加工工藝對不銹鋼直螺紋接頭耐蝕性的影響
2019-09-04 09:16:06朱清華王愛軍
腐蝕與防護 2019年8期
關鍵詞:工藝
朱清華王愛軍
(1. 中冶建筑研究總院有限公司,北京 100088;2. 北京思達建茂科技發展有限公司,北京 102206)
海水對金屬材料具有較強的腐蝕性,容易造成金屬材料破壞[1]。對于海上建筑,鋼筋連接節點的耐蝕性是衡量其可靠性的關鍵因素。目前,最常用的機械連接方法包括擠壓連接、錐螺紋連接、鐓粗直螺紋連接和滾軋直螺紋連接等[2]。采用擠壓連接時,鋼筋容易在擠壓處產生疲勞源;錐螺紋連接很難實現等強連接[3]。本工作以具有高耐蝕性的HRB500級2205不銹鋼為研究對象,采用剝肋滾軋、鐓粗車削及鐓粗滾軋三種工藝將試驗鋼制成直螺紋連接試樣,通過鹽霧試驗和浸泡試驗對其耐蝕性進行檢測,研究了不同加工工藝對2205不銹鋼直螺紋連接接頭耐蝕性能的影響。
1 試驗
1.1 試樣制備
絲頭試樣采用直徑分別為16,25,32 mm的HRB500級2205不銹鋼鋼筋加工,其化學成分如表1所示。采用剝肋滾軋(工藝A)、鐓粗車削(工藝B)及鐓粗滾軋(工藝C)三種直螺紋加工工藝將試驗鋼筋加工成絲頭。
1)剝肋滾軋工藝
將鋼筋端頭通過剝肋刀進行剝肋后用滾絲輪滾軋成直螺紋。其原理是利用了金屬材料表層塑性變形并達到冷作硬化,從而增強了鋼筋強度[4]。
2)鐓粗車削工藝
將鋼筋端部通過鐓粗模具擠壓至其外徑鐓粗,再經過梳刀車削制成螺紋。鐓粗變形使鋼筋端部高度變小橫截面積增大[5]。
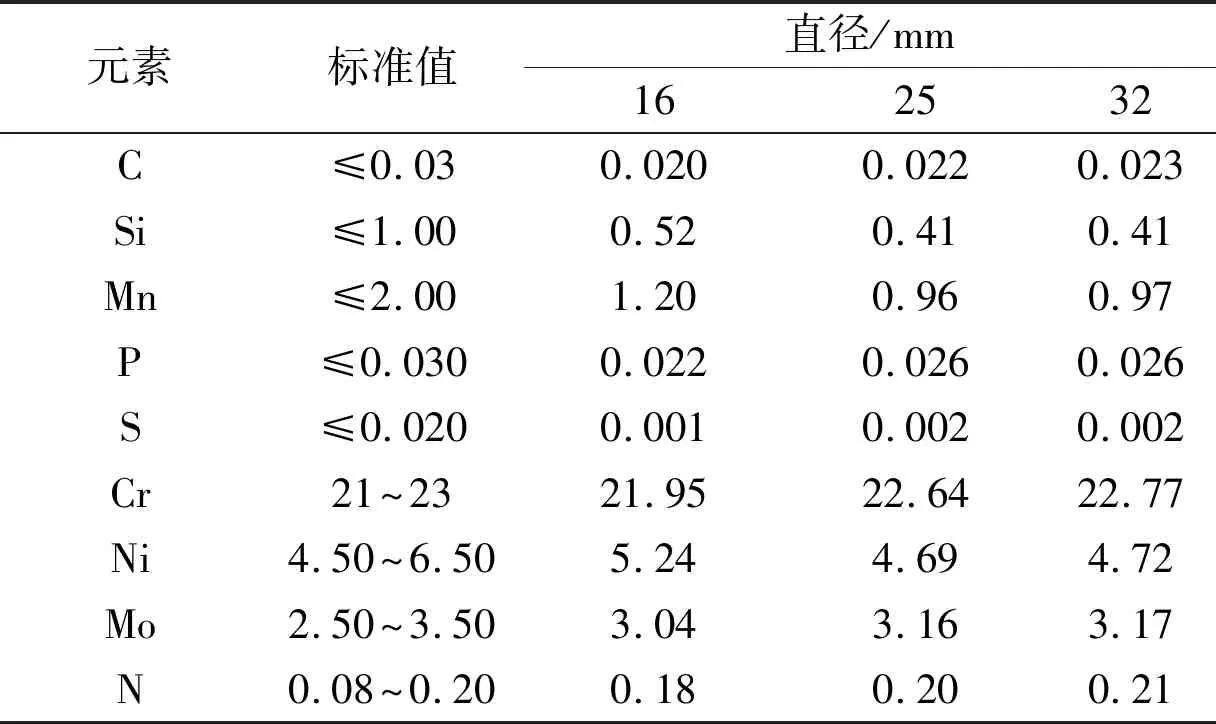
表1 試驗鋼筋的化學成分及標準(質量分數)Tab.1 Chemical composition of test rebars and standard (mass fraction) %
3)鐓粗滾軋工藝
將鋼筋端部經過鐓粗模具鐓粗后,再使用滾絲輪進行滾軋加工,將鐓粗和滾軋工藝結合,從而進一步增大鋼筋端部的力學性能。
套筒采用相同材料的不銹鋼棒材。將其車削成與套筒外徑相應的不銹鋼圓棒,再通過鋸切、鉆孔后形成管料,最后采用數控機床及以上直螺紋加工工藝加工成直螺紋套筒。
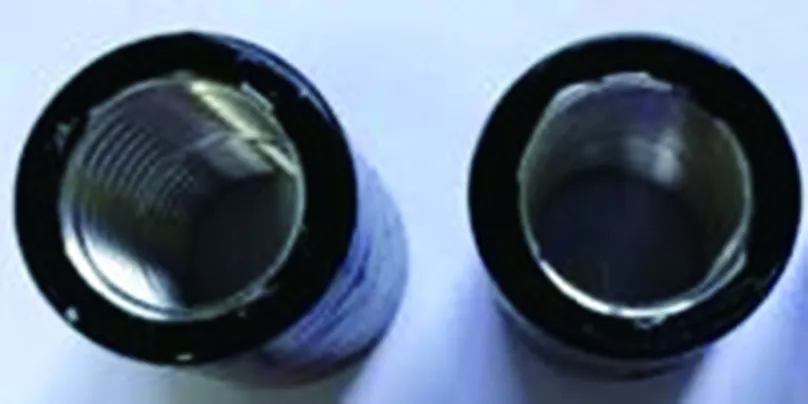
對采用不同工藝加工的套筒與絲頭進行螺紋連接,每一個套筒連接兩個絲頭形成一個接頭。試樣主要參數見表2。加工得到的不銹鋼鋼筋絲頭、套筒及螺紋連接后的接頭如圖1,圖2和圖3所示。
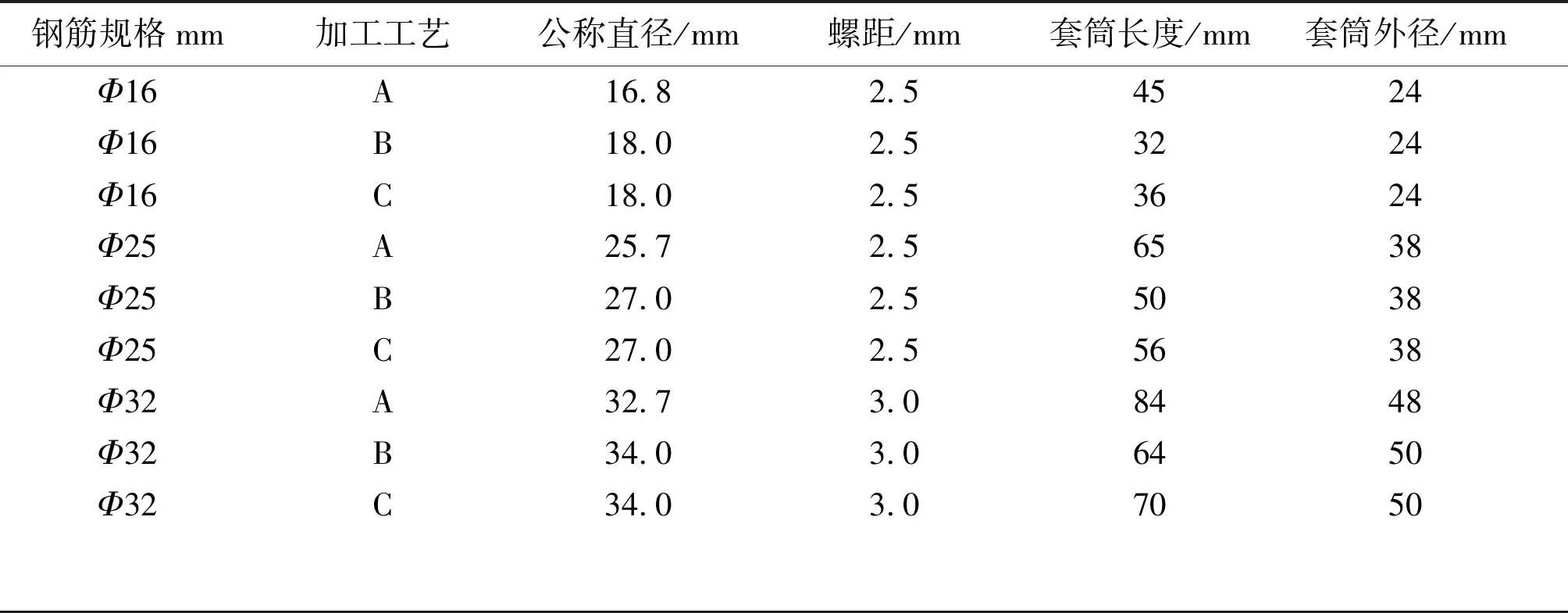
表2 試樣主要參數Tab. 2 Main parameters of specimens

(a) 工藝A

(b) 工藝B

(c) 工藝C圖1 不同加工工藝制備的絲頭Fig. 1 Threaded sectors prepared by different processing techniques: (a) process A; (b) process B; (c) process C
(a) 工藝A

(b) 工藝C

(a) 工藝A

(b) 工藝C
1.2 試驗方法
1.2.1 鹽霧試驗
鹽霧試驗在ATLAS CCX2000鹽霧試驗箱中進行,以pH為7的(50±5)g/L NaCl溶液采用連續噴霧的方式制造鹽霧。試樣放置角度與垂直方向成(20±5)°角[6]。將不同工藝加工的絲頭試樣(每種規格6個)懸掛于鹽霧腐蝕試驗箱中進行120 h的鹽霧腐蝕。試驗結束后,用稀鹽酸洗去其表面銹蝕層后烘干、稱量。然后,按式(1)計算腐蝕速率[7]。
v=(m0-m)/(ST)
(1)
式中:v為腐蝕速率,g/(m2·h);S為試樣表面積,m2;T為試驗時間,h;m0為試樣腐蝕前的質量,g;m為試樣腐蝕后的質量,g。
鋼筋絲頭的表面積的確定:對三種工藝加工的絲頭試樣(各6組平行樣)進行尺寸測量與稱量,按照鋼筋絲頭相關參數,運用PROE三維軟件繪制螺紋的三維圖形,然后通過面積測量功能對直螺紋鋼筋絲頭表面積進行分段測量和疊加計算,最終得出鋼筋絲頭的表面積。
1.2.2 腐蝕浸泡試驗
在(50±5)g/L NaCl溶液中對A,C型兩種工藝加工的不銹鋼直螺紋接頭進行浸泡試驗。另外,以相同工藝加工的絲頭(2個)和套筒(1個)作為對比樣,進行試驗。對比分析絲頭和套筒在未連接情況下的腐蝕質量損失之和,及絲頭和套筒連接形成接頭后的腐蝕質量損失。每種試驗條件下測3個平行樣,結果取其平均值。
試驗前將所有試樣的螺紋工作面清理干凈,并進行稱量,將其他部位工作面用防銹漆覆蓋后,再浸泡于(50±5)g/L NaCl溶液中120 h后取出,清除防銹漆和表面銹蝕層后烘干、稱量。
2 結果與討論
2.1 鋼筋絲頭的鹽霧試驗
以Φ16 mm不銹鋼鋼筋制成的絲頭為例,鹽霧試驗120 h后,A、B、C三種加工工藝制成的絲頭的宏觀形貌見圖4。
表3為根據式(1)計算得出的腐蝕速率。從表3中可以看出,采用工藝A與工藝C制成的絲頭的腐蝕速率較低,耐蝕性較好。在三種加工工藝中,平均腐蝕速率從大到小的順序為工藝B>工藝A>工藝C,可見采用工藝B制成的絲頭的耐蝕性最差。螺紋加工工藝對其他直徑鋼筋絲頭耐蝕性的影響也滿足以上結論。
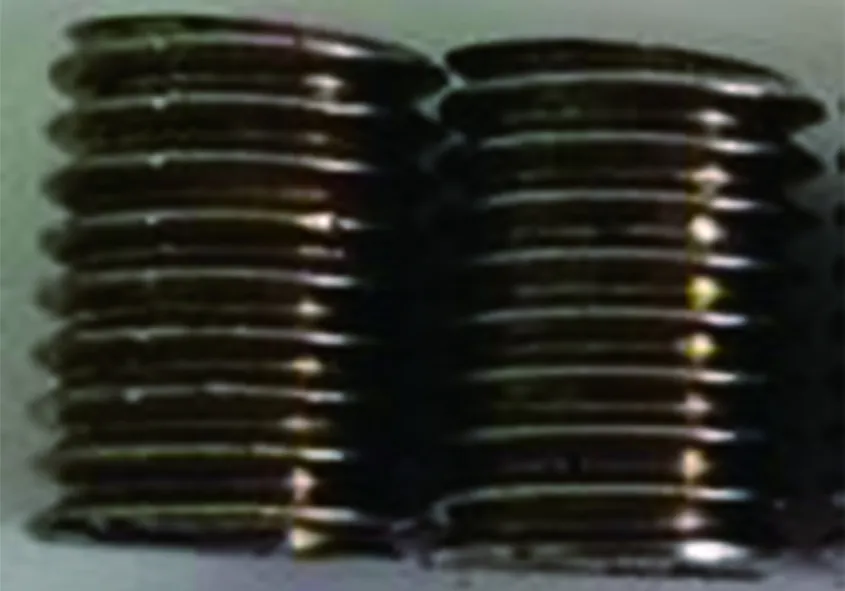
(a) 工藝A
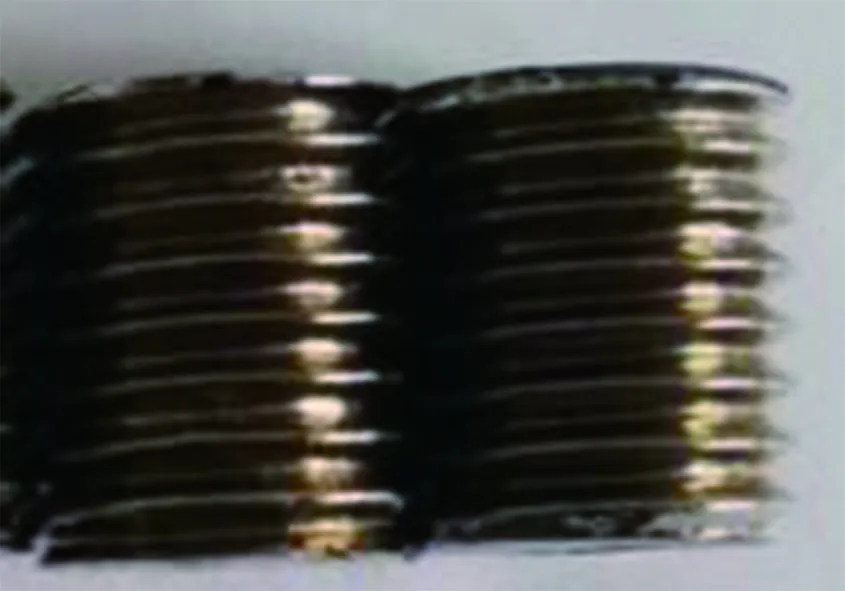
(b) 工藝B
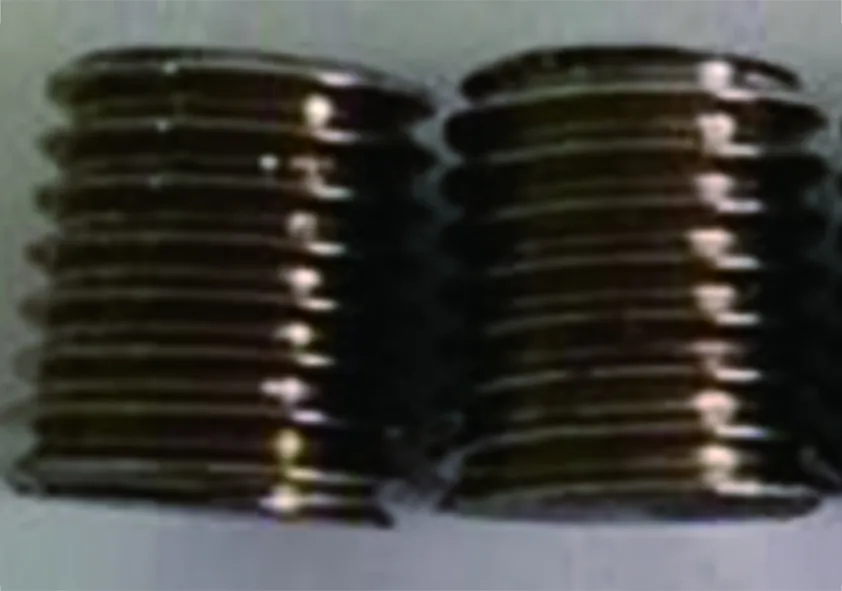
(c) 工藝C圖4 鹽霧試驗后不同工藝加工的絲頭的宏觀形貌Fig. 4 Macro morphology of rebar threaded sectors after salt-spraying test: (a) process A; (b) process B; (c) process C
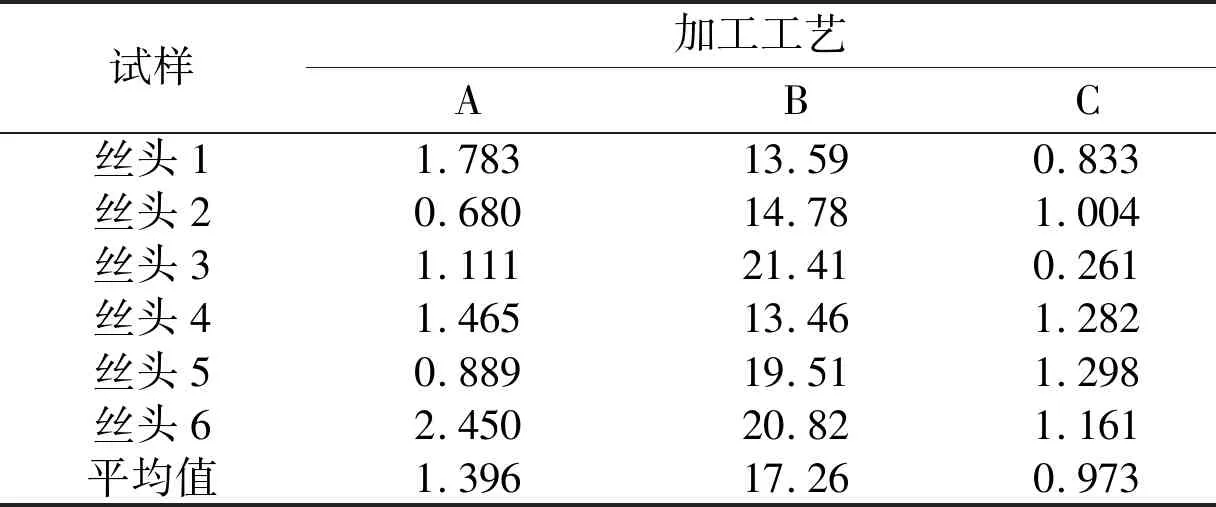
試樣加工工藝ABC絲頭11.78313.590.833絲頭20.68014.781.004絲頭31.11121.410.261絲頭41.46513.461.282絲頭50.88919.511.298絲頭62.45020.821.161平均值1.39617.260.973
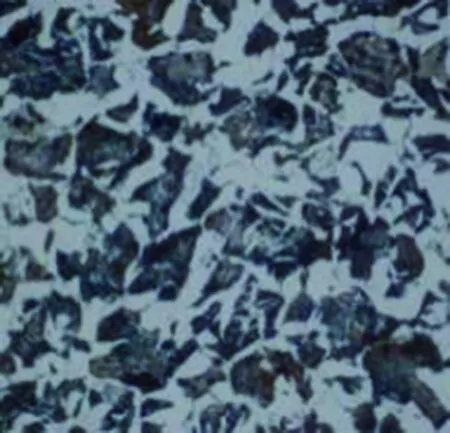
從圖5中可以看出,與鐓粗車削(工藝B)加工的螺紋組織相比,剝肋滾軋(工藝A)和鐓粗滾軋(工藝C)加工的螺紋組織較細小。滾軋成形是靠體積轉移和分配實現的,該方式可改善鋼筋表面的顯微組織,使晶粒細化,并最終得到纖維組織,改善了工件的力學性能[8],也相對提高了工件的耐蝕性。

(a) 工藝A
(b) 工藝B
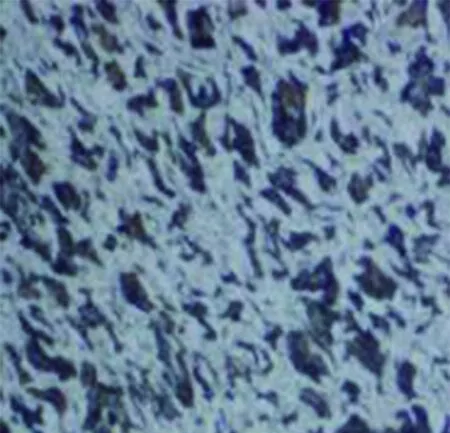
(c) 工藝C
2.2 螺紋接頭的耐蝕性能
不同工藝加工的試樣在NaCl溶液中腐蝕 120 h 后的宏觀形貌見圖6。

(a) 套筒,工藝A

(b) 絲頭,工藝A

(c) 螺紋接頭,工藝A

(d) 套筒,工藝C

(e) 絲頭,工藝C

(f) 螺紋接頭,工藝C
以Φ16 mm試樣為例,分別對A,C兩種工藝加工的絲頭(2個)與套筒(1個)腐蝕質量損失和,和螺紋接頭的腐蝕質量損失進行比較,共比較了3組試樣。表4為相同工藝加工的2個絲頭與1個套筒腐蝕質量損失和與螺紋接頭的腐蝕質量損失的差值。
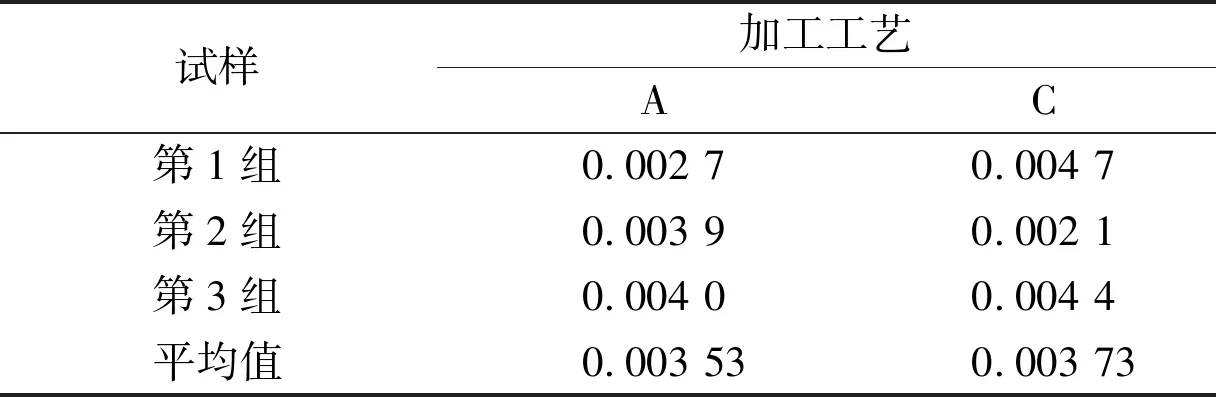
表4 腐蝕質量損失的差值Tab. 4 Difference values of corrosion weight loss
從表4中可以看出,兩種工藝加工的試樣經過120h浸泡試驗后,絲頭與套筒的腐蝕質量損失和減去對應接頭腐蝕質量損失的差值為正值,且平均值相差不大,說明采用工藝A與工藝C加工的螺紋接頭的耐蝕性相差不大,且耐蝕性均良好。但鐓粗滾軋加工工藝即工藝C還需要增加鐓粗加工機等相關設備,基于加工成本等因素的綜合考慮,優先選用剝肋滾軋工藝加工不銹鋼直螺紋接頭。
3 結論
(1) 對于2205不銹鋼鋼筋,采用剝肋滾軋加工方式及鐓粗滾軋加工方式制成絲頭的耐蝕性優于鐓粗車削加工方式制成絲頭的,且耐蝕性穩定。
(2) 通過剝肋滾軋及鐓粗滾軋兩種加工工藝制成的絲頭、套筒腐蝕質量損失和與對應的螺紋接頭腐蝕質量損失比較,相差不大,且都為正值,說明其耐蝕性好。但綜合考慮成本等其他問題,優先選用剝肋滾軋工藝作為直螺紋加工工藝。
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52