挖掘機動臂鋼板超聲波探傷不合原因分析
2019-09-03 08:35:40李雪東
山東冶金 2019年4期
李雪東
(濟南軌道交通集團有限公司,山東 濟南250101)
1 前言
某重機有限公司采購了一批厚度規格為22 mm的Q345B鋼板,該批次鋼板進廠檢驗時超聲探傷合格,但是制成大型挖掘機動臂后,在對動臂焊縫進行超聲波探傷檢測時,發現其中1臺動臂的焊縫附近母材鋼板出現多處超聲波探傷不合格現象,對探傷不合格部位進行超聲波測厚時發現顯示厚度在10~12 mm,僅為鋼板物理厚度的一半,疑似動臂鋼板中存在分層缺陷,該重機有限公司向鋼板生產商提出質量異議。
2 檢測分析
鋼廠技術人員經過核實確認,疑似分層缺陷位于該動臂上護板的一側,現場共發現4處肉眼可見斷續開裂現象,開裂處距離鋼板上表面約10~12 mm。出現異議的鋼板訂單號為111021601120001,異議鋼板的爐號為6804654,訂單量41.448 t,坯料厚度為300 mm。
2.1 超聲波探傷檢測
根據NB/T 47013.3—2015《承壓設備無損檢測》標準要求,檢測設備選擇HS620脈沖反射式數字超聲波探傷儀,并選擇探頭公稱頻率為5 M、晶片尺寸為Φ20 mm的單晶直探頭,用1#板材試塊的Φ5 mm平底孔繪制距離-波幅曲線,并以此作為基準靈敏度,對異議鋼板進行超聲波檢測,檢測過程中發現距離鋼板兩側縱邊約20~30 mm范圍內,部分位置存在帶狀超標缺陷反射回波,缺陷深度約為鋼板厚度的一半,缺陷位置沒有出現鋼板一次底波明顯降低或消失現象;上護板中間部位鋼板滿足NB/T 47013.3-2015標準I級檢測要求,未發現缺陷回波顯示,也未發現鋼板一次底波明顯降低或消失現象。
2.2 金相檢測
利用A型脈沖反射式數字超聲波探傷儀對動臂鋼板的最大缺陷回波部位進行準確定位,切取金相試樣時選取缺陷與軋制方向平行的部位,在垂直軋制方向剖開[1],對橫截面進行夾雜物、金相檢測及掃描電鏡能檢驗。金相試樣經研磨拋光,在100倍顯微鏡下可見試樣中存在夾雜物、裂紋,見圖1。
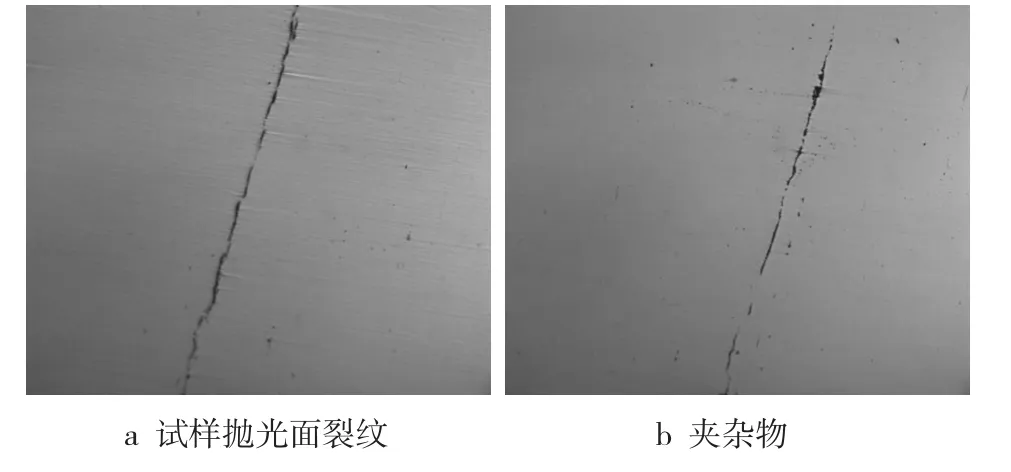
圖1 裂紋及夾雜物形貌 100×
用濃度4%的硝酸酒精對金相試樣進行浸蝕,并在光學顯微鏡下進行觀察,金相檢測組織如圖2所示。顯微組織為典型的鐵素體+珠光體組織。試驗采用評級圖譜比照法對晶粒度進行測量,肉眼可見晶粒度為8.5級。1/4部金相檢測未發現明顯異常組織。中心部位100倍下可見較為粗大貫穿視場的偏析帶,500倍下觀察偏析帶內部存在裂紋。
2.3 掃描電鏡檢測
使用掃描電鏡檢測挖掘機動臂鋼板,發現在厚度中心部位存在明顯裂紋缺陷,裂紋附近存在夾雜物。對鋼板厚度中心部位的夾雜物進行能譜分析可見夾雜物主要為MnS夾雜,較小的單個MnS夾雜物一般不會造成探傷不合格,但大量的MnS夾雜疊加存在,會使超聲波發生衰減[2],造成鋼板探傷不合格。
3 分析與討論
從金相檢測分析結果可知,厚度規格為22 mm的Q345B挖掘機動臂鋼板中心存在帶狀偏析、裂紋及MnS夾雜物等缺陷,這些缺陷直接導致超聲波探傷不合格。
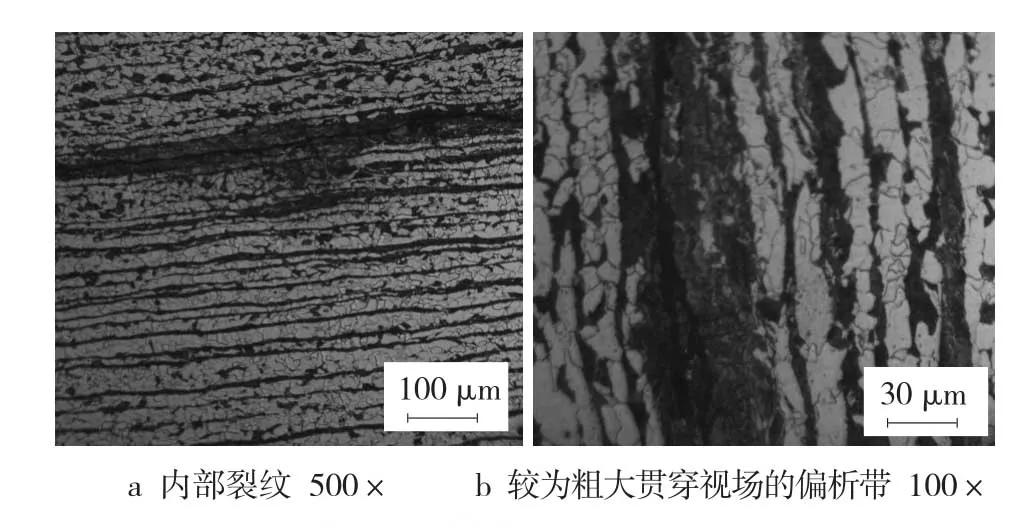
圖2 金相顯微鏡下缺陷部位金相組織
偏析缺陷是指鋼板中各組成元素在結晶時分布不均勻的現象。在鋼坯冷卻過程中,高熔點的化學成分首先在鋼液中凝固成為固體,低熔點的化學成分隨冷卻溫度的下降而逐漸凝固。由于冷卻速度快,已凝固的化學成分來不及擴散,造成分布不均產生偏析,偏析破壞了鋼板的連續性,影響鋼板的力學性能。通過生產系統進行質量追溯,確認挖掘機動臂所用鋼板的爐號,該爐鋼是煉鋼生產過程的第一爐,由于中包耐材脫落、拉速變化、鋼水溫度等因素導致鋼水夾雜物有所增加,影響鑄坯內部質量,導致三角區偏析較重。
高溫下MnS夾雜比鋼基體更容易變形,位于焊接熱影響區的MnS夾雜在焊接應力的作用下變為長條狀;且MnS夾雜與基體的熱膨脹系數差異非常大,焊后冷卻過程中產生的收縮量存在差異,部分條狀MnS的尖端與基體結合部位產生裂紋源。隨著焊接應力的增加,迅速擴展形成微裂紋。裂紋缺陷破壞了鋼板厚度方向的連續性,導致鋼板兩側焊接熱影響區范圍內,部分位置存在帶狀超聲波探傷超標缺陷。
焊接工藝參數選擇不當,焊接線能量選擇過大,熱影響區過大溫度過高造成鋼板中心部位低熔點的化學成份被燒蝕,加之該鋼板在焊接時的拉力和鋼板彎曲應力相互作用,在鋼板厚度中心最薄弱的偏析帶處出現開裂的現象。
4 改進措施
針對動臂鋼板出現的問題,追根溯源查找缺陷產生原因,并制定針對性措施,避免以后再發生類似質量問題。對出現問題動臂進行修補和更換鋼板重新焊接處理。后續生產該重工集團的訂單,不再安排第一爐生產。
針對厚度規格>20 mm的特殊用途的工程機械用鋼,煉鋼過程中增加冶煉真空處理工藝,強化精煉手段,從來源上控制好危害元素含量。加強KR鐵水預處理,強化LF、VD、連鑄等各環節的保護澆注,優化吹氬和鈣處理操作,促進夾雜物的變性和上浮。連鑄恒拉速穩定操作,可減少夾雜物的卷入,連鑄坯下線采用堆垛緩冷方式,冷檢后再上線軋制,以促進偏析元素的擴散,提高鑄坯質量,避免由于夾雜物或內部組織差導致的鋼板探傷不合格。
鋼板軋制前要保證在加熱爐中擁有充足的加熱和保溫時間,增加生產車間的保溫措施,軋制成鋼板后采用堆垛緩冷方式來提高組織的均勻性并促進偏析元素的擴散,減輕偏析程度,進一步提高鋼板的質量。
對于非探傷要求鋼板增加出廠前的超聲波探傷檢驗工作,對探傷不合的鋼板進行正火處理,能消除鋼板中心的偏析缺陷,均勻組織與成份,細化晶粒。
合理選擇焊接工藝參數,避免溫度過高、熱影響區過大造成化學成份燒蝕,合理選擇焊接順序減少焊接應力與殘余變形。
5 結語
通過優化鋼水成分并強化精煉措施,控制鋼中夾雜物含量,提高鋼水潔凈度和合理的澆鑄規范,并采取合理的軋制、熱處理及焊接規范,減少偏析與裂紋缺陷的產生,提高鋼板質量,保證了成材率,減少了因探傷不合造成的工藝成本及異議損失。
猜你喜歡
艦船科學技術(2022年13期)2022-08-11 09:29:16
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
成都信息工程大學學報(2021年4期)2021-11-22 07:44:46
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
四川輕化工大學學報(自然科學版)(2017年3期)2017-06-29 12:00:57
海峽科技與產業(2016年3期)2016-05-17 04:32:12
