適用于連續(xù)拐角高速加工的中點約束算法
2019-08-30 01:55:54張立強郭景浩
制造業(yè)自動化 2019年8期
王 勇,張立強,郭景浩
(上海工程技術大學 機械與汽車工程學院,上海 201620)
0 引言
在復雜曲面的高速加工中,通常根據(jù)允許誤差、機床動力學等約束條件使用CAD/CAM把復雜曲面離散成一系列連續(xù)微小線段。但這一過程中并未充分考慮連續(xù)小線段間的平滑過渡問題,導致系統(tǒng)的頻繁啟停,對機床造成很大的沖擊,難以在保證加工質量和加工效率[1]。近年來在一些科研學者不斷對早期的直線插補和圓弧插補做出改進[2~4]。同樣發(fā)展迅速的還有各種樣條曲線插補方法,即用高階樣條曲線進行插補以平滑加工路徑中尖銳拐角,使得機床可以在加工路徑的拐角處實現(xiàn)連續(xù)不間斷進給運動,常見的樣條曲線有:PH,Bezier和NURBS曲線等[5~7]。此外還有學者從運動學角度探究全局拐角光順,文獻[8]和文獻[9]提出了基于躍度約束的適用于高速加工的拐角光順方法,文獻[10]更進一步提出了基于跳度約束的運動學平滑算法。但在上述研究中,對于加工過程中的局部相鄰拐角輪廓重疊現(xiàn)象研究較少。而在連續(xù)小線段實際加工過程中,這種特殊情況往往會出現(xiàn)。傳統(tǒng)的點對點直接插補方式雖然可以避免此種現(xiàn)象,但是進給運動必須在路徑拐角處減速至停止,否則,驅動器的加速度值或躍度值將有可能超出系統(tǒng)限制,導致加工零件表面的光滑度遭到破壞[11],形成具有明顯進給標記的粗糙加工表面,還導致加工時間延長。文獻[9]采用了參數(shù)約束的方式來限制進給速度,但加速度曲線還存在嚴重的突變點和不可導點,在拐角輪廓的中點加速度值會產(chǎn)生突變造成進給運動的慣性振動,會在工件表面形成明顯的進給標記,影響加工質量。
根據(jù)文獻[12]跳度約束加速曲線已被證實在減少機床振動和提高加工質量方面存在顯著優(yōu)越性。因此本文采用文獻[10]所提運動學平滑算法實現(xiàn)拐角轉接,并在其基礎上提出中點約束法,在出現(xiàn)拐角輪廓重疊的情況時,設定兩拐角間直線段的中點為約束點,限制過渡段長度,避免拐角輪廓重疊。同時實現(xiàn)進給運動在相鄰拐角處的速度和加速度平滑轉接。最后對所提算法進行實驗分析,通過對比傳統(tǒng)的點對點插補算法驗證本文算法的有效性。
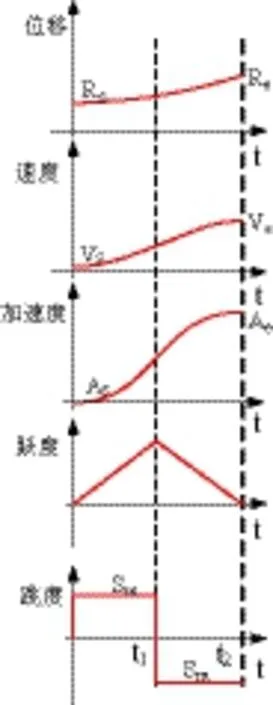
圖1 跳度約束加速度原理
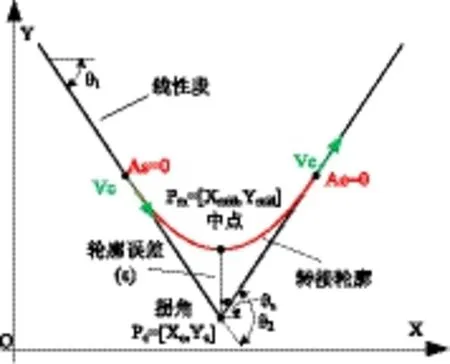
圖2 拐角路徑
1 相鄰拐角中點約束算法
1.1 基于跳度約束的運動學平滑算法原理
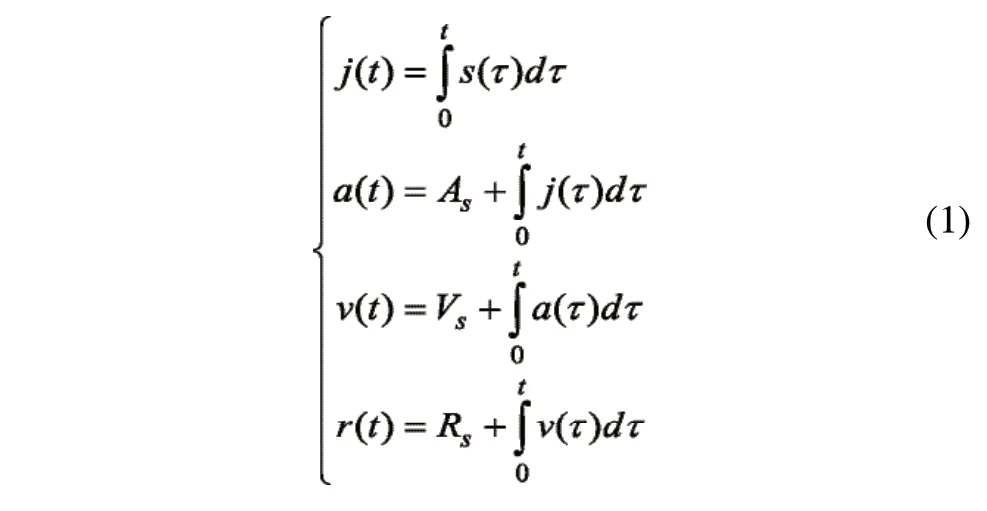
跳度約束加速度的原理如圖1所示,通過跳度限制加速度曲線生成平滑的速度和加速度轉接輪廓,其限制進給軸從初始速度和加速度平滑過渡到最終速度和加速度,在已知位移Rs、速度Vs和加速度As、跳度極限Sm和加速度極限Am的情況下,可以通過對跳度曲線s(t)積分來獲得躍度j(t)、加速度a(t)、速度v(t)和位移r(t)曲線的計算公式,如式(1)所示。
平滑算法原理為:針對連續(xù)短線段刀具路徑中的拐角,通過跳度約束加速度曲線,同時施加速度、加速度和輪廓誤差等邊界條件,在滿足驅動器運動學限制條件下推導最佳轉接速度。如圖2所示刀具加工拐角路徑中,兩個線段方向夾角分別是q1和q1+q2,拐角點PC=[XC,YC]。刀具在拐角附近以初始速度VC和初始加速度AS進入拐角,S為跳度值,T1為進給軸的轉接持續(xù)時間,Vs為轉接運動開始處的速度,Ve為轉接運動結束處的速度,設定最大輪廓誤差為ε。根據(jù)轉接運動輪廓的幾何形狀和總位移來計算。可推導出過渡段長度Rc:

通過確定限制軸,從而推導出該軸的最佳轉接速度。假設X軸是限制軸,那么限制軸的加速度、速度和最大輪廓誤差約束為:
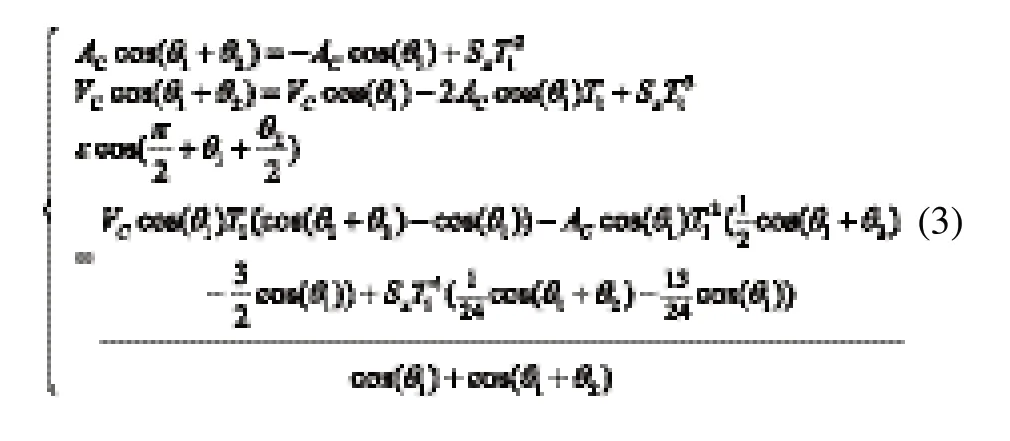
文獻[10]中給出了上述式(2)和式(3)的詳細推導 過程。
1.2 中點約束法
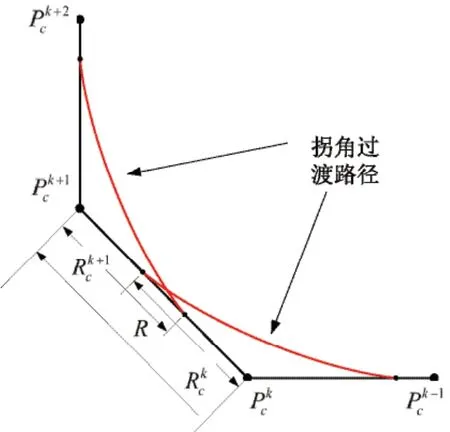
圖3 相鄰拐角輪廓重疊
盡管運動學平滑算法能夠實現(xiàn)在連續(xù)短線段刀具路徑加工時進給軸速度和加速度平滑轉接。但未能考慮到相鄰拐角間線段長度和拐角過渡段長度的關系,加工過程中可能存在拐角過渡輪廓重疊的現(xiàn)象,如圖3所示。兩個拐角輪廓間短線段的距離為:

為便于計算設定:
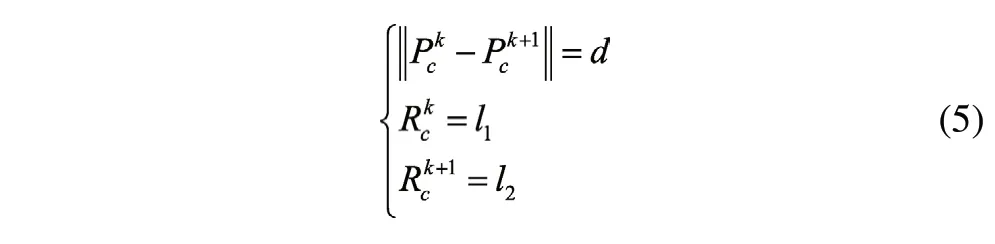
其中d為兩拐角間直線段長度,l1為前一拐角過渡段長度,l2為后一拐角過渡段長度。
如果R>0,則說明k和k+1個拐角輪廓沒有發(fā)生重疊,該短線段處前后兩個拐角都是獨立拐角,互不影響。如果R<0,則說明k和k+1個拐角輪廓相互重疊,說明該短線段處的前后兩個拐角相互影響,一旦出現(xiàn)這種情況,進給運動必須在拐角處降低轉接速度,否則重疊部分的進給運動就會超出驅動系統(tǒng)的限制,引起機床進給顫動。同時導致加速度輪廓也會存在跳動或不可導點,影響加工質量。
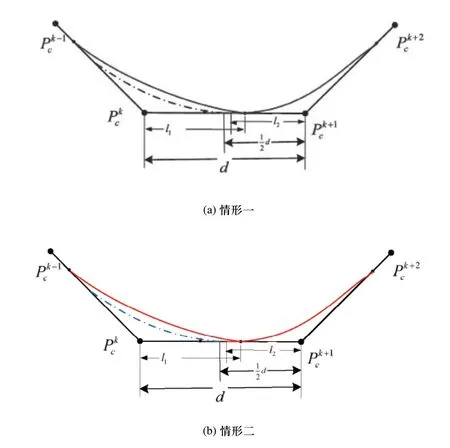
圖4 拐角輪廓重疊情形
本節(jié)針對這一特殊加工現(xiàn)象提出中點約束法,當出現(xiàn)拐角輪廓相互重疊情況時,主要分為以下兩種情形:
中點約束法即:選定段長中點作為過渡段的約束點,限制過渡段的段長,并將其作為已知參數(shù),重新求解拐角轉接速度。以X軸為例,對式(2)和式(3)做變換處理后如下所示:
其中,Vsx、Asx分別為X軸的初始速度和加速度。在考慮驅動器運動性能的前提下,通過限制驅動器加速度或跳度極限,求解最大轉接速度。假設限制軸以驅動器最大跳度極限進給,則Sx=Smax代入式(7)求得最佳轉接速度為:
假設限制軸以驅動器最大加速度進給時,則令A=Amax可求得最大轉接速度為:
最佳轉接速度為:
由此計算出新的轉接速度V'c:

通過上述方法,可以避免相鄰拐角出現(xiàn)輪廓重疊現(xiàn)象并獲得拐角最佳轉接速度,同時確保拐角過渡過程中速度和加速度平滑轉接。
1.3 算法流程
圖5 算法流程圖
2 仿真分析
為了驗證所提算法的有效性,對連續(xù)短線段加工路徑分別采用中點約束法和傳統(tǒng)點對點直接插補算法進行對比分析。

圖6 實驗設備
圖7 加工路徑
實驗設備如圖6所示,平面X-Y運動由兩個線性電機驅動,保證良好的位置同步和路徑跟蹤,伺服放大器設置為轉矩(電流)控制模式,線性編碼器的反饋分辨率為0.8um,伺服系統(tǒng)的閉環(huán)采樣時間為0.1ms,X和Y軸的位置反饋帶寬為wn=25Hz。實驗加工路徑為如圖7所示的“雪花”路徑,總長度296.25cm,共有77個 拐角。
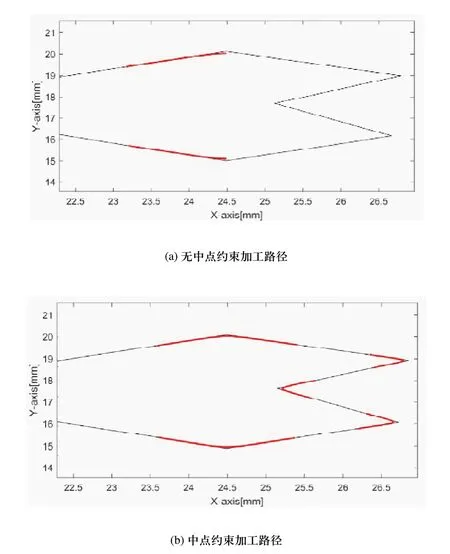
圖8 局部路徑示意圖
圖8(a)和圖8(b)所示為圖7中黑框所示的局部路徑。在此段局部路徑上相鄰拐角間距較小,因此導致轉接路徑重疊,不僅無法完成當前拐角轉接,還影響到后續(xù)拐角過渡,如圖8(a)所示。圖8(b)為采用了中點約束法避免拐角重疊現(xiàn)象的局部路徑,在相鄰拐角間完成平滑轉接。
為體現(xiàn)該方法能夠發(fā)揮驅動器的性能,將其與傳統(tǒng)點對點直接差補算法進行對比。其中點對點插補算法要求刀具運動到每個拐角點前開始減速,直至拐角處完全停止,再進行轉向進給,完全與G01代碼所規(guī)定的路徑同步;實驗設定最大允許輪廓誤差為0.1mm,利用伺服控制器對不同算法進行實時采樣和命令。設置驅動器各軸的最大進給速度為100mm/s,最大加速度為1000cm/s2,最大躍度為1×105mm/s4,最大跳度為2×107mm/s4。圖9所示為兩種算法在加工路徑上運動的速度曲線輪廓,可以看出點對點插補算法速度曲線存在較大的波動,且該算法需要在每一個拐角處完全停止,加速度跳動,對驅動器的負載較大。從圖中還可以看出中點約束算法花費的時間為10.28s,點對點算法花費11.08s,加工效率提升了6.8%。同時本文所提算法的加速度曲線達到G1連續(xù)如圖10所示。
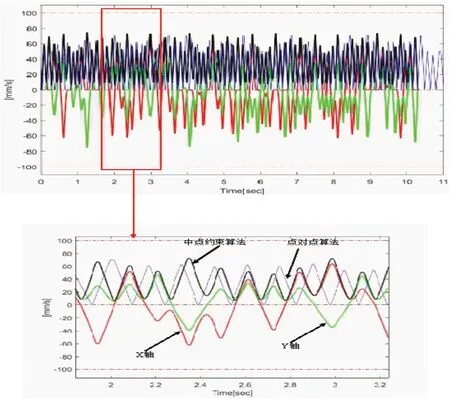
圖9 中點約束算法和點對點插補算法速度曲線
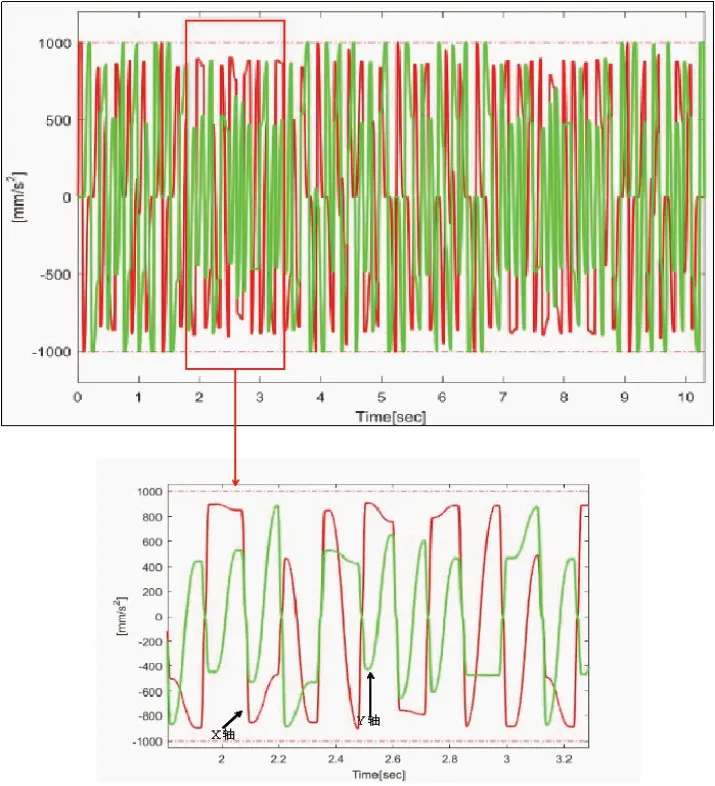
圖10 中點約束算法加速度曲線
3 結束語
本文采用基于跳度來約束加速度曲線的方式,針對加工路徑中的特殊情況即相鄰拐角輪廓重疊提出中點約束法,限制過渡段長度從而防止拐角轉接輪廓重疊,同時實現(xiàn)平滑的速度和加速度轉接,加速度曲線達到G1連續(xù)。最后通過實驗對比本文算法與傳統(tǒng)點對點直接插補算法,發(fā)現(xiàn)中點約束算法的加工時間相比于點對點插補算法減少6.8%,加工效率得到提高。
