激光切割頭伺服系統(tǒng)的PWM差分驅動電路設計
2019-08-30 01:55:54杜曉偉涂明武王東鋒
制造業(yè)自動化 2019年8期
杜曉偉,涂明武,王東鋒
(空軍工程大學航空機務士官學校,信陽 464000)
0 引言
1 伺服控制系統(tǒng)總體設計
軍用飛機等大型裝備的燒傷和彈片的破孔等損傷常需要將損傷部位切割后,再采用補片鉚接等修理方法。然而對于飛機常用的鈦合金等結構,常規(guī)刀具切割困難、效率低,難以滿足戰(zhàn)傷搶修需要。比較理想的切割手段是采用激光切割,該技術已在國內金屬材料切割和汽車制造等工業(yè)領域獲得廣泛應用。但作為激光切割系統(tǒng)的關鍵組件之一,激光切割頭的伺服控制技術仍以德國等進口技術為主,國內技術還存在控制精度低和抗干擾能力差等問題[1]。尤其在裝備戰(zhàn)傷搶修領域,對激光切割頭伺服控制信號的精度和抗干擾能力具有更高的要求。例如,當激光焦距控制誤差超過0.1mm時,將會產(chǎn)生鋸齒狀切痕和燒焦等缺陷,嚴重影響切割質量。由于PWM脈寬調制和差分放大技術在伺服電機驅動信號抗干擾處理方面具有較好的優(yōu)點,本文基于STM32F103RCT6單片機設計了用于戰(zhàn)傷搶修領域的PWM差分方式驅動的激光切割頭伺服控制系統(tǒng)。試用表明,該系統(tǒng)具有體積小、精度高、處理速度快和抗干擾能力強等優(yōu)點,具有較好的應用前景。
激光切割頭伺服控制系統(tǒng)主要作用是[2],在切割過程中,通過伺服電機驅動激光切割頭正、反轉,使激光焦距能夠依據(jù)板材凸凹不平的變化自動保持恒定,從而實現(xiàn)良好的切割動作。該系統(tǒng)包括激光切割頭(與板材構成電容傳感器)、電容檢測芯片、STM32F103RCT6單片機、PWM差分驅動模塊和伺服電機系統(tǒng),其中電容傳感器設置在激光切割頭噴嘴上,用于將感應到的電容傳送給專用電容檢測芯片PCAP01。系統(tǒng)組成框圖如圖1所示。電容檢測芯片用于檢測電容傳感器信號,并將電容信號轉換為數(shù)字信號,然后以SPI總線的方式將數(shù)字采集結果發(fā)送到STM32F103RCT6單片機。單片機再將該數(shù)字信號轉換為2路PWM信號,經(jīng)后級濾波和差分放大后輸出伺服驅動器控制電壓信號,并根據(jù)該電壓信號驅動伺服電機正轉或反轉,從而帶動激光切割頭向上或向下移動,保持焦距恒定。

圖1 激光切割頭伺服控制系統(tǒng)框圖
2 伺服系統(tǒng)控制原理
激光切割頭伺服控制系統(tǒng)控制的原理如圖2所示,電容檢測芯片PCAP01在單片機STM32F103RCT6控制下,可以500次/s的速度對板材與激光噴嘴之間的電容進行高速測量,通過標定算法將該電容轉換為激光噴嘴與金屬板材之間的實際切割間隙dx。如果理想切割間隙為d0,則當dx
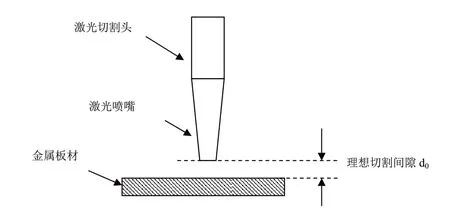
圖2 伺服系統(tǒng)控制原理圖
3 信號處理與電路設計
3.1 PWM信號發(fā)生設計
STM32F103RCT6的高級控制定時器TIM1和TIM8能夠輸出2路互補PWM信號,并且能夠管理輸出的瞬時關斷和接通,在控制伺服電機運動方面具有良好的靈活性。本文采用的該單片機TIM1的OC1和OC1N輸出的2路互補PWM信號作為伺服系統(tǒng)的驅動信號。TIM1的頻率采用系統(tǒng)時鐘,即72MHz。TIM1自動重裝載寄存器的值arr-1,則PWM頻率=72MHz/arr。TIM1的捕獲/比較寄存器TIM1_CCR1的值設置為pwm_value。為根據(jù)電容傳感器的測量結果確定PWM占空比,為伺服電機提供合適的驅動信號,輸出PWM的算法如下:
當dx>d0時,占空比>50%,電機正轉;

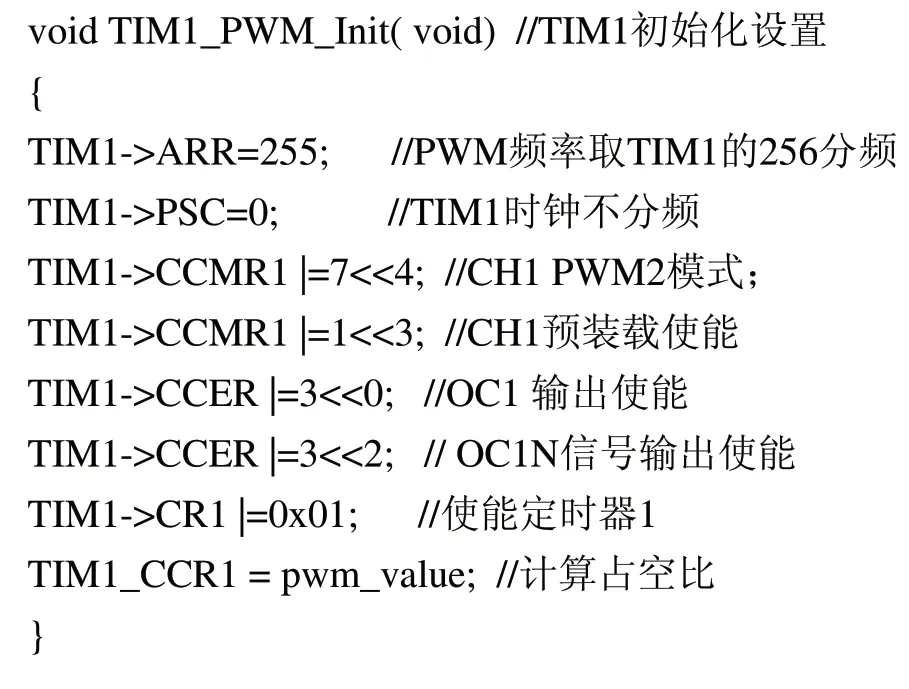
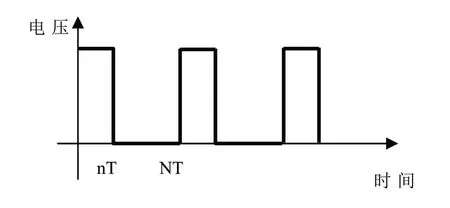
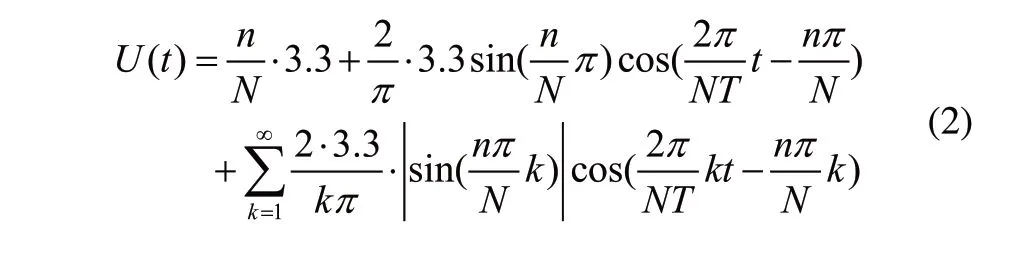
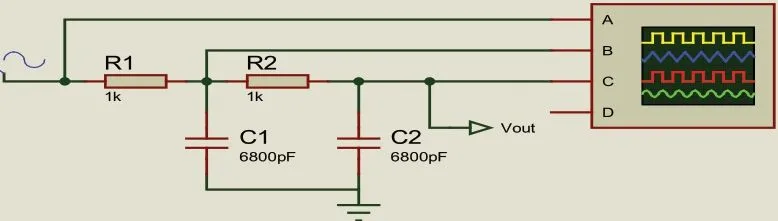
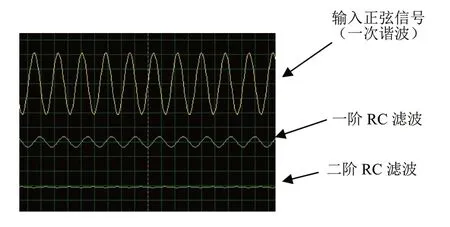
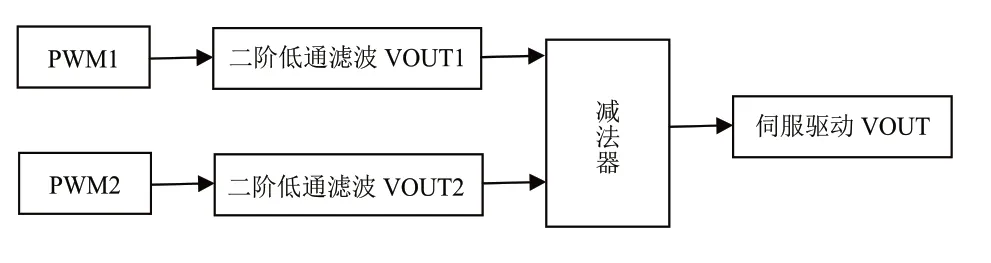
當dx 當dx=d0時,占空比=50%,電機停轉。 定時器TIM1輸出互補PWM信號的部分C語言程序如下: 單片機輸出的PWM波形需要經(jīng)低通濾波后,轉換為模擬電壓才能驅動伺服電機運動。本設計中,STM32F103RCT6采用3.3V作為工作電源,圖3是其輸出PWM 波形的示意圖,該波形可用分段函數(shù)表示如下[3]: 其中:T是計數(shù)脈沖的周期;N是PWM波一個周期的計數(shù)脈沖個數(shù),也就是定時器TIM1的arr-1的值,本設計取N=255;n是PWM波一個周期中高電平的計數(shù)脈沖個數(shù),也就是TIM1的捕獲/比較寄存器TIM1_CCR1的值,即由激光切割頭噴嘴間隙dx決定的pwm_value值,該值決定了PWM波形的占空比,也決定了伺服驅動系統(tǒng)的控制電壓;k為諧波次數(shù);t為時間。 圖3 PWM輸出波形示意圖 將式(1)展開為如下傅里葉級數(shù): 式中第1項為直流分量,第2項為1次諧波分量,第3項為大于1次的高次諧波分量。式(2)中的直流分量與占空比n/N成線性關系。這正是PWM需要輸出的模擬電壓。式(2)中1次諧波的頻率為1/(NT),該頻率就是PWM 的輸出頻率。如果一個低通濾波器能濾除該1次諧波,則高次諧波可以認為被完全濾除。 如果將上述從PWM到模擬電壓的變換設計為8位分辨率,則1位精度為: 本文采用圖4所示二階RC低通濾波器,由于式(2)中1次諧波的振幅為:要求該1次諧波經(jīng)圖4低通濾波器后,振幅2.1V能夠衰減為0.01289V,即衰減倍數(shù)為: 圖4 二階低通濾波器 在圖4中令R1=R2=R,C1=C=C,根據(jù)二階低通濾波器幅頻特性公式[4]: 式(3)中,f是單片機輸出PWM波形的頻率,因為是8位分辨率,故f=72MHz/256 =281.25kHz。而二階低通濾波器的截止頻率f0遠小于f,則: 所以式(3)可粗略變形為下式: 由式(4)可計算出: 由于圖4二階低通濾波器截止頻率: 為滿足上述條件,并考慮元器件的標準化,可取R=1k,C=6800pF。則實際截止頻率f0=23.42kHz。單片機輸出的281.25kHz的PWM信號經(jīng)此二階低通濾波器后,可以很好地濾除1次諧波和高次諧波,得到穩(wěn)定的8位精度的模擬電壓信號。對圖4所示二階低通濾波器采用Proteus仿真,將虛擬示波器的通道A、B和C分別連接輸入信號端、一階RC濾波輸出端和二階RC濾波輸出端,并將輸入信號設置為幅值2.1V、頻率280kHz的正弦波。其仿真結果如圖5所示。可見,該二階低通濾波器可很好地濾除1次及高次諧波,得到穩(wěn)定的模擬電壓信號。 圖5 二階低通濾波器的仿真結果 本設計采用高級定時器TIM1的OC1和OC1N兩個PWM互補通道輸出的PWM1和PWM2,分別經(jīng)上述二階低通濾波器后,各自經(jīng)過一級射極跟隨器后可得2路輸出VOUT1和VOUT2模擬電壓信號,再送入減法器進行差分放大,即可得激光切割頭伺服系統(tǒng)的驅動信號VOUT。差分驅動系統(tǒng)如圖6所示。當VOUT1>VOUT2(占空比>50%)時,VOUT為正,電機正轉;當VOUT1 圖6 PWM差分驅動系統(tǒng)框圖 本文設計了基于STM32F103RCT6單片機的激光切割頭伺服系統(tǒng)驅動電路、相關算法和控制程序,設計的二階RC低通濾波器能很好地將2路互補的PWM波轉換為8位精度的模擬電壓控制信號,并通過差分放大的方式為伺服電機系統(tǒng)提供了抗干擾能力良好的驅動信號。試驗表明,該系統(tǒng)響應速度快,可靠性高,能很好地滿足激光切割需要。

3.2 PWM輸出濾波設計







3.3 PWM差分驅動電路設計
4 結語
猜你喜歡
鴨綠江(2021年35期)2021-04-19 12:24:18考試與評價·高一版(2020年6期)2020-11-02 02:45:24電子制作(2019年13期)2020-01-14 03:15:28電子制作(2019年15期)2019-08-27 01:12:10電子制作(2019年9期)2019-05-30 09:42:02中國生殖健康(2019年3期)2019-02-01 06:12:26電子制作(2018年12期)2018-08-01 00:48:04電子制作(2017年19期)2017-02-02 07:08:27鑿巖機械氣動工具(2016年3期)2016-03-01 04:00:25海軍航空大學學報(2015年3期)2015-11-11 17:20:00
