射孔用壓力起爆裝置起爆精度分析
2019-08-26 05:40:08喬亞波
中國設備工程 2019年15期
關鍵詞:影響
喬亞波
(大慶油田射孔器材有限公司,黑龍江 大慶 163853)
隨著油田開發進入后期,一方面,多數油井中的套管變形明顯,為了滿足油田勘探開發中的安全環保和低孔低滲油氣田開發的壓裂施工要求,而使得電纜輸送式射孔方式變得非常困難,另一方面,油田為了追求效益最大化,往往采用水平井、側鉆井、大斜井等,這些井射孔施工時必須采用油管輸送射孔方式,因此,油管輸送式射孔完井方式較以往越來越多地應用于國內外油氣田開發中。油管輸送的起爆方式主要有壓力式起爆和撞擊式起爆,而壓力式起爆裝置由于其自身特點,應用范圍更加廣泛,為了保證射孔工作的安全可靠,產品要求在一定壓力范圍內起爆,一般允許在給定壓力值±5%范圍內波動,未達到設定壓力值下限起爆會引起誤射孔,而達到設定壓力值上限仍未起爆再加壓就會影響整個系統的安全性。因此起爆精度是一個重要的性能指標, 它已成為工藝控制的關鍵點。
1 產品結構和原理
某型壓力起爆裝置產品的結構如圖1 所示。
由圖1 可以看出,壓力起爆裝置主要由剪切銷、剪切環、擊針塞、擊針等組成。壓力起爆裝置隨射孔槍下入油井射孔層位,然后,在井口施加壓力作用于壓力起爆裝置擊針塞上,擊針塞在井口施加的壓力和井液壓力的共同作用下剪斷剪切銷,然后帶動擊針快速運動,進行解鎖或擊發起爆器爆轟,引爆整個射孔槍串。

圖1 某型壓力起爆裝置結構簡圖
2 影響起爆精度的因素及控制措施
由壓力起爆裝置的工作原理可知,擊針塞要帶動擊針擊發起爆器,剪斷剪切銷是關鍵環節,所以剪切銷是此裝置的核心零件。精度受到多方面因素的影響,如剪切銷的本身選材和加工精度,剪切銷剪切壓力給定初始值的誤差情況,剪切銷與剪切環、擊針塞的配合情況,剪切銷剪切強度隨溫度降低百分率的變化曲線,用戶計算剪切銷的壓力是否準確等。
2.1 剪切銷本身精度的影響
井口施加的壓力是用戶根據廠家給定的剪切銷初始值計算而得出的,剪切銷作為典型的機械零件,其批次剪切強度力值應符合正態分布(從已生產的情況來看,剪切銷的剪斷力值基本符合正態分布的要求)同一批剪切銷,剪切力值的差別主要是由于制造中的加工誤差和材料性能隨機性造成的,生產要充分考慮各種因素的影響,并設法將誤差控制在可接受范圍內。單個剪切銷常溫剪切值的給定,此值是通過試驗和計算得出。

表1 剪切力波動情況
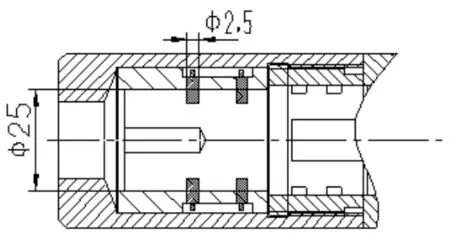
圖2 某壓力起爆裝置結構簡圖
取承壓面直徑D1=25mm,剪切銷直徑d=2.5mm。
取抗拉強度σb=604MPa,
則剪切強度τ=0.7σb=422.8MPa。
剪切銷橫截面積S1=4.906mm2,單銷剪切銷剪切力
壓力面面積S2=490.625mm2。
則單銷剪切值P 單=F/S2=4.23MPa
如果測得的剪切銷給定剪切值有偏差或者試驗件加工不能代表整批材料的狀態,必然導致用戶算出的剪切壓力值是不正確的,那么最終施加的起爆壓力將會出現較大的波動。所以對剪切銷初始力值的確定尤為關鍵,一方面根據抗拉強度進行理論計算,另一方面,針對每批剪切銷都進行試驗確認,不同批次給定不同的初始值,從而減小誤差值。
當剪切銷的初始力給定值確定后,實際工作中,單個剪切銷的剪切力值在給定值附近波動,因為出現較大偏差是小概率事件,所以當使用的剪切銷數量越多時,剪切力由于相互彌補的影響總的剪切值越接近給定的初始值,相應的起爆精度也就越高。我們通過萬能壓力試驗機測得試驗件的剪斷壓力和相應的剪切銷剪切力的試驗測定,結果發現,當剪切銷的數量由2 個增加到12 個時,剪切力波動由0.68%~4.5%縮小到0.4%~0.5%如表1 統計,與理論分析是相符合的。所以我們在選材時,一方面盡量選擇一致性誤差范圍小的材料,另一方面,不宜選擇剪切強度過大的材質。
剪切銷本身的加工精度也會影響到剪切力值,當剪切銷直徑公差過大時,加工出的剪切銷的橫截面面積波動必然要大,從而影響剪斷值精度。我們以給定剪切銷直徑基本尺寸值為2.5mm 計算,通過計算可以得出,當剪切銷直徑變化0.05mm 時,剪切銷的受力橫截面積將變化3.99%,剪切銷剪斷力值范圍由若干因素范圍疊加得到,所以剪切銷的尺寸公差應在綜合加工可能性和經濟性前提下給定較小的值。同時保證較好的表面光潔度,可以減少應力集中的影響。
2.2 剪切銷與剪切環、擊針塞三者之間配合的影響
剪切銷是在剪切環和擊針塞的共同作用下被剪斷的,所以,三者之間的配合也是影響剪切力精度的因素之一。當其中任意兩者之間間隙過大時,都會造成剪切銷的受力不均,從而累積疊加影響到系統整體承受壓力的效果。通過試驗我們測定了剪切力波動情況隨間隙變化情況如圖3 所示,從圖中可以看出,當隨著配合間隙減小時,剪切力的波動情況得到了明顯的改善。

圖3 配合間隙影響剪切力精度情況
2.3 其他因素
準確計算剪切銷的剪切壓力是用戶需要掌握的技能,計算時需要掌握井的垂深、壓井液密度、單個剪切銷的常溫剪切值、剪切銷剪切強度隨溫度降低百分率的變化曲線等。圖4 為某型剪切銷剪切強度降低百分率-溫度變化曲線。

圖4 某型剪切銷剪切強度降低百分率-溫度變化曲線
2.4 控制措施
在設計方面,對剪切銷的材質選擇要嚴格控制,要選擇剪切力一致性好的材料,針對每批剪切銷都進行試驗確認,不同批次給定不同的初始值,從而減小誤差值。當油井壓力確定后,不宜選擇剪切強度過大的材質。在加工工藝可行的條件下,合理地設計剪切銷直徑與公差。在剪切銷與剪切環、擊針塞三者之間的配合設計方面,盡可能合理地選擇相互間間隙。在加工方面,加強對核心部件剪切銷的整個生產環節的質量過程控制,增加半成品件的檢驗,提高加工環節的產品一致性。在使用過程方面,通過定期培訓和學習評比等方式提高使用者計算剪切銷的剪切壓力的準確性,盡可能杜絕人為因素的影響。
3 結語
通過理論分析和試驗驗證,主要加強了3 個方面的工藝控制:(1)剪切銷材質選擇方面,控制其剪切強度和剪切力波動,將原材料因素控制在盡可能小范圍內。(2)通過控制剪切銷與剪切環、擊針塞三者之間的配合間隙實現剪切力的精度控制。(3)通過使用戶準確計算剪切銷的剪切壓力減少誤差。
猜你喜歡
中學生數理化·八年級物理人教版(2022年3期)2022-03-16 05:55:08
當代陜西(2021年2期)2021-03-29 07:41:24
家庭影院技術(2020年10期)2020-12-14 07:54:18
媽媽寶寶(2017年3期)2017-02-21 01:22:28
中國塑料(2016年3期)2016-06-15 20:30:00
通信電源技術(2016年3期)2016-03-26 07:13:38
知識經濟·中國直銷(2016年3期)2016-02-27 16:15:49
現代檢驗醫學雜志(2014年6期)2014-02-02 03:02:04
閱讀與作文(小學低年級版)(2011年3期)2011-01-01 00:00:00
