郵船型客滾船薄板分段制作工藝及精度控制
2019-08-31 08:26:34王立
造船技術(shù)
2019年4期
關(guān)鍵詞:焊縫
王 立
(廈門船舶重工股份有限公司, 福建 廈門 361026)
0 引 言
客滾船分為4種類型:普通客滾船,日間運(yùn)營(yíng)渡船,晝夜運(yùn)營(yíng)渡船和郵船型客滾船。郵船型客滾船是指航行于特定水域,同時(shí)具備豪華郵船和滾裝船的特點(diǎn),集居住、餐飲、娛樂、休閑等功能于一身既可載客又可載車的船舶,也被稱為帶有汽車甲板的豪華客滾船。
2 800型郵船型客滾船,總長(zhǎng)為218.5 m,總寬為35.0 m,設(shè)計(jì)吃水為6.8 m,可裝載2 800名乘客和200名船員,有約1 500 m的車道,有商店、醫(yī)院等公共設(shè)施(包含水、衛(wèi)生、供暖、制冷、空調(diào)、廢物處理和消防等系統(tǒng))。客艙和公共區(qū)域主船體結(jié)構(gòu)為5 mm薄板,薄板制作工藝對(duì)郵船型客滾船整體質(zhì)量控制十分重要。
厚度≤5 mm的薄板分段剛性差,裝焊吊運(yùn)、堆放、火工等工序控制難度大,需制訂相應(yīng)的制作工藝來保證分段的平整度和尺寸精度,并形成施工習(xí)慣和工藝紀(jì)律[1]。本文提出制作工藝和相應(yīng)階段的控制注意事項(xiàng),固化薄板分段的制作流程和施工工藝,從而確保產(chǎn)品質(zhì)量和精度。
1 郵船型客滾船薄板分段制作流程
郵船型客滾船薄板分段制作流程分為預(yù)處理、下料、小組立件制作等幾個(gè)主要環(huán)節(jié)[2]。下料環(huán)節(jié)包括型材對(duì)接、T材制作和板材校平。小組立件制作主要由下料處理后進(jìn)行的拼板、裝焊和舾裝件預(yù)裝等環(huán)節(jié)組成。片體翻身和背燒處理后,須檢查甲板平整度,將余量劃線切割。在分段大組立制作后,進(jìn)行完工校驗(yàn)及噴漆。詳細(xì)流程如圖1所示。
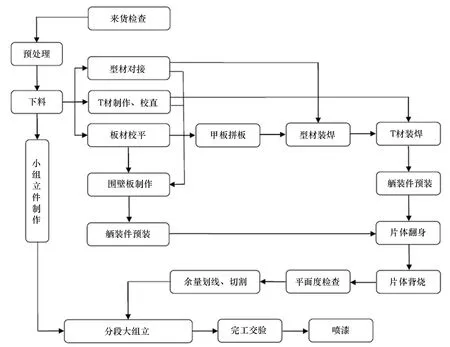
圖1 郵船型客滾船薄板分段制作流程
1.1 鋼板預(yù)處理
在薄板分段制作前期必須對(duì)鋼板進(jìn)行預(yù)處理。……
登錄APP查看全文
猜你喜歡
建材發(fā)展導(dǎo)向(2021年6期)2021-06-09 05:57:08
裝備制造技術(shù)(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術(shù)與機(jī)床(2018年12期)2018-12-23 02:40:58
石家莊鐵路職業(yè)技術(shù)學(xué)院學(xué)報(bào)(2017年4期)2017-05-25 13:26:35
制造業(yè)自動(dòng)化(2017年2期)2017-03-20 14:26:13
設(shè)備管理與維修(2015年12期)2015-04-09 06:57:24
機(jī)械工程師(2015年9期)2015-02-26 08:38:15
水電站機(jī)電技術(shù)(2014年4期)2014-10-13 08:30:07
燕山大學(xué)學(xué)報(bào)(2014年2期)2014-03-11 15:28:16
