接速度>電流百分比=脈寬=頻率>離焦量=側吹氣量。
在產品焊接過程中,還陸續出現了起弧弧坑、收弧弧坑及激光能量衰減等問題,需要在起弧、收弧過程對激光能量的柔性變化、脈沖頻率、脈寬及焊接速度等參數做進一步分析試驗,對激光頭鏡片的使用壽命進行統計分析,以保證產品焊縫質量的持續穩定。
猜你喜歡
中學生數理化·八年級物理人教版(2022年3期)2022-03-16 05:55:08
建材發展導向(2021年6期)2021-06-09 05:57:08
當代陜西(2021年2期)2021-03-29 07:41:24
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
制造業自動化(2017年2期)2017-03-20 14:26:13
中國塑料(2016年3期)2016-06-15 20:30:00
銅業工程(2015年4期)2015-12-29 02:48:39
設備管理與維修(2015年12期)2015-04-09 06:57:24
