鎢極氬弧焊和自動焊埋弧焊組合焊接工藝
2019-08-20 06:52:52李永強(qiáng)
中國金屬通報(bào) 2019年6期
李永強(qiáng)
(浙江雙子智能裝備有限公司,浙江 杭州 310000)
隨著科學(xué)技術(shù)的高速發(fā)展,焊接在生產(chǎn)制造領(lǐng)域的應(yīng)用越來越廣泛。在人們的日常生活中,焊接產(chǎn)品及焊接設(shè)備生產(chǎn)的產(chǎn)品隨處可見;可以說如果沒有焊接工藝,人類的文明史將倒退百年以上。焊接工藝是焊接實(shí)施過程中必不可少的,直接關(guān)系到焊接實(shí)施成功與否。選擇合理的焊接工藝是工廠生產(chǎn)過程中尤為重要的決策。組合焊接工藝能把多種焊接方法的優(yōu)劣勢互相補(bǔ)充避免,繼而有焊縫質(zhì)量好、焊接效率高、生產(chǎn)成本低、設(shè)備投資小等優(yōu)勢,在工廠生產(chǎn)制造過程中可以得到廣泛推廣應(yīng)用,從而促進(jìn)我國裝備制造業(yè)的快速發(fā)展[1,2]。
1 目前工廠焊接制造狀況分析
中厚板焊接制造的機(jī)械設(shè)備在國民經(jīng)濟(jì)領(lǐng)域及國防軍工等各個(gè)行業(yè)得到廣泛應(yīng)用,并起著重要而不可替代的作用。現(xiàn)對氬弧焊打底在中厚板焊工藝中的應(yīng)用來做論述。根據(jù)不同的材料、厚度、生產(chǎn)加工條件等,選擇的焊接方法也各不相同,同一種材料不同厚度有多種焊接方法,同一種厚度不同材料也有多種焊接方法。可謂條條大路通羅馬,只不過哪條大路是最適合工廠實(shí)際生產(chǎn)制造情況的。因此,生產(chǎn)制造工廠要選擇一個(gè)適合自己企業(yè)最優(yōu)的焊接工藝,即質(zhì)量好,效率高,生產(chǎn)投入成本低,安全可靠的焊接工藝。常用的焊接方法有:焊條電弧焊、鎢極氬弧焊、電阻焊、釬焊、等離子焊、自動焊埋弧焊、二氧化碳?xì)怏w保護(hù)焊等等,在這里就不一一羅列了。每一種焊接方法都有其優(yōu)劣勢,因此,焊接方法及工藝的選擇,在滿足必要的要求前提下,結(jié)合企業(yè)自身現(xiàn)有的焊接設(shè)備狀況,經(jīng)濟(jì)效益最優(yōu)的焊接工藝是工廠的首選焊接工藝[3,4]。
本文以奧氏體不銹鋼(牌號S30408)中厚板焊接工藝鎢極氬弧焊和自動焊埋弧焊組合焊接工藝進(jìn)行論述。絕大多數(shù)企業(yè)的焊接工藝都是單一的焊接方法,但考慮到焊接質(zhì)量及制造成本等方面的因素,組合焊接工藝在生產(chǎn)制造過程中的應(yīng)用是必不可少的[5]。組合焊接工藝可以把不同焊接方法的優(yōu)勢充分發(fā)揮出來,減少規(guī)避劣勢。最終得到質(zhì)量好,生產(chǎn)成本低的焊接產(chǎn)品。
2 鎢極氬弧焊和自動焊埋弧焊組合焊接工藝論述
奧氏體不銹鋼除有良好的耐腐蝕性能外,還有很好的工藝性能如冷加工成形和焊接性能,另外,有高的低溫韌性,無磁性和冷變形強(qiáng)化的能力,因此,這種類型的鋼得到了廣泛的應(yīng)用,是應(yīng)用最多的不銹鋼材料。現(xiàn)對奧氏體不銹鋼(牌號S30408)中厚板焊接工藝,鎢極氬弧焊(TIG或GTAW)打底+自動焊埋弧焊(SAW)蓋面的組合焊接工藝進(jìn)行論述,可以起到典型的代表作用,以點(diǎn)概面,可以得到廣泛的推廣運(yùn)用。
鎢極氬弧焊的優(yōu)勢是:焊接質(zhì)量好,融合性強(qiáng),焊縫強(qiáng)度好,外觀漂亮,無焊渣飛濺等;劣勢是:成本高,生產(chǎn)效率低,需要純度較高的氬氣等;自動焊埋弧焊的優(yōu)勢是:生產(chǎn)效率高,成本低,焊接質(zhì)量好,工人生產(chǎn)勞動強(qiáng)度低,焊縫強(qiáng)度好,外觀漂亮;劣勢是:現(xiàn)實(shí)工廠生產(chǎn)過程中,焊前準(zhǔn)備要求高,需要專業(yè)設(shè)備加工坡口,工件坡口及預(yù)留間隙要求較高導(dǎo)致焊前準(zhǔn)備成本高。另外,絕大多數(shù)的板材焊接都是在冷加工變形后進(jìn)行焊接,例如:裁剪下料、卷圓、折彎、旋壓等冷加工,也有熱加工后進(jìn)行焊接的,例如:等離子切割、乙炔氧氣切割等熱加工,這些冷加工和熱加工都增加了焊前準(zhǔn)備的難度,導(dǎo)致焊前準(zhǔn)備不確定因素增加,很難達(dá)到自動埋弧焊的焊前準(zhǔn)備要求,導(dǎo)致焊縫質(zhì)量不能滿足產(chǎn)品質(zhì)量要求,無法大面積推廣使用。鎢極氬弧焊+自動焊埋弧焊組合焊的目的就是把這兩種焊接方法的優(yōu)勢發(fā)揮出來,劣勢互相對沖避免。
目前國內(nèi)絕大多數(shù)焊接制造工廠開坡口的設(shè)備只是普通的坡口機(jī),大型刨床用的比較少,該設(shè)備購置成本高,且生產(chǎn)效率低,普通坡口機(jī)對薄板加工坡口的尺寸質(zhì)量有保障,但對厚板加工坡口的尺寸質(zhì)量無法保障,導(dǎo)致坡口不規(guī)整,間隙不均勻。無法滿足自動埋弧焊的焊前準(zhǔn)備要求。如果進(jìn)行強(qiáng)行自動埋弧焊接,將會導(dǎo)致焊縫質(zhì)量不合格,會出現(xiàn)氣孔、夾渣、凹凸不平、未焊透、焊瘤、裂紋等缺陷,更無法通過無損檢測標(biāo)準(zhǔn),且焊后不利于焊劑的清理。圖1無氬弧焊打底的埋弧自動焊無損檢測相片,從相片可以看出焊縫內(nèi)存在較嚴(yán)重的未焊透和氣孔等缺陷,無法滿足焊接產(chǎn)品質(zhì)量要求。而鎢極氬弧焊(TIG或GTAW)對坡口的尺寸質(zhì)量要求不高(即焊前準(zhǔn)備要求不高),普通坡口機(jī)即可滿足工藝需求。
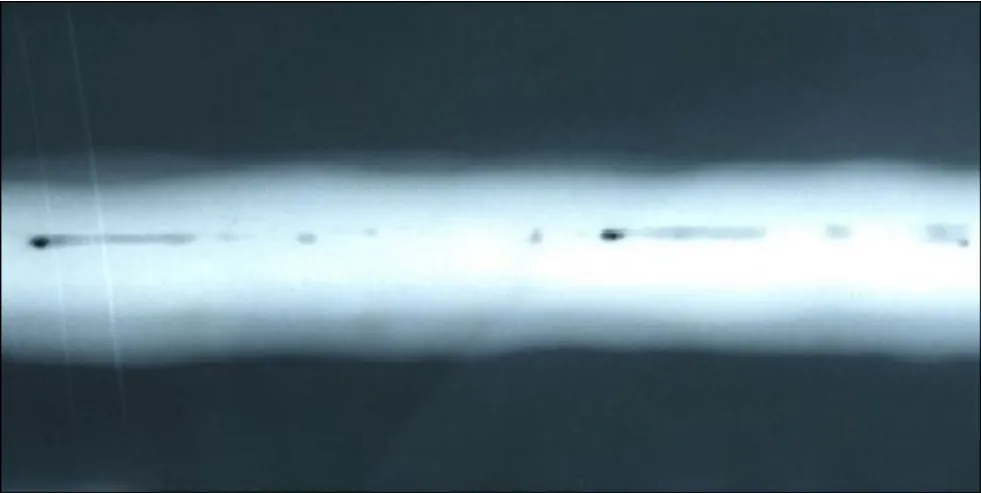
圖1 無氬弧焊打底的埋弧自動焊無損檢測相片
綜合以上因素,工廠結(jié)合實(shí)際生產(chǎn)設(shè)備(鎢極氬弧焊機(jī)和自動焊埋弧焊機(jī)的購置成本較低)及制造質(zhì)量和成本的要求,對于奧氏體不銹鋼(牌號S30408)中厚板可采用鎢極氬弧焊(TIG或GTAW)打底+自動焊埋弧焊(SAW)蓋面的組合焊接工藝。非常適合壓力容器產(chǎn)品中需要無損檢測的中厚板焊縫。既能保證對焊縫質(zhì)量的各項(xiàng)要求,也能提高生產(chǎn)效率,降低制造成本。鎢極氬弧焊打底正常情況下只需要一道焊接,自動焊埋弧焊蓋面可根據(jù)板的厚度、材質(zhì)、焊絲規(guī)格等工藝參數(shù)條件確定焊接道(層)數(shù)。附圖2焊道順序簡圖為四道(層)焊接焊道截面示意圖。

圖2 焊道順序簡圖
圖2 焊道順序簡圖中“1”道焊接為鎢極氬弧焊(TIG或GTAW)打底。施焊后焊縫實(shí)際效果圖片見附圖3氬弧焊打底施焊后實(shí)圖。

圖3 氬弧焊打底施焊后實(shí)圖
從焊縫實(shí)圖上不難看出,焊縫表面平滑均勻整齊,無焊渣焊瘤,自動焊埋弧焊施焊前,不需要再進(jìn)行任何焊前準(zhǔn)備工作,這樣就解決了坡口及間隙質(zhì)量滿足不了自動焊埋弧焊(SAW)焊前準(zhǔn)備要求的問題。另外,如果“1”道焊接縫采用自動焊埋弧焊,焊縫融池小,不利于焊縫融池內(nèi)由于焊前處理產(chǎn)生的雜質(zhì)及有害物質(zhì)析出,也不利于自動焊埋弧焊焊劑清除,鎢極氬弧焊打底就不涉及焊劑清理的問題。“1”道鎢極氬弧焊打底時(shí)熱影響區(qū)(HAZ)體積也較小,因此焊接接頭變形量較小,殘余應(yīng)力也小;有利于提高焊縫質(zhì)量。但鎢極氬弧焊成本高、效率低,從工廠焊接制造成本上考慮不是最優(yōu)的焊接方法;因此,在滿足質(zhì)量和安全的前提下,可組合選用自動焊埋弧焊共同完成整個(gè)施焊工藝過程(根據(jù)工廠設(shè)備情況,也可選用焊條電弧焊)。

圖4 埋弧焊施焊后焊縫實(shí)圖
圖2 焊道順序簡圖中“2”、“3”、“4”道焊接可直接采用自動焊埋弧焊施焊,施焊后焊縫實(shí)圖見附圖4埋弧焊施焊后焊縫實(shí)圖,從焊縫實(shí)圖上不難看出,焊縫外觀表面非常漂亮,焊接質(zhì)量也很好。圖5鎢極氬弧焊和自動焊埋弧焊組合施焊無損檢測相片,從相片可以看出焊縫內(nèi)無缺陷,符合NB/T47013《承壓設(shè)備無損檢測》一級焊縫質(zhì)量要求。這樣的焊接工藝就既能保證焊縫質(zhì)量要求,也能提高生產(chǎn)效率,降低車間一線工人的勞動強(qiáng)度。
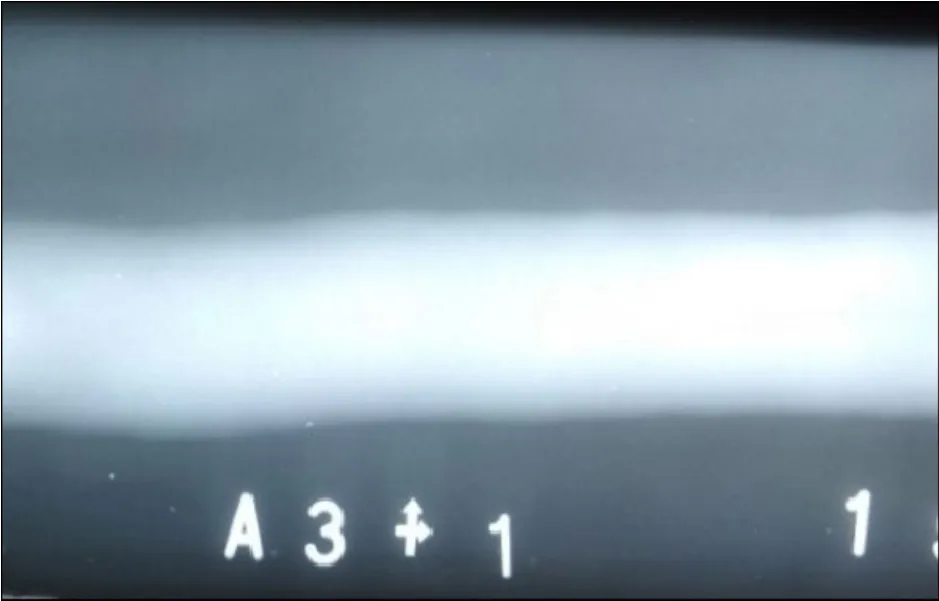
圖5 鎢極氬弧焊和自動焊埋弧焊組合施焊無損檢測相片
鎢極氬弧焊打底后,焊縫表面平滑均勻整齊,非常利于下一道自動焊埋弧焊繼續(xù)焊接,能保證焊層間非常好地熔合,整體焊縫的質(zhì)量也會非常好。另外,焊縫變寬及焊接融池面積增大,有利于埋弧焊焊劑清理,提高生產(chǎn)效率。
任何焊接方法和焊接工藝都不是完美無缺的,鎢極氬弧焊(TIG或GTAW)打底+自動焊埋弧焊(SAW)蓋面的組合焊接工藝同樣也不是完美無缺的焊接工藝,這個(gè)組合工藝的缺點(diǎn)是需要轉(zhuǎn)序生產(chǎn),另外,埋弧焊本身適應(yīng)性差。每個(gè)焊接生產(chǎn)制造企業(yè)要根據(jù)自身企業(yè)的實(shí)際情況選擇最優(yōu)的組合。隨著科學(xué)技術(shù)的發(fā)展,焊接設(shè)備也在不斷的創(chuàng)新,更加先進(jìn)的焊接方法也將層出不窮。就目前焊接領(lǐng)域生產(chǎn)設(shè)備和工藝狀況而言,組合焊接工藝具有廣泛的發(fā)展應(yīng)用前景。
4 結(jié)束語
在未來的焊接制造工藝發(fā)展中,組合焊接工藝發(fā)展前景廣闊,組合焊接工藝設(shè)備投入小,焊接質(zhì)量好,生產(chǎn)成本低,效率高等優(yōu)勢明顯,定會得到廣泛推廣使用,有助于焊接制造企業(yè)提升產(chǎn)能,改善焊接產(chǎn)品質(zhì)量。對生產(chǎn)焊機(jī)設(shè)備的廠家創(chuàng)新也起到推動作用。本文以鎢極氬弧焊(TIG或GTAW)打底+自動焊埋弧焊(SAW)蓋面的組合焊接工藝為例進(jìn)行論述,但組合焊接工藝不限于此,要拓展運(yùn)用,例如:鎢極氬弧焊(TIG或GTAW)+焊條電弧焊(SMAW)、電阻點(diǎn)焊(SW)+熔化極氣體保護(hù)焊(GMAW)等。不同行業(yè)有不同的焊接制造工藝,更多優(yōu)秀的組合焊接工藝需要在焊接制造過程中不斷開發(fā)運(yùn)用,并推廣使用,利國利民。
猜你喜歡
建材發(fā)展導(dǎo)向(2021年6期)2021-06-09 05:57:08
小學(xué)科學(xué)(學(xué)生版)(2020年10期)2020-10-28 07:52:12
中國化肥信息(2020年7期)2020-03-19 01:54:02
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年6期)2020-01-06 07:45:54
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
中國軍轉(zhuǎn)民(2017年6期)2018-01-31 02:22:28
制造業(yè)自動化(2017年2期)2017-03-20 14:26:13
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
設(shè)備管理與維修(2015年12期)2015-04-09 06:57:24