法蘭軸的自由鍛造工藝
2019-08-30 09:01:38陳文全時樂智廉榮光王素娟畢京華
大型鑄鍛件 2019年5期
關(guān)鍵詞:工藝
陳文全 時樂智 廉榮光 王素娟 畢京華
(山東萊蕪金雷風(fēng)電科技股份有限公司)
法蘭軸主要是鼓風(fēng)機(jī)等大型設(shè)備用于傳動的重要大型鍛件,在工業(yè)中有較廣泛的應(yīng)用。其大致形狀如圖1所示,材質(zhì)一般為45碳鋼、42CrMo等,加工流程一般為:鍛造→粗加工→調(diào)質(zhì)熱處理→精加工→包裝。本文主要講述鍛造環(huán)節(jié)的一種新工藝。

圖1 法蘭軸Figure 1 Flange shaft
法蘭軸結(jié)構(gòu)比較特殊,中間有一個大法蘭,兩邊分布幾個小軸臺階,基本是對稱的,直徑較小,長度較長,法蘭和小軸之間的截面差很大。其傳統(tǒng)的鍛造工藝為:
第一火:將原材料鋼錠按照規(guī)范要求加熱至1240℃,出爐后開始壓鉗把→倒棱→切水口→鐓粗→拔圓。
第二火:鐓粗→拔圓→號印→將兩端各臺階拔出→精鍛校直完工→鍛后熱處理。
其中工藝最為關(guān)鍵也是難度最大處為號印完成后將兩端各臺階拔出工序,此過程簡圖如圖2所示,圖中D的尺寸為了要保證后續(xù)的加工要求同時鍛造過程如果出現(xiàn)偏心要及時錯偏心等情況,要留有較大的余量,一般要大于鍛件法蘭直徑尺寸50 mm~80 mm,按照鍛造工藝規(guī)范要求圖中A尺寸必須要大于等于D3尺寸,否則在拔長過程中會出現(xiàn)凹心情況,將導(dǎo)致鍛造不能正常完成。但是由于法蘭直徑大,D尺寸通常都很大,為了避免凹心至少需要留有D3的尺寸,這往往會遠(yuǎn)大于實際計算的兩端分料尺寸,但是迫于鍛造工藝的需要為了避免凹心還必須留有這部分多余的材料,使得原材料的利用率大大降低,造成了不必要的成本增加,據(jù)統(tǒng)計這種鍛造方法成品材料利用率基本在30%~35%之間。而且隨著法蘭軸法蘭和軸身截面差的加大,為滿足D3的要求兩端需要額外留出的材料會越多,對材料的浪費會越加明顯,部分成品的鋼錠利用率甚至低于30%。
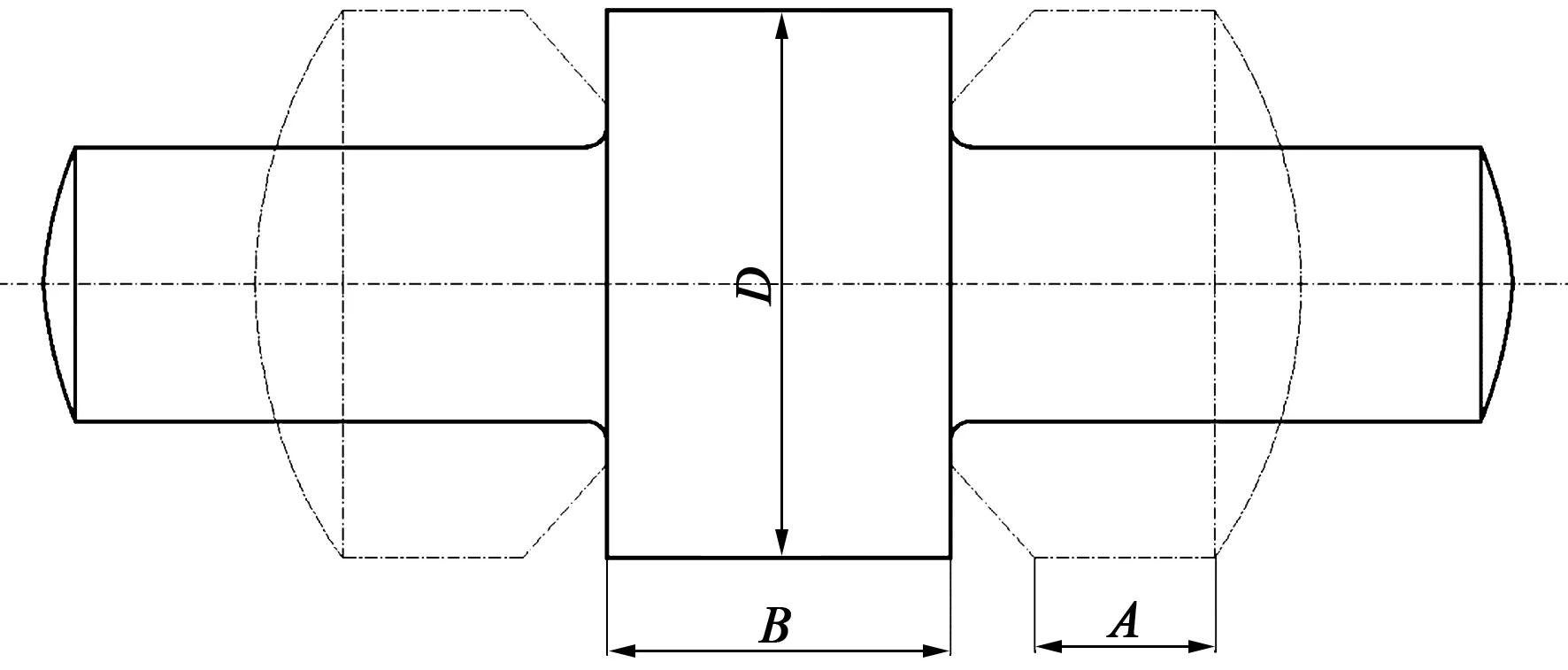
圖2 兩端臺階拔出工序圖Figure 2 Steps drawing at both ends
在實際生產(chǎn)中由于法蘭太薄、法蘭和軸身的截面差很大,鍛造過程很容易出現(xiàn)法蘭變形、軸身偏心、兩端軸身不同心等鍛造缺陷,給后續(xù)加工帶來很大的不便,甚至經(jīng)常出現(xiàn)鍛件尺寸不足不能滿足精加工尺寸要求而引起的報廢事故。具體這些問題發(fā)生的原因以及預(yù)防措施簡單羅列見表1。

表1 鍛造缺陷的原因分析及整改措施Table 1 Cause analysis and corrective measures for forging defects
對以上問題進(jìn)行了比較明確的原因分析,在制定相應(yīng)的預(yù)防整改措施的時候雖然是針對原因逐條進(jìn)行預(yù)防糾正,但是在實際執(zhí)行過程中難度很大,一些問題是很難避免的,幾個問題又相互關(guān)聯(lián),加上不同操作者的操作水平不一致,鍛造過程依靠肉眼觀察,誤差也不一樣,所以問題很難徹底解決。甚至有些措施會嚴(yán)重影響生產(chǎn)效率還增加生產(chǎn)過程的成本。
本文通過另一種新型的自由鍛造工藝,解決了上述的問題。主要思路就是減小圖2中D的尺寸,從而減小D3的尺寸,讓其正好等于或者稍大于兩端實際分料所需,減少多余分料造成的浪費。中部法蘭部分通過增加B的尺寸再利用法蘭鐓粗盤加大D的尺寸來滿足工藝尺寸要求。具體工藝如下:
第一火:將原材料鋼錠按照規(guī)范要求加熱至1240℃,出爐后開始壓鉗把→倒棱→切水口→鐓粗→拔圓→號印→拔軸,如圖3所示。
第二火:如圖4所示,將坯料豎立并利用法蘭鐓粗盤鐓粗法蘭至工藝尺寸→拔長兩端各臺階至工藝尺寸→精鍛校直完工→鍛后熱處理。

圖3 優(yōu)化的鍛造工藝圖Figure 3 Optimized forging process

圖4 法蘭鐓粗
Figure 4 Flange upsetting

圖5 法蘭成形模擬過程
Figure 5 Simulation process of flange forming
優(yōu)化后的鍛造工藝在法蘭成形前縮小了法蘭和小軸的截面差,大大降低了鍛造的難度,偏心、不同心等問題更容易在鍛造過程中修正,在法蘭成形之前的偏心和不同心問題解決后,后續(xù)法蘭成形過程中的變形問題可以通過工裝得到很好的修正,而且由于有工裝限制,偏心、不同心問題在法蘭成形過程不會再次發(fā)生,較好地避免了這些缺陷的發(fā)生。圖5為通過DEFORM軟件模擬的法蘭成形過程以及成形過程需要的壓力,從中可以看出成形效果很理想,但是從成形壓力看,對設(shè)備壓力的要求比較高,而且隨著法蘭直徑的加大,成形的壓力還會進(jìn)一步增大,需要用相匹配的設(shè)備來實現(xiàn)法蘭成形的過程。

圖6 法蘭鐓粗模擬過程Figure 6 Simulation process of flange upsetting
從圖6可以看出,法蘭鐓粗過程中總長變長,說明法蘭直徑增大的料全部來自周圈法蘭,并且周圈法蘭有部分料分配到中間軸身上導(dǎo)致軸身總長變長(理論計算鐓粗直徑應(yīng)該到?1630 mm,而如圖6(c)所示模擬數(shù)值只有?1570 mm左右,說明周圈的料并沒有全部用于法蘭外徑的增加上,有部分往里延伸形成了軸身縱向的長度),所以在制定工藝時,中間法蘭在鐓粗之前的尺寸就不能完全按照體積不變原理進(jìn)行核算,即鐓粗法蘭之前法蘭周圈的體積應(yīng)該等于鐓粗法蘭之后法蘭周圈的體積,在這個基礎(chǔ)上必須留有一定的余量來保證法蘭部位有充足的料來成形滿足工藝尺寸要求。制定鍛造工藝時,在縮小直徑D的時候,只要兩端長度能滿足D3的要求,即使是稍小于D3也可以(因為后續(xù)鐓粗法蘭軸身還會長一點),應(yīng)盡量避免過度縮小直徑D的尺寸,因為縮小的越多,法蘭厚度尺寸B就會越大,相當(dāng)于鐓粗法蘭時中部高度很高,不僅會提高鐓粗所需的壓力,還會因為鐓粗時變形量過大出現(xiàn)雙股形、折疊、甚至撕裂等尺寸缺陷,在制定工藝時應(yīng)該充分考慮這一點,盡可能少地減小直徑D尺寸以減小法蘭成形過程的難度,減少質(zhì)量問題的發(fā)生。
新工藝從根本上解決了原材料浪費的問題,大大提高了材料利用率。通過統(tǒng)計,成品的材料利用率提高到了50%左右。并且利用工裝輔具解決了法蘭變形、偏心、不同心等質(zhì)量問題,同時增加的工裝輔具很簡單,通用性很強,可以用于多種規(guī)格的法蘭軸的生產(chǎn),實際操作也比較簡便。
2 結(jié)論
(1)新工藝解決了原材料利用率太低的問題,成品的材料利用率從30%~35%提高到45%~50%。而且隨著法蘭和軸身截面尺寸差的加大,材料利用率會提高得越多。
(2)新工藝更大限度地避免了傳統(tǒng)工藝中法蘭變形、偏心、不同心等質(zhì)量問題的發(fā)生,降低了鍛造操作難度,有較強的實用性。
(3)法蘭成形過程需要制作相應(yīng)的工裝輔具,而且成形需要較大的壓力,要有足夠壓力的設(shè)備配合鍛造。
猜你喜歡
中國特種設(shè)備安全(2022年5期)2022-08-26 09:19:32
礦產(chǎn)綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
世界農(nóng)藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業(yè)技術(shù)(2016年15期)2016-12-01 05:30:59
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
