三輥連軋管機孔型設計軟件的開發
2019-09-02 06:43:16盧立鋒王久剛
鋼管 2019年3期
關鍵詞:設計
盧立鋒,王久剛
(天津鋼管集團股份有限公司,天津 300301)
1986年,意大利因西(INNSE)公司提出了三輥連軋管機的設想,展示了三輥軋制工藝、軋管機結構在軋制變形條件、變形應力、機架、軋輥受力、電氣負荷以及軋管機軋輥剛性等方面的優勢,使其在軋制產品規格范圍、徑壁比(D/S)、壁厚精度、成材率、高合金難變形材料軋制等方面具有二輥軋管機無可匹敵的優勢[1-3]。理論上具有金屬軋制變形均勻、穩定的優點,可有效減少質量缺陷[4-6]。
1 典型機組
2003年9月,由INNSE公司研制開發、天津鋼管集團股份有限公司(簡稱天津鋼管)/西馬克梅爾工程有限公司(SMS Meer)/INNSE公司共同設計建成的PQF高效優質精軋管機組投產,不僅對熱軋無縫鋼管生產技術產生重大影響,也對三輥式連軋輥技術的發展起到了積極的、至關重要的推動作用[4]。三輥連軋管機適用于鋼管壁厚精度更高、表面質量更好、金屬收得率更高、軋制工具消耗更低、可軋壁厚更薄、變形難度更大的金屬,具有更高的生產效率和更強的適應能力等多方面優點。而后意大利達涅利(DANIELI)公司、太原重工股份有限公司(簡稱太原重工)和中冶賽迪集團有限公司(簡稱中冶賽迪)開發的三輥連軋管機組陸續投產。國內外建成投產、在建和擬建的三輥連軋管機組達20余套,可見其技術非常成熟,應用非常普遍。三輥限動芯棒連軋管機已成為無縫鋼管生產的最佳工藝。典型三輥連軋管機組及其制造商見表1。

表1 典型三輥連軋管機組及其制造商
2 孔型結構
PQF連軋管機每一架均由3個軋輥構成孔型,三輥連軋管機孔型結構如圖1所示,軋輥孔型輪廓由槽底弧、脫離弧、連接弧和輥縫構成[7],各段弧相切以保證平滑過渡。各弧段結構參數為:各段圓弧的半徑、橫截面角、圓心的橫縱坐標,以及孔型高度、寬度、偏心距和輥縫等。PQF機組與FQM高質量軋管機組的核心工藝技術——連軋管機孔型的構成和設計是完全一致的[8-9],PQF、FQM、TCM(三輥限動芯棒連軋管機)和CCTM(中冶賽迪連軋管機)4種三輥連軋管機組的孔型結構是完全一致的,可以使用同一種方法對孔型進行設計[10]。
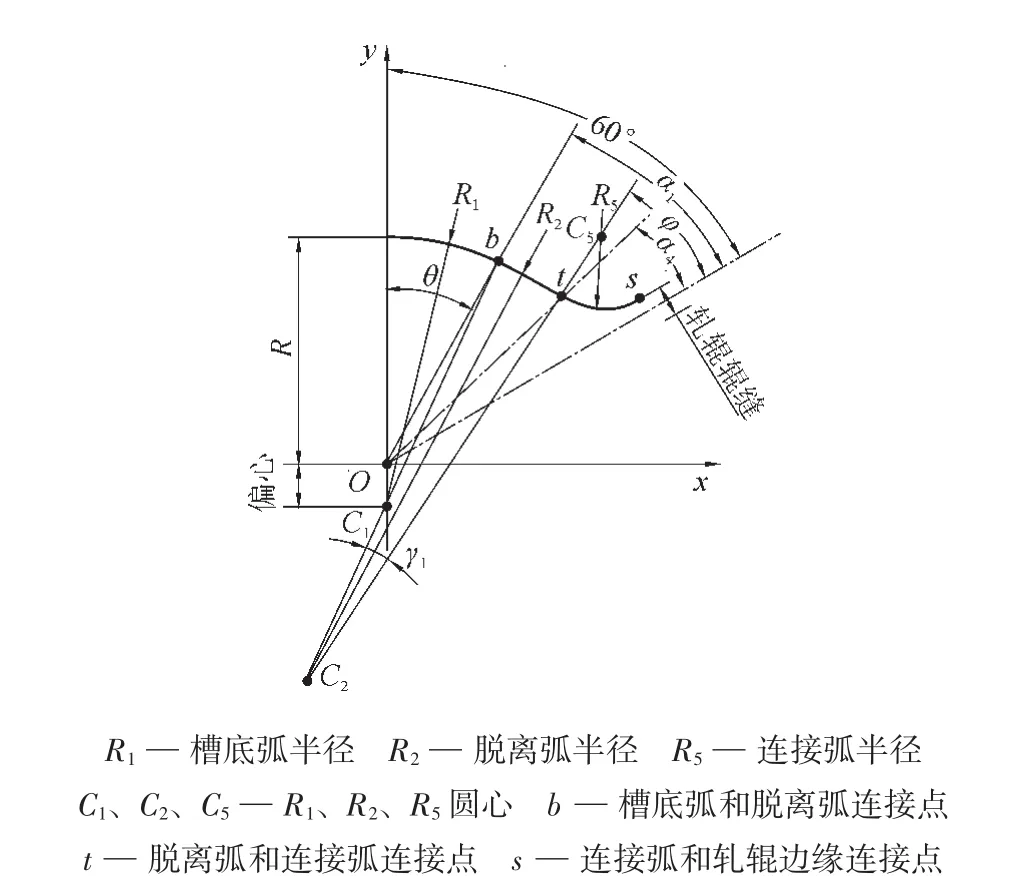
圖1 三輥連軋管機孔型結構示意
3 孔型設計步驟
連軋管機的工藝目的是將穿孔后的毛管經減徑、減壁變形軋制成外徑、壁厚符合要求的荒管。軋輥的輪廓尺寸根據該孔型系列使用最大直徑芯棒時的名義壁厚進行計算。三輥連軋管機的孔型設計使用數學模型進行計算,通過賦予軋槽高度一個初值和合適的步長以及計算誤差,不斷迭代計算尋找到孔型中鋼管橫斷面積為期望值時所對應的孔型尺寸,該模型為一幾何學程序。三輥連軋管機孔型設計流程如圖2所示。

圖2 三輥連軋管機孔型設計流程
3.1 計算總延伸系數并分配各機架的延伸系數
進行孔型設計時,首先要根據毛管尺寸(或空減后毛管尺寸)和連軋后荒管壁厚確定連軋的總延伸系數,再將總延伸系數合理分配到各架次上,也就是將連軋總變形量分配到各個架次上。
各架次延伸系數的分配涉及到金屬流動過程中孔型各部分的應力狀態、應變平衡及體積不變等諸多因素,目前尚不具備精確求解的條件,只能按經驗數據來確定。按頂部延伸系數(或孔型頂部減壁量)和平均延伸系數分配總延伸系數的目的都是確定孔型高,在孔型高確定以后,根據各項經驗系數就可以推導出孔型的其他參數,所以兩種分配延伸系數的方法并沒有本質的區別,但在實際孔型設計時往往傾向于按后者進行分配。
3.2 設定工況條件
在孔型計算前要設定現場的工況條件,包括毛管外徑、空減尺寸、孔型系列、毛管壁厚、出連軋壁厚、機架數和芯棒尺寸(若利用已有芯棒規格進行孔型設計或改造)等。如果需要,還需根據連軋管機最大延伸率、孔型系列、出連軋荒管壁厚、毛管與芯棒間隙、芯棒冷態直徑計算出孔型設計所需的毛管尺寸。
3.3 經驗數據賦值
孔型設計時,在孔型高賦值后,軋輥孔型參數和孔型內金屬輪廓都可以根據經驗數據推導計算得出。經驗數據包含偏心系數、脫離比例、脫離角、連接角、寬展系數和額定輥縫。
經驗數據由于來源于數學計算、試驗和生產經驗,具有一定的規律性,所以參考其他成熟孔型參數,結合對孔型的理解和分析計算,給定所要設計的孔型合適的經驗參數,再根據實際生產情況使修正經驗參數具有可行性。
各架的最小輥縫約等于前一架最小壁厚的2倍,一般第一、第二機架的最小輥縫相等。各機架的額定輥縫應根據產品規格要求的輥縫調整量予以確定[10]。
3.4 計算理論截面積
分配好每架次延伸系數后,就可以計算出每架需要的理論截面積。
3.5 孔型半徑賦初值并計算實際截面積
連軋管孔型尺寸的計算是順軋向進行的,每一架孔型(最后兩架除外)的尺寸計算都需要前一架孔型尺寸參數的支持,順次計算每架的孔型截面積。通過賦予軋槽高度一個初值和合適的步長(取0.05 mm)以及計算誤差,不斷迭代使計算得到的孔型截面積逼近理論截面積。當計算得到的孔型截面積和理論截面積的絕對值之差小于設定誤差時結束迭代,進入下一架的孔型截面積計算,直到所有機架孔型截面積計算完成。
3.6 優化孔型參數
孔型參數設計完成投入生產之后,需要不斷優化孔型參數提高生產穩定性和產品質量,傳統更改孔型參數以后直接生產有成本高、見效慢、不直觀的弊端,而結合有限元輔助孔型設計,是一個很好的選擇。
有限元輔助孔型設計可以精確計算軋管機負荷、壓力分布、應力-應變分布,獲得金屬流動情況,定量描述和模擬整個工藝過程,對軋制過程進行超前規劃,評估孔型設計合理性。通過有限元模擬可以預先在計算機上對設計的孔型進行廣泛試驗,通過對孔型參數的優化提高新孔型的生產穩定性,降低生產成本和質量風險。
4 孔型設計軟件功能簡介
由于孔型設計在迭代的過程中計算量非常大,需要借助計算機來完成計算過程。為了更便捷、準確地設計三輥連軋管機孔型,使用Lazarus開源軟件開發了三輥連軋管機孔型設計軟件。
4.1 現場工況條件
不同的三輥連軋管機組有不同的現場客觀條件,一般為5機架或6機架,在進行孔型設計時可以根據機組初始條件進行選擇。孔型設計軟件初始條件頁如圖3所示。

圖3 孔型設計軟件初始條件頁
連軋管機架前布置空減機架,則連軋來料幾何尺寸為出空減機鋼管幾何尺寸;沒有布置空減機架,則其為毛管幾何尺寸。
(1)有空減機架(空減機架數選擇為1)。給定毛管外徑、毛管壁厚、空減機輥縫后點擊“連軋來料尺寸”,程序通過迭代求解出空減機出口鋼管壁厚。
(2)沒有空減機架(空減機架數選擇為0)。利用現有穿孔毛管規格作為連軋來料尺寸,則直接輸入;如果沒有合適的毛管尺寸則點擊“連軋來料尺寸”按鈕,根據提示框輸入相應參數計算出毛管外徑和壁厚,孔型設計軟件毛管尺寸計算提示框如圖4所示。
4.2 芯棒冷直徑
進行孔型設計時,一般直接輸入出連軋荒管壁厚即可,如果使用已有芯棒進行孔型設計,可以直接輸入芯棒冷態直徑。出連軋壁厚和芯棒冷態直徑都輸入則取前者數值進行計算。

圖4 孔型設計軟件毛管尺寸計算提示框
4.3 經驗數據
孔型設計軟件經驗數據頁如圖5所示。鑒于各典型機組孔型系列給定的經驗參數及成熟孔型是建立在大量實踐經驗的基礎上,并且有一定的規律可循,因而可以在進行孔型設計時參照這些數據采用內插或外延的方法確定各參數。數據庫中有成熟的經驗參數,可以直接導出至“機組條件”和“經驗數據”或進行修改。
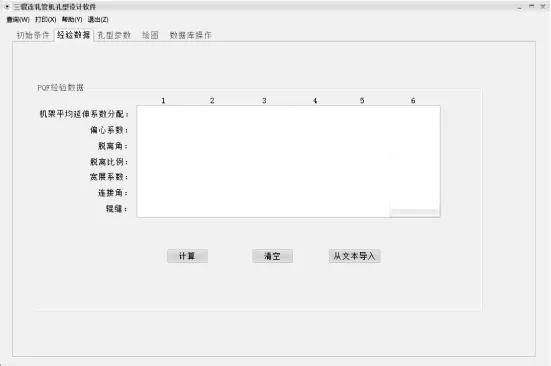
圖5 孔型設計軟件經驗數據頁
4.4 孔型參數
孔型的輪廓由槽底弧、脫離弧、連接弧和輥縫構成,確定孔型輪廓幾何尺寸形狀和尺寸的結構參數為:各段圓弧的半徑Rc,圓心Oc的橫縱坐標xc和yc、圓心角,以及孔型高度、孔型寬度和輥縫等。這些符號中的下標c代表其歸屬,c=1,2,3,5,分別代表槽底弧、第一脫離弧、輥縫處鋼管外輪廓圓弧和連接弧。theta、gamma2、beta分別為槽底弧、第一脫離弧、輥縫處鋼管外輪廓的橫截面角。孔型數據還包括各架孔型實際面積、實際延伸系數等參數。孔型設計軟件孔型參數頁如圖6所示。

圖6 孔型設計軟件孔型參數頁
4.5 參數化繪圖
利用參數化繪圖,可以將圖形尺寸與設計參數相聯系,即將圖形尺寸看作是“設計參數”的函數。當設計參數發生變化時,圖形尺寸也隨之發生變化。采用參數化繪圖進行孔型設計方便、快捷、準確,具有實用價值。
孔型設計軟件孔型輪廓及金屬輪廓頁如圖7所示。選擇架次,點擊繪圖完成該架孔型輪廓參數化繪圖,點擊“金屬輪廓”可以繪制孔型內鋼管內外輪廓,顯示金屬與芯棒、軋輥脫離點和脫離角,幫助分析生產事故,指導生產。點擊“打印”可以完成孔型圖的打印。

圖7 孔型設計軟件孔型輪廓及金屬輪廓頁
4.6 數據庫操作
孔型設計是一個不斷修改、優化和完善的過程。采用數據庫存儲和管理產生的孔型參數、生產狀況和質量反饋等各種數據,可以使數據更加安全、有條理、直觀,并節省資料的存儲空間。
Lazarus控制讀寫小型本地數據庫ACCESS,有利于開發小型系統。孔型設計軟件數據庫操作頁如圖8所示,該軟件可以完成數據庫內容的瀏覽、查詢、插入、添加、刪除、編輯、投寄、刷新等操作,也可以通過數據庫導航器對數據庫內容進行瀏覽和編輯。備注欄顯示當前指針所在的孔型記錄相關的孔型設計、軋機負荷、工具磨損和成品質量等備注信息。數據庫記錄還可以導出至“初始條件”和“經驗數據”頁,以便參考和修改。
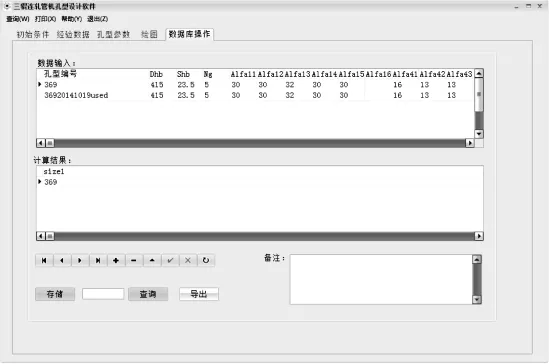
圖8 孔型設計軟件數據庫操作頁
5 軟件計算結果驗證
為驗證該軟件孔型設計的可靠性,采用與INNSE公司設計的某廠369 mm孔型數據同樣的初始條件和經驗參數[11-12],利用孔型設計軟件計算孔型參數,并與外方數據[13-14]進行比較。軟件運行結果及INNSE公司給定結果比較見表2。

表2 軟件運行結果及INNSE公司給定結果比較mm
由表2可以看出,該軟件計算的孔型關鍵參數和INNSE公司給定的參數非常相近,槽底弧半徑最大差值百分比不超過0.06%,由于外方孔型已在生產中長期使用并證明可行,因此說明軟件的孔型設計算法是可靠合理的,可以作為新孔型快速開發及生產指導的依據。
6 結 語
不同的典型三輥連軋管機組具有相同的孔型機構,可以使用同一種方法進行孔型設計。
利用開發的孔型設計軟件進行新孔型設計時,其使用方便快捷、通用性強、精度高,可針對不同的三輥連軋管機組選擇現場工況條件進行計算,還可以將孔型設計參數、生產和質量情況存儲到數據庫內,作為新孔型設計的參考和依據。此外,利用該軟件還可以快速校核孔型參數并進行孔型輪廓和金屬輪廓參數化繪圖;根據金屬與芯棒和軋輥脫離點的坐標,幫助分析生產事故,指導生產。
猜你喜歡
河北畫報(2020年8期)2020-10-27 02:54:06
現代裝飾(2020年7期)2020-07-27 01:27:42
流行色(2020年1期)2020-04-28 11:16:38
電子制作(2019年19期)2019-11-23 08:41:36
電子制作(2019年15期)2019-08-27 01:11:50
電子制作(2019年7期)2019-04-25 13:18:16
藝術啟蒙(2018年7期)2018-08-23 09:14:18
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
商周刊(2017年26期)2017-04-25 08:13:04