苯萃取殘液制水煤漿成漿性研究
2019-08-19 08:16:56宋星星李相軍段清兵
石油石化綠色低碳 2019年4期
宋星星,,李相軍,段清兵
(1.中國石化巴陵分公司,湖南岳陽 414003;2.清華大學熱能工程系,北京 100062;3.中煤科工清潔能源股份有限公司,北京 100013)
己內酰胺是一種重要的有機化工原料,我國主要采用環己酮氨肟化法生產己內酰胺。環己酮氨肟化法的貝克曼重排工藝單元大量產生苯萃取殘液。苯萃取殘液具有酸性、產量大、組成復雜、COD含量高等特點,屬于典型的難處理高濃度有機廢液[1]。
1 概述
1.1 苯萃取殘液的性質
某產能28萬t/a的己內酰胺裝置排出的苯萃取殘液性質見表1。
1.2 苯萃取殘液處理工藝
通常用濃縮焚燒法、濃縮萃取法處理苯萃取殘液[2],其中比較成功的苯萃取殘液處理工藝為濃縮焚燒法。濃縮焚燒法先用堿液中和苯萃取殘液至中性后濃縮脫水,再將濃縮液送至焚燒爐處理。該方法的優點為處理效果好,缺點是蒸發過程需要大量蒸汽、焚燒需要輔助燃料,導致處理成本高、焚燒爐腐蝕嚴重。每噸苯萃取殘液的處理成本約160元。
濃縮萃取法先用低壓蒸汽將苯萃取殘液濃縮脫水,再加入苯混合后靜置分層得到含己內酰胺苯層、有機廢液層和含硫銨水層。該方法的優點為工藝簡單,缺點是蒸發過程需要大量蒸汽、有機廢液層需要后續單元進一步處理。
總之,目前己內酰胺行業還沒有低成本、簡單可靠的資源化苯萃取殘液處理工藝。
1.3 高濃度有機廢液制水煤漿氣化技術
水煤漿氣化工藝是純氧與水煤漿在氣化爐內發生無催化部分氧化生產高溫粗煤氣的技術。該工藝采用純氧作為氧化劑,氣化反應溫度在1 300~1 700℃之間。高溫使煤中大量復雜的芳香族化合物(苯、甲苯、二甲苯、萘、蒽、菲)開環生成碳的化合物,同時使煤中無機物熔化經水激冷后以固體渣形式排出。
水煤漿氣化工藝分為水煤漿水冷壁氣化技術和水煤漿耐火磚氣化技術兩類,詳見表2。
由表2可見,水煤漿水冷壁氣化技術的氣化反應溫度比水煤漿耐火磚氣化技術高100~300℃。隨著氣化反應溫度的上升,水煤漿水冷壁氣化技術排出的氣化污水COD明顯低于水煤漿耐火磚氣化技術。兩類水煤漿氣化技術排出的氣化污水中僅含碳的化合物,不含酚、焦油,比較容易處理。
水煤漿氣化技術需要用水和添加劑與煤粉混合制黏度合適的水煤漿以便于用煤漿泵加壓輸送。煤粉為非極性固體、水為極性溶劑,按照相似相溶原理,二者不能形成均勻混合物,必須加入表面活性劑(添加劑)才能形成均勻混合物。一般來說,添加劑用量越多,則煤漿濃度越高、黏度越低。合格水煤漿主要質量標準見表3。

表1 苯萃取殘液性質
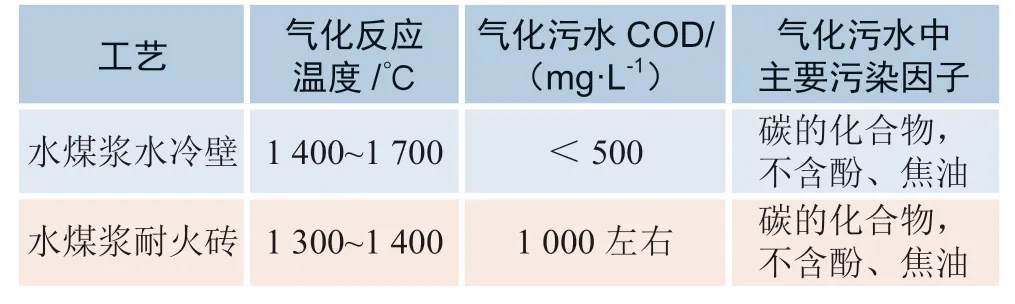
表2 水煤漿氣化工藝對比

表3 水煤漿主要質量標準
由表3可見,水煤漿的主要質量指標為pH值、煤漿濃度和黏度。由于磨煤機一般為碳鋼材質,因此要求水煤漿呈弱堿性。煤漿濃度和黏度指標互相制約,從氣化經濟性考慮要求提升煤漿濃度,但煤漿濃度上升會導致黏度上升。從水煤漿泵送性能考慮,要求降低黏度,但黏度下降會導致煤漿濃度降低。一般來說,在保證黏度合格的條件下,盡可能提高煤漿濃度,業界水煤漿實測煤漿濃度一般在59%~66%之間。
2000年以前,一般用新鮮水制水煤漿。2000年之后,業界開始嘗試用廢水替代新鮮水制水煤漿。例如,浙江豐登化工公司使用某藥廠制藥廢液成功制出水煤漿用于氣化反應,其水煤漿的煤漿質量分數為56%~60%、黏度為800~1 500 mPa.s[3]。由表3可知,浙江豐登化工公司用制藥廢液所制水煤漿黏度達標,煤漿濃度略低于國標和行業實際情況,犧牲了一些經濟效益,但實現了高濃度廢液資源化處理,環保意義重大。
1.4 巴陵分公司的己內酰胺產業鏈
巴陵分公司的己內酰胺產業鏈包含日投煤2 200 t的殼牌粉煤氣化裝置、年產35萬t合成氨裝置和年產28萬t的己內酰胺裝置。己內酰胺裝置所需工業氫氣和液氨分別由煤氣化裝置和液氨裝置提供。己內酰胺裝置所排苯萃取殘液采用濃縮焚燒法處理,運行成本較高。
殼牌粉煤氣化裝置沒有污水處理功能,但該公司積累了豐富的原料煤配方開發和運用經驗,形成了若干技術經濟性能優秀的主力原料煤配方。己內酰胺是該公司的核心產業,具有很強的技術實力,但隨著國家環保標準逐步升級,苯萃取殘液的處理難題限制了該公司己內酰胺產業的發展。
當前巴陵分公司面臨搬遷改造己內酰胺產業鏈的機遇,如果在搬遷項目中選擇具有廢水處理功能的水煤漿氣化技術,則能夠將煤氣化裝置與己內酰胺裝置協同發展,水煤漿氣化裝置能夠為己內酰胺產業鏈提供所需合成氣,也能低成本資源化高可靠處理苯萃取殘液,解除該公司己內酰胺產業鏈發展的環保瓶頸。因此,苯萃取殘液能否與現有主力原料煤配方制備合格水煤漿成為關注重點。
2 技術原理
2.1 高溫氧化反應和造渣反應
利用苯萃取殘液中水分替代新鮮水,利用水煤漿氣化爐內1 300~1 700℃的高溫將苯萃取殘液中有機物氧化為CO、CO2等,同時將苯萃取殘液中無機物轉變為渣。苯萃取殘液中有機物最多僅含有一個苯環,而煤中有機物含有多個苯環,因此苯萃取殘液中有機物轉化難度低于煤。
2.2 成漿性研究
分別采用巴陵分公司產苯萃取殘液、新鮮水、與神優2#單煤和“087∶158∶153(1∶1∶1)+1.7%石灰石”混配煤進行單棒磨機制漿工藝成漿性實驗(使用相同型號添加劑)。實驗結果見表4、5、6。其中苯萃取殘液用少量該公司己內酰胺裝置二段離子交換堿性廢水將pH值控制在7.2、神優2#單煤為水煤漿氣化行業主要原料煤、“087∶158∶153(1∶1∶1)+1.7%石灰石”混配煤為該公司殼牌粉煤氣化裝置主力原料煤配方。

表4 “087∶158∶153(1∶1∶1)+1.7% 石灰石”混配煤成漿性實驗
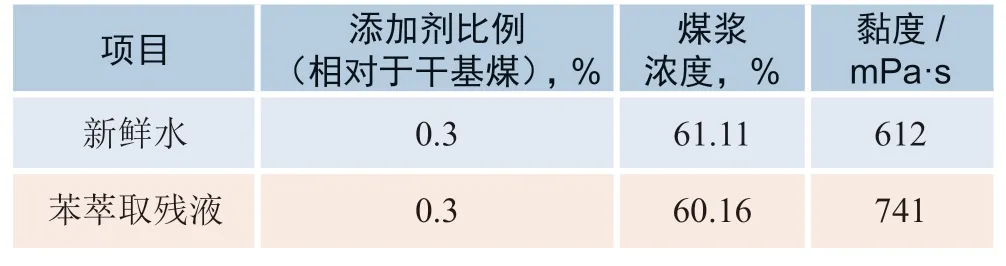
表5 神優2#單煤成漿性實驗

表6 苯萃取殘液成漿性實驗
由表4可見,在相同制漿工藝和相同添加劑比例條件下,“087∶158∶153(1∶1∶1)+1.7%石灰石”混配煤與苯萃取殘液所制水煤漿濃度和黏度均符合GB/T 18856.2-2008規定的水煤漿質量標準,但是“087∶158∶153(1∶1∶1)+1.7%石灰石”混配煤與苯萃取殘液所制水煤漿濃度低于“087∶158∶153(1∶1∶1)+1.7%石灰石”混配煤與新鮮水所制水煤漿濃度約1百分點,這一趨勢與豐登化工公司廢液制漿經驗一致。
由表5可見,在相同制漿工藝和相同添加劑比例條件下,神優2#單煤與苯萃取殘液所制水煤漿濃度和黏度均符合GB/T 18856.2-2008規定的水煤漿質量標準,但是神優2#單煤與苯萃取殘液所制水煤漿濃度低于神優2#單煤與新鮮水所制水煤漿濃度約1百分點,這一趨勢與豐登化工公司廢液制漿經驗一致。
由表6可見,在相同制漿工藝和相同型號添加劑條件下,神優2#單煤在添加劑用量較多時,煤漿濃度仍然低于“087∶158∶153(1∶1∶1)+1.7%石灰石”混配煤約2百分點。一般來說,較低的內水含量有利于制備較高濃度的水煤漿[4]。神優2#單煤和“087∶158∶153(1∶1∶1)+1.7%石灰石”混配煤的內水對比見表7。
由表7可見,神優2#單煤的內水比“087∶158∶153(1∶1∶1)+1.7%石灰石”混配煤高19%,因此“087∶158∶153(1∶1∶1)+1.7%石灰石”混配煤的成漿性能優于神優2#單煤。

表7 內水(空氣干燥基水分Mad)對比
3 苯萃取殘液制水煤漿用于煤氣化反應在己內酰胺行業的應用前景
水煤漿氣化工藝可靠性高。采用巴陵分公司的主力三元混配煤可以解決苯萃取殘液制漿的添加劑用量高、煤漿濃度低的問題,形成低成本、簡單可靠的資源化苯萃取殘液處理工藝。
苯萃取殘液完全替代新鮮水制漿,一方面可以利用苯萃取殘液中的水分,另一方面可以利用苯萃取殘液的有機物發生氣化反應,降低有效氣煤耗。目前每噸苯萃取殘液的處理成本約160元,按日產苯萃取殘液600 t計算,采用苯萃取殘液制水煤漿氣化工藝可以節省苯萃取殘液處理成本約3 168萬元/a。
4 結論
采用單棒磨工藝,在添加劑比例為0.3%時,苯萃取殘液能與神優2#單煤制取合格水煤漿,煤漿濃度61.11%;在添加劑比例為0.2%時,苯萃取殘液能與“087∶158∶153(1∶1∶1)+1.7%石灰石”混配煤制取合格水煤漿,煤漿濃度63.19%。“087∶158∶153(1∶1∶1)+1.7%石灰石”混配煤的成漿性能優于神優2#單煤,新鮮水的成漿性能優于苯萃取殘液。苯萃取殘液制水煤漿前,需要將pH值調為弱堿性。苯萃取殘液能夠制備合格水煤漿,苯萃取殘液制水煤漿后用于煤氣化反應在己內酰胺行業具有良好的應用前景。