出坯區(qū)輥道輥面損傷原因分析與改善措施
2019-09-05 10:27:20史學亮周士凱馬莉莉
重型機械 2019年4期
關鍵詞:優(yōu)化
史學亮,周士凱,賀 琪,李 鵬,馬莉莉
(中國重型機械研究院股份公司,陜西 西安710032)
0 前言
F鋼廠的一臺雙流不銹鋼板坯連鑄機生產(chǎn)的鑄坯斷面為150/180 mm ×(500~850) mm,主要澆注300系列、409、430不銹鋼板坯。該鑄機出坯區(qū)輥道設備主要包括切割前輥道、切割下輥道、切割后輥道、去毛刺輥道、輸送輥道、移載機輥道、熱送輥道等,可直接熱送至軋鋼跨。連鑄機在投產(chǎn)一段時間后,切割后輥道至輸送輥道輥面均出現(xiàn)了不同程度的非正常損傷,降低了設備的使用壽命。
1 輥面損傷的原因分析
連鑄機主要參數(shù)如表1所示。出坯區(qū)輥道輥身直徑為Φ300 mm,輥身長為930 mm,輥道速度為30 m/min,輥子材質(zhì)為35鋼結構用無縫鋼管,不經(jīng)過調(diào)質(zhì)處理,采用空心光輥結構,內(nèi)部通水冷卻,干油集中潤滑,出坯區(qū)輥道部分參數(shù)見表2。
表1 連鑄機主要參數(shù)

表2 出坯區(qū)輥道部分參數(shù)
連鑄機正常停澆后觀察切前輥道,可以清晰的看到切割前輥道表面平滑光亮,未見劃痕和點蝕等損傷,出坯區(qū)輥道輥面的損傷集中出現(xiàn)在切割后區(qū)域,切割后部輥道表面在輥身周身存在多處較深的損傷痕跡,損傷寬度和深度呈現(xiàn)不均勻分布,有的損傷凹陷深度在3 mm以上,大部分損傷凹陷深度在0.3~0.5 mm左右,而有的損傷則沿輥身圓周分布,如圖1所示。由此可以判斷,鑄坯經(jīng)過火焰切割后,鑄坯外弧側產(chǎn)生的切割毛刺經(jīng)過輥道時與輥面發(fā)生了強烈碰撞和滑動摩擦,導致輥道表面留下較為嚴重的損傷。
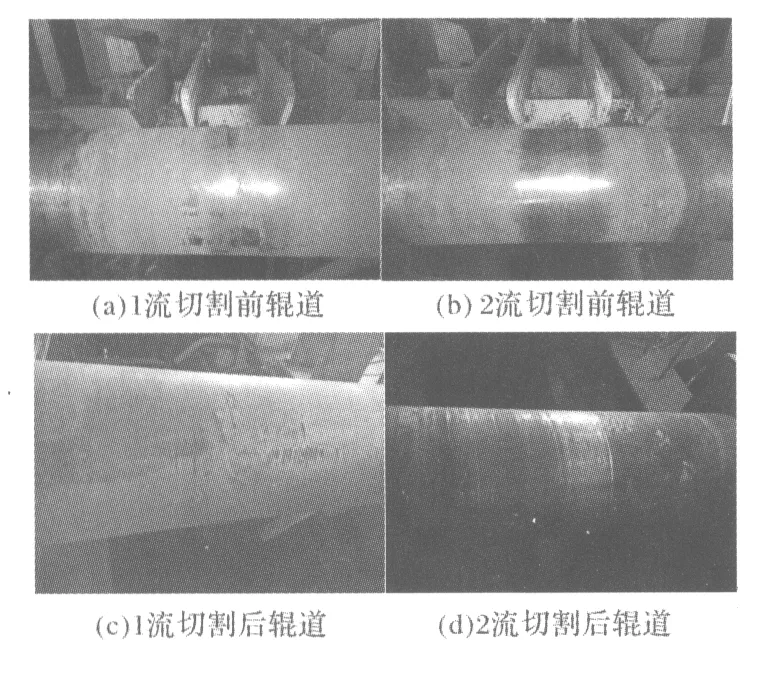
圖1 切割前輥道和切割后輥道的輥面損傷情況
1.1 二冷區(qū)內(nèi)外弧冷卻不均
該連鑄機正常澆注時,工作拉速范圍在0.9~1.1 m/min之間,切割后輥道間距為1.6 m,鑄坯定尺切割長度為10 m時,鑄坯同時由6~7根輥道驅動輸送。如圖2a所示,當鑄坯內(nèi)外弧因冷卻不均時鑄坯內(nèi)部產(chǎn)生應力,當外弧側冷卻強度大于內(nèi)弧側冷卻強度時,鑄坯切斷后應力釋放從而形成鑄坯兩頭向內(nèi)弧側上翹,此時鑄坯只能接觸靠近重心兩側的兩根輥子,當鑄坯沿拉坯方向移動時,鑄坯重心跨過某一根輥子后,鑄坯與遠離鑄坯重心的輥道脫離接觸,并與靠近鑄坯重心的輥道發(fā)生接觸,因此鑄坯在移動過程中兩頭均不斷上下抖動,鑄坯頭尾與輥面在接觸時因抖動而發(fā)生強烈的碰撞,尤其是鑄坯切割后外弧側毛刺快速冷卻變硬,當毛刺與輥面發(fā)生碰撞時,在輥面沿軸線方向留下分布不均的凹坑。
如圖2b所示,當內(nèi)弧側冷卻強度大于外弧側冷卻強度時,鑄坯切斷后應力釋放從而形成鑄坯兩頭向外弧側下彎,當鑄坯產(chǎn)生下彎變形時,鑄坯中間部分處于懸空狀態(tài),只有頭尾部分與輥子接觸,當鑄坯頭部剛剛接觸下一組輥道時,鑄坯外弧側毛刺首先接觸輥面,并克服自重進行爬升來跨過組輥道,此時只有外弧側毛刺與輥面接觸的小面積內(nèi)產(chǎn)生鑄坯前進的摩擦力,迅速冷卻變硬的毛刺在輥面圓周內(nèi)留下點狀分布的損傷,鑄坯尾部在移動過程中也存在同樣的問題。

圖2 鑄坯因冷卻不均產(chǎn)生翹曲變形示意圖
1.2 帶抱閘輥道制動
切割后輥道電機分兩部分,從表2出坯區(qū)輥道部分參數(shù)可以看出,切割后輥道前4組輥道電機無抱閘,后5組輥道電機帶抱閘。當定尺鑄坯未完全切斷前,切割后輥道處于斷電狀態(tài),帶抱閘輥道處于制動狀態(tài),定尺鑄坯邊切割邊移動,鑄坯先經(jīng)過前4組切割后輥道,由于后5組輥道電機抱閘此時處于制動狀態(tài),鑄坯頭部實際將被推送進該組輥道,與該組輥道第1根輥子產(chǎn)生滑動摩擦,進而加劇了毛刺對輥面的劃傷。
另外,激光檢測裝置在檢測到定尺鑄坯移動到下一組輥道上時,電氣控制裝置得到信號,對前一組輥道發(fā)出指令,電機停止運轉,抱閘制動。但是實際上此時鑄坯尾部并未完全脫離前一組輥道,尚處于后2根輥子之間位置,因此鑄坯尾部與鑄坯產(chǎn)生了相對滑動,同時也加劇了毛刺對輥面的劃傷,輥身表面沿圓周方向的劃痕便由此產(chǎn)生。
根據(jù)現(xiàn)場輥面實際損傷統(tǒng)計情況來看,帶抱閘輥子輥面的損傷面積和損傷程度要比不帶抱閘的輥子嚴重,這一現(xiàn)象也驗證了輥面損傷是由于鑄坯在帶有抱閘的輥子上發(fā)生滑動摩擦導致的。
1.3 鑄坯切割毛刺
鑄坯經(jīng)火焰切割機切斷后通常在外弧側會殘留毛刺,切割毛刺殘留量與切割機割嘴形狀、介質(zhì)壓力如燃氣壓力、預熱氧壓力和氧氣壓力等、鐵粉量以及割槍速度關系密切。如圖3a所示為鑄坯切割后外弧側毛刺狀態(tài),如圖3b所示為堆冷區(qū)鑄坯翻轉后外弧側毛刺狀態(tài),該廠生產(chǎn)的鑄坯經(jīng)火焰切割后割縫寬度達9 mm,從圖中可以明顯看出切割后鑄坯的毛刺殘留量比較多,鑄坯經(jīng)過多組輥道后毛刺被明顯壓平,說明該廠火焰切割機的切割參數(shù)有待優(yōu)化,在內(nèi)外弧冷卻不均勻導致鑄坯翹曲變形以及電機抱閘制動導致輥子不能自由轉動的雙重影響下,殘留的大量毛刺對切割后輥道輥面造成嚴重損傷。
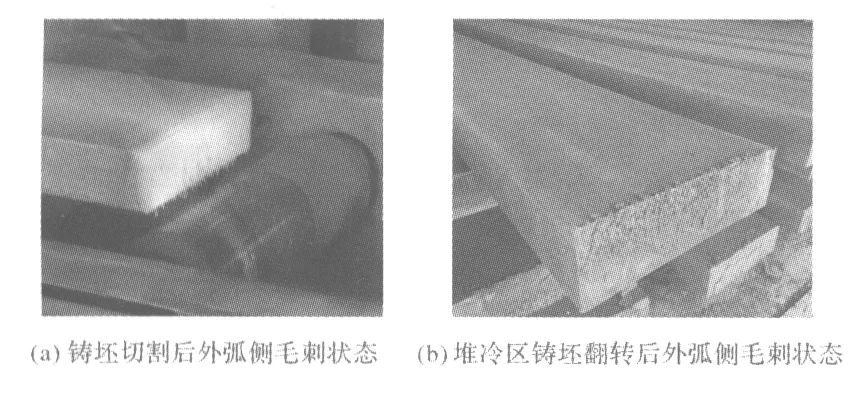
圖3 鑄坯切割后外弧側毛刺狀態(tài)
2 輥面損傷的改善措施
2.1 優(yōu)化二冷區(qū)冷卻參數(shù)
鑄坯的二冷區(qū)冷卻參數(shù)與鋼種、拉速密切相關,當鑄坯通過預先設定的冷卻參數(shù)生產(chǎn)后出現(xiàn)翹曲變形時,應根據(jù)實際情況及時調(diào)整冷卻區(qū)水量,達到內(nèi)外弧冷卻均勻的目的。比如該廠澆注J4鋼種時,拉速為0.8 m/min,鑄坯出現(xiàn)兩頭上翹變形,說明外弧冷卻強度大于內(nèi)弧冷卻強度,應加大內(nèi)弧冷卻強度,由此對二冷水量參數(shù)進行了優(yōu)化,優(yōu)化前后的二冷水量見表3,冷卻用水總量由274 L/min增加至280 L/min,優(yōu)化后基本消除了鑄坯翹曲變形。
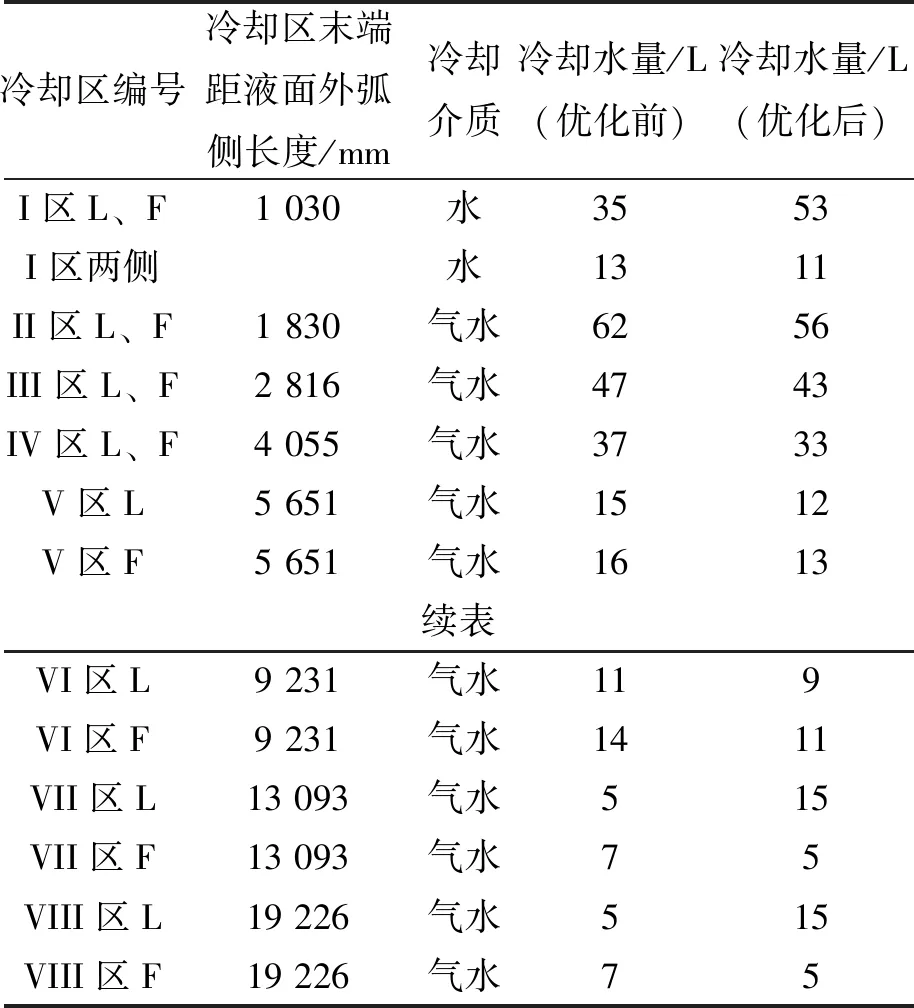
表3 二冷水表優(yōu)化參數(shù)
2.2 優(yōu)化電氣控制程序
優(yōu)化電氣控制程序,提前啟動下一組輥道的轉動,即當切斷后的鑄坯頭部在即將進入下一組輥道前,下一組輥道便開始轉動;同時延遲前一組輥道的停轉時間,即當切斷后的鑄坯尾部完全脫離上一組輥道后控制系統(tǒng)再讓電機斷電停止轉動,如此設置電氣控制程序可保證鑄坯與輥道接觸時產(chǎn)生滾動摩擦力帶動鑄坯沿拉坯方向移動,可避免鑄坯與輥道之間產(chǎn)生滑動摩擦;為了在鑄坯未切斷的事故情況下,仍能保證輥子在鑄坯帶動下發(fā)生隨動,拆除了電機的抱閘裝置,由此避免鑄坯在電機抱閘斷電制動狀態(tài)下,與輥道發(fā)生滑動摩擦而對輥面造成損傷。
2.3 優(yōu)化火切機切割參數(shù)
鑄坯經(jīng)火焰切割機切割后外弧側的毛刺殘留量應盡可能最少,以較少對鑄坯輥面帶來的損傷,切割毛刺殘留量與切割機割嘴形狀、介質(zhì)壓力(燃氣壓力、預熱氧壓力和氧氣壓力)、鐵粉量以及割槍速度關系密切。F鋼廠使用的切割參數(shù)為:丙烷壓力0.05 MPa,氧氣壓力1 MPa,預熱氧壓力0.15 MPa,割槍速度為2.0 m/min。經(jīng)過不斷調(diào)試,優(yōu)化后的切割參數(shù)為:丙烷壓力0.08 MPa,氧氣壓力1 MPa,預熱氧壓力0.3 MPa,割槍速度為2.5 m/min。當增大燃氣壓力,增加預熱氧壓力,適當提高割槍速度后,鑄坯的割縫由原來的9 mm減為7 mm,鑄坯的外弧側毛刺殘留量也得到明顯減少,從而降低了切割毛刺對鑄坯的損傷程度。
通過實施改善措施,該鑄機經(jīng)過一段時間的生產(chǎn)后,鑄機運行正常,切割后輥道表面未見大面積、嚴重的新增損傷。
3 結論
針對出坯區(qū)輥道輥面短期內(nèi)集中出現(xiàn)的損傷原因進行分析后,通過優(yōu)化鑄坯二冷區(qū)冷卻參數(shù),減輕了鑄坯因冷卻不均產(chǎn)生的翹曲變形,避免了由于翹曲變形導致鑄坯對輥面的強烈撞擊,通過優(yōu)化電氣控制程序,鑄坯頭尾兩端在輥道上運行時由滑動摩擦變?yōu)闈L動摩擦,降低了由于滑動摩擦對輥面帶來的磨損,通過優(yōu)化火切機切割參數(shù),減少了鑄坯切割毛刺的殘留量,減緩了毛刺對輥道輥面的損傷。實踐結果證明了提出的改善措施是合理的。
猜你喜歡
房地產(chǎn)導刊(2022年5期)2022-06-01 06:20:14
能源工程(2022年1期)2022-03-29 01:06:28
建材發(fā)展導向(2021年12期)2021-07-22 08:06:48
建材發(fā)展導向(2021年7期)2021-07-16 07:07:52
中學生數(shù)理化(高中版.高二數(shù)學)(2021年12期)2021-04-26 07:43:48
中學生數(shù)理化(高中版.高考數(shù)學)(2021年12期)2021-03-08 01:28:50
今日農(nóng)業(yè)(2020年16期)2020-12-14 15:04:59
消費導刊(2018年8期)2018-05-25 13:20:08
家庭影院技術(2018年4期)2018-05-09 07:07:41
電子制作(2017年20期)2017-04-26 06:57:45