淺談水電站鋼岔管消應(yīng)處理方法
2019-08-07 10:15:02馬小艷
陜西水利 2019年12期
關(guān)鍵詞:焊縫
馬小艷,王 麗
(1.扶風(fēng)縣水土保持工作站,陜西 寶雞 722299;2.扶風(fēng)縣防汛抗旱指揮部辦公室,陜西 寶雞 722299)
1 工程概況
某水電站機(jī)組采用一管兩機(jī)聯(lián)合供水方式,由地下壓力鋼管、鋼岔管及兩條支管組成。壓力鋼管主管直徑7 m,長(zhǎng)194 m,上下平段高差60.423 m,采用斜井連接,斜井角度45°,圓形斷面。支管直徑4.5 m,支管長(zhǎng)30.71 m,圓形斷面。
岔管的材料為Q345R,板厚為46 mm,月牙肋鋼板厚度為80 mm,材料為CSG610D。鋼岔管是鋼管直徑由7 m 變?yōu)?.5 m,岔管制作過程中采用的焊接方法是二氧化碳?xì)怏w保護(hù)焊,焊絲型號(hào)為H08MnA 埋弧焊絲,月牙肋焊接采用的是607 焊條進(jìn)行的焊接[1]。鋼岔管共由10 大塊組成見圖1。為滿足岔管的制作及安裝的要求,每一大塊又分成不等的小塊,本岔管共由41 小塊拼裝組成。
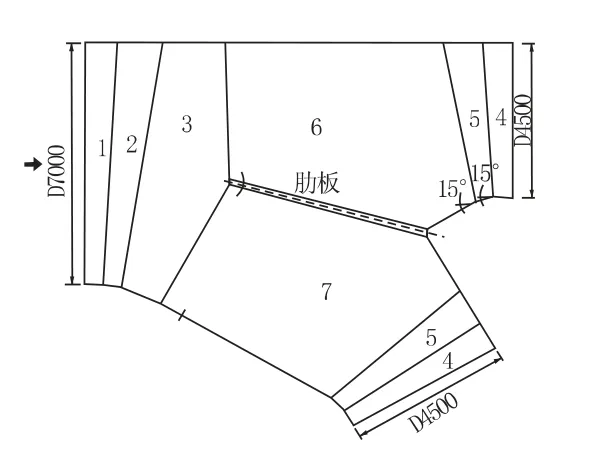
圖1 鋼岔管平面簡(jiǎn)圖
2 焊接殘余應(yīng)力
鋼岔管是鋼管直徑由7 m 變?yōu)?.5 m,共由41 小塊拼裝組成,采用焊接的方法進(jìn)行拼裝。焊接采用二氧化碳?xì)怏w保護(hù)焊,焊接量大且焊接環(huán)境差,焊接過程中會(huì)釋放大量的熱,焊縫周圍溫度發(fā)生急劇變化,產(chǎn)生不均勻的溫度場(chǎng)進(jìn)而引起鋼岔管的塑性變形,因此焊接過程中會(huì)產(chǎn)生較大且不均勻的焊接殘余應(yīng)力。工作應(yīng)力和焊接殘余應(yīng)力迭加后的復(fù)雜應(yīng)力狀態(tài)如果不進(jìn)行處理,則會(huì)引起岔管的焊接變形及裂縫等,影響岔管的使用壽命,不僅會(huì)給電站帶來經(jīng)濟(jì)損失,還會(huì)給水電站的安全運(yùn)行埋下隱患。
3 殘余應(yīng)力處理方法
目前常用的焊接殘余應(yīng)力消除方法有退火法、錘擊法、爆炸法等。退火法是焊后消除殘余應(yīng)力常用的方法,但是退火法不適合用于大型構(gòu)件;錘擊法操作較簡(jiǎn)單,施工比較方便,但是,錘擊的力度較難控制,力度過大過小都不利于應(yīng)力的消除及焊縫的質(zhì)量;爆炸法消除焊接殘余應(yīng)力是近年來出現(xiàn)的消除應(yīng)力新方法,其工藝主要是通過在焊縫及其近區(qū)表面粘貼的炸藥經(jīng)過爆轟造成的沖擊波和殘余應(yīng)力的交互作用,使金屬內(nèi)部產(chǎn)生微觀的塑形變形,從而達(dá)到降低殘余應(yīng)力的目的,他不僅可以降低焊接接頭表層附近的殘余拉伸應(yīng)力,甚至可以造成壓縮應(yīng)力,還可以在鋼板整個(gè)厚度方向均勻消應(yīng)。
4 爆炸消應(yīng)處理
4.1 爆炸消應(yīng)準(zhǔn)備工作
在進(jìn)行爆炸處理前,應(yīng)首先進(jìn)行爆炸試驗(yàn),采用購(gòu)買的炸藥在現(xiàn)場(chǎng)使用的結(jié)構(gòu)形式進(jìn)行。經(jīng)業(yè)主等有關(guān)單位同意,爆炸試驗(yàn)在34 mm 厚的Q345R 焊接試板上進(jìn)行。爆炸試驗(yàn)效果確認(rèn)后(不低于GB/T 26078 中的要求)方可進(jìn)行現(xiàn)場(chǎng)爆炸處理。
聯(lián)系當(dāng)?shù)毓矙C(jī)關(guān)購(gòu)買炸藥,按照規(guī)定辦理炸藥的購(gòu)買、存放和施工的所有相關(guān)手續(xù)。進(jìn)入現(xiàn)場(chǎng)實(shí)施爆炸處理前,詳細(xì)勘察爆炸區(qū)周圍的地形環(huán)境,做到心中有數(shù),避免發(fā)生不必要的事故。爆炸處理前通知并警示現(xiàn)場(chǎng)附近的生產(chǎn)和施工單位做好防護(hù)措施,特別注意附近的一些非固定物件在多次沖擊波作用下可能出現(xiàn)松動(dòng)和脫落。
爆炸消除應(yīng)力處理和一般的熱處理有所不同,由于鋼岔管焊縫較多,所以需要分段、多次爆炸。爆炸時(shí)產(chǎn)生的沖擊波力量很大,可能對(duì)周圍的人員和設(shè)備產(chǎn)生一定的影響,因此在實(shí)際爆炸處理過程中,焊縫布藥時(shí)現(xiàn)場(chǎng)附近的各類人員停止焊接等作業(yè),在引爆瞬間洞內(nèi)及廠房?jī)?nèi)的一切人員必須撤離現(xiàn)場(chǎng)[2]。
爆炸消應(yīng)的施工進(jìn)度主要受現(xiàn)場(chǎng)條件限制。一般情況下,每個(gè)小時(shí)可以對(duì)焊縫進(jìn)行20m 左右的消應(yīng)處理,考慮到炸藥的運(yùn)輸、存放、領(lǐng)用等以及現(xiàn)場(chǎng)的交叉作業(yè)等因素,爆炸作業(yè)一般安排在中午休息或晚上進(jìn)行。
4.2 試板工藝試驗(yàn)
首先在試板上進(jìn)行布藥工藝確定,對(duì)外形尺寸為450 mm×500 mm×32 mm 且材質(zhì)為Q345R 的試板進(jìn)行原始?xì)堄鄳?yīng)力和爆炸消應(yīng)后殘余應(yīng)力的檢測(cè),見圖1~圖2。測(cè)試位置的數(shù)據(jù)見表1。

圖2 試板殘余應(yīng)力檢測(cè)
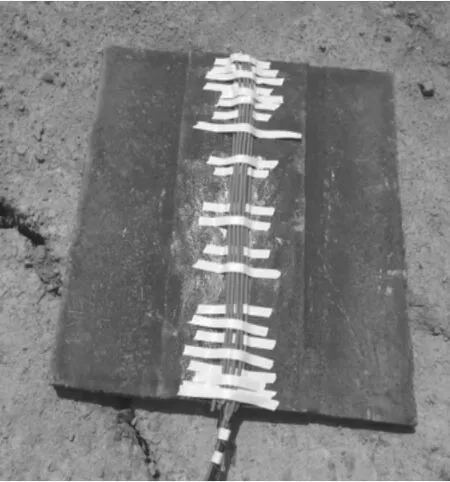
圖3 試板炸藥布置
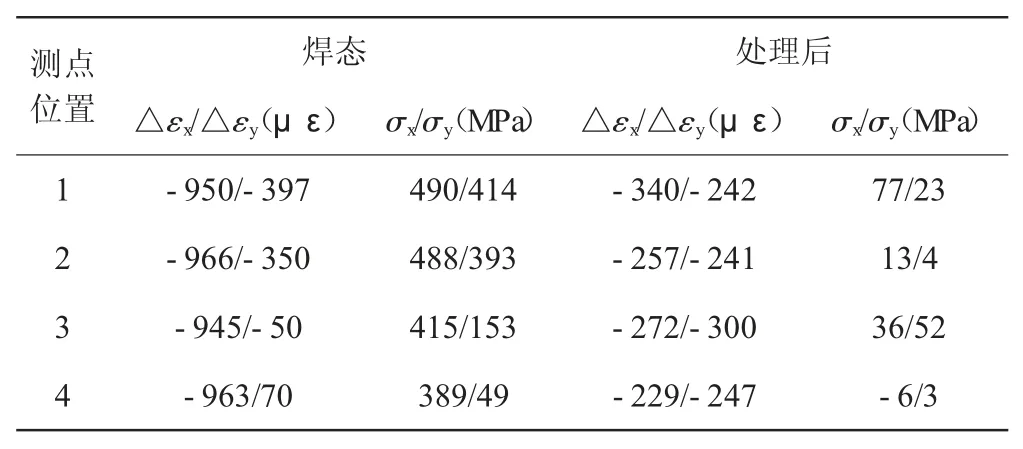
表1 殘余應(yīng)力測(cè)試數(shù)據(jù)
通過專業(yè)檢測(cè)工具對(duì)試板的原始?xì)堄鄳?yīng)力和爆炸消應(yīng)后的殘余應(yīng)力進(jìn)行檢測(cè)并記錄數(shù)據(jù),根據(jù)檢測(cè)數(shù)據(jù)可以得知,處理后的殘余應(yīng)力較處理前得殘余應(yīng)力大幅度下降,并且消應(yīng)后殘余應(yīng)力數(shù)值滿足設(shè)計(jì)要求。由此可以進(jìn)行岔管消應(yīng)的相關(guān)工作。
4.3 岔管消應(yīng)
參照工藝試驗(yàn)結(jié)果確定現(xiàn)場(chǎng)爆炸處理方案。
1)確定測(cè)點(diǎn)分布及數(shù)量的要求:每條環(huán)縫不少于一個(gè)點(diǎn),縱縫不少于一個(gè)點(diǎn);靠近褲衩部位焊縫部位適當(dāng)增加;月牙板不低于6 個(gè)。
2)依據(jù)(GB/T 26078-2010)中的爆炸處理效果的評(píng)價(jià)要求,按10%~20%的數(shù)量抽檢,測(cè)試結(jié)果作為此類構(gòu)件爆炸處理的驗(yàn)收依據(jù),爆炸處理前后應(yīng)在相似的典型部位進(jìn)行應(yīng)力測(cè)試,典型的部位包括處理表面的對(duì)接焊縫、安裝焊縫等,依據(jù)現(xiàn)場(chǎng)的具體情況適當(dāng)調(diào)整測(cè)點(diǎn)位置。
3)測(cè)點(diǎn)位置見表2。
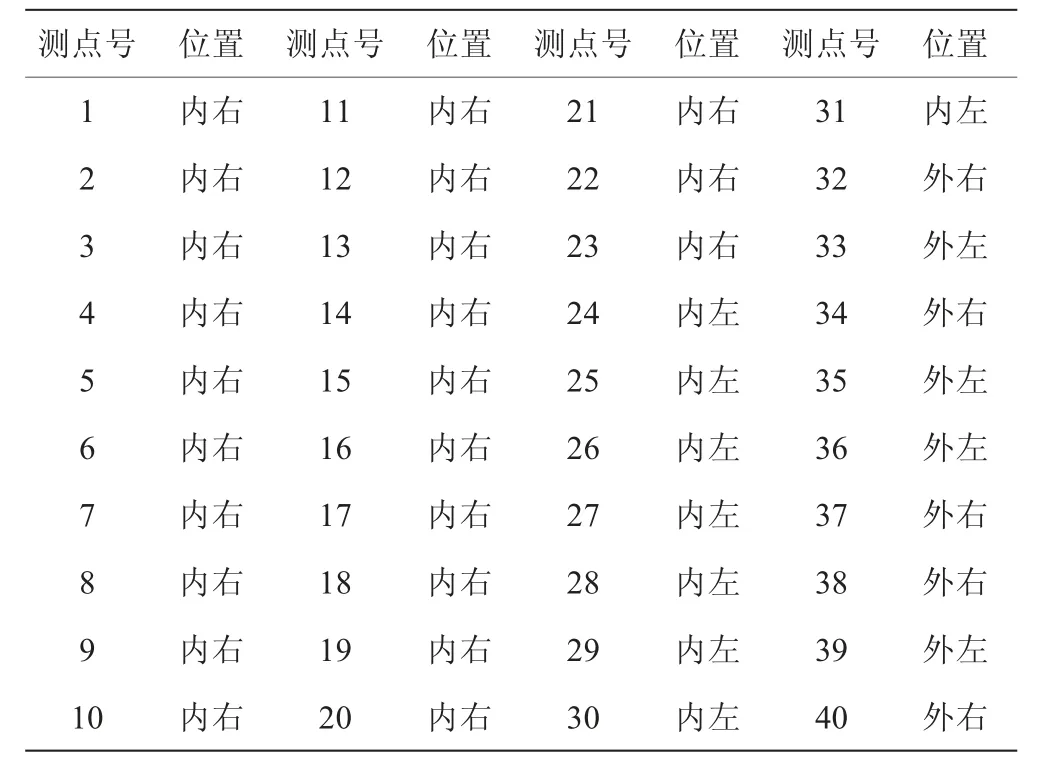
表2 岔管消應(yīng)點(diǎn)布置
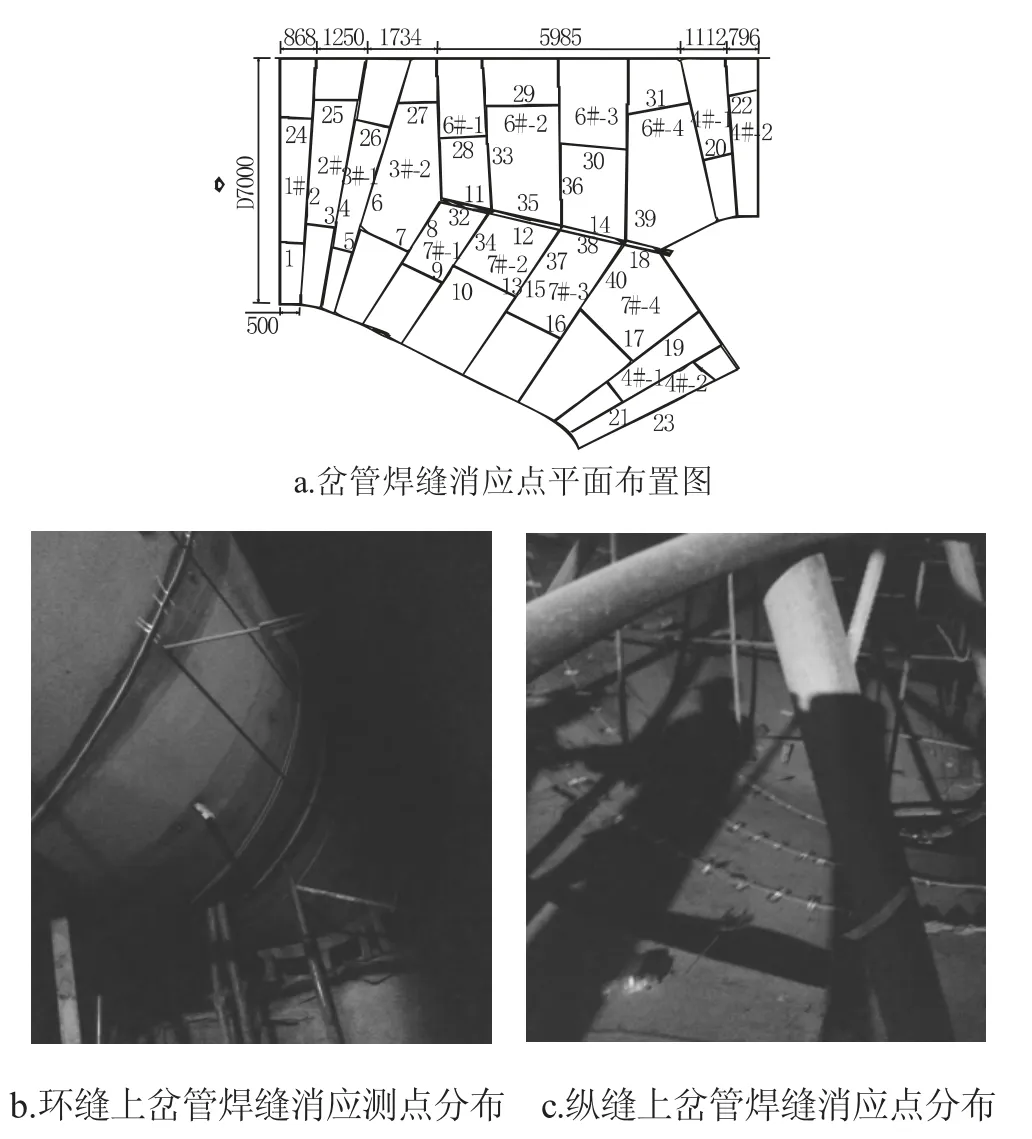
圖4 岔管焊縫消應(yīng)點(diǎn)布置圖
4)消應(yīng)結(jié)果
鋼岔管的最大原始焊接殘余應(yīng)力可以達(dá)到或超過母材的屈服強(qiáng)度。實(shí)施爆炸消應(yīng)工作之后,焊縫的殘余應(yīng)力明顯下降,平均剩余殘余應(yīng)力低于母材屈服強(qiáng)度的50%,通過消應(yīng)處理,焊接殘余應(yīng)力的消除率可達(dá)到60%以上,并且爆炸處理后鋼岔管沒有受到損傷,爆炸處理結(jié)果可以滿足規(guī)范和設(shè)計(jì)使用要求。鋼岔管內(nèi)外表面焊縫爆炸前后應(yīng)力測(cè)試結(jié)果見表3。
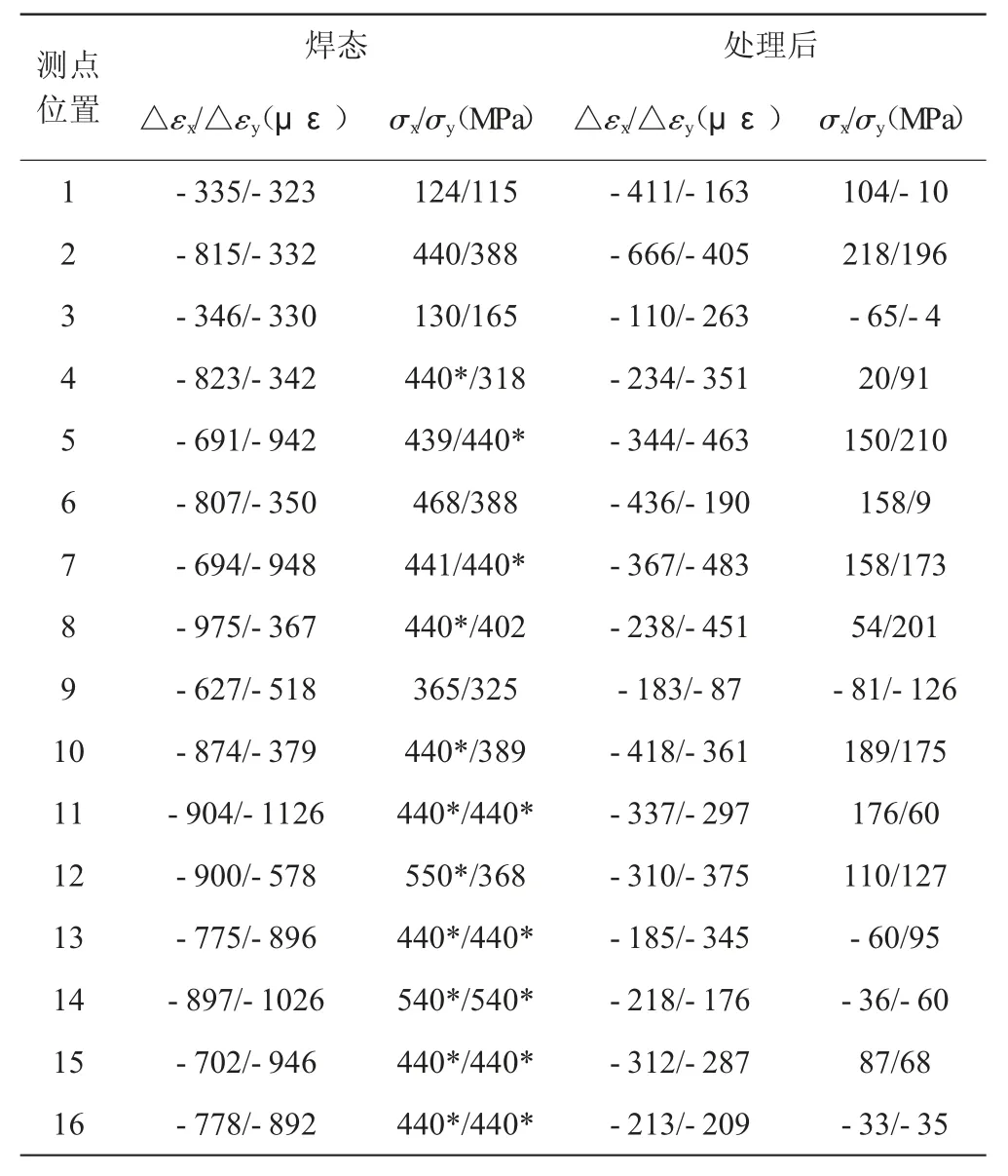
表3 鋼岔管內(nèi)外表面焊縫爆炸前后應(yīng)力測(cè)試結(jié)果
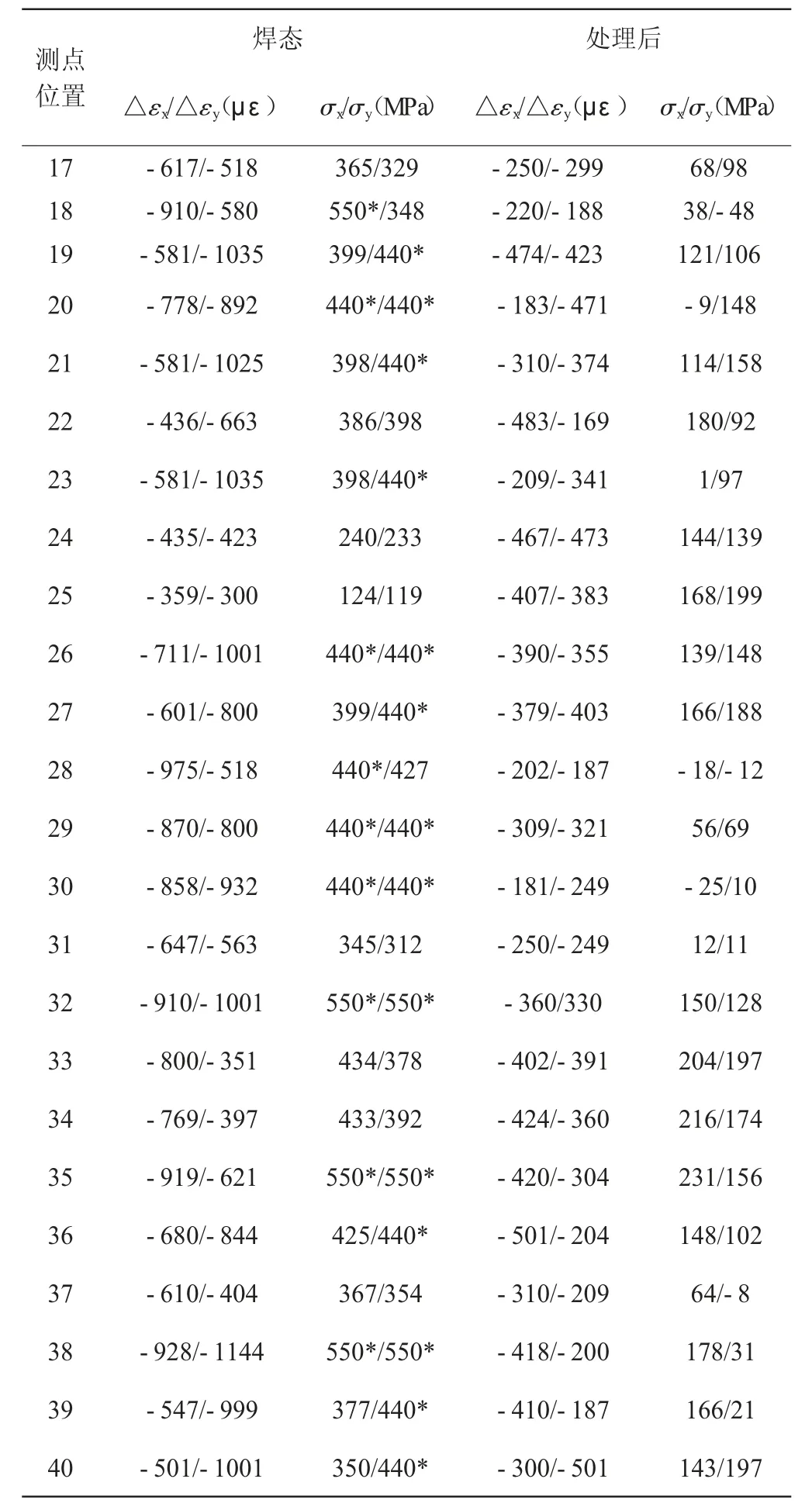
續(xù)表3
5 結(jié)論
如果不及時(shí)對(duì)焊接殘余應(yīng)力進(jìn)行處理,將會(huì)對(duì)鋼岔管造成焊接變形及裂縫等嚴(yán)重的質(zhì)量問題。分析水電站鋼岔管焊接過程中產(chǎn)生的焊接殘余應(yīng)力,以及焊接殘余應(yīng)力對(duì)鋼岔管產(chǎn)生的危害,提出可采取爆炸法消應(yīng)處理。從現(xiàn)場(chǎng)采集的消應(yīng)前后數(shù)據(jù)可以得出,焊縫殘余應(yīng)力明顯降低,效果良好。
猜你喜歡
建材發(fā)展導(dǎo)向(2021年6期)2021-06-09 05:57:08
裝備制造技術(shù)(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術(shù)與機(jī)床(2018年12期)2018-12-23 02:40:58
石家莊鐵路職業(yè)技術(shù)學(xué)院學(xué)報(bào)(2017年4期)2017-05-25 13:26:35
制造業(yè)自動(dòng)化(2017年2期)2017-03-20 14:26:13
設(shè)備管理與維修(2015年12期)2015-04-09 06:57:24
機(jī)電信息(2015年3期)2015-02-27 15:54:47
機(jī)械工程師(2015年9期)2015-02-26 08:38:15
水電站機(jī)電技術(shù)(2014年4期)2014-10-13 08:30:07