管式法LDPE裝置反應壓力波動的分析及控制措施
2019-09-10 12:39:29張東升
E動時尚·科學工程技術 2019年9期
張東升
摘 要:反應器壓力的控制是高壓聚乙烯裝置控制中的一個重要工藝參數,反應器壓力波動會嚴重影響裝置的安全生產、產品性能和裝置的長周期運行。本文對引起反應器壓力波動的各個因素進行了分析,并提出了有效的預防及處理措施。
關鍵詞:反應器壓力;壓力波動;引壓管堵塞
中國石油化工股份有限公司齊魯分公司塑料廠低密度聚乙烯(LDPE)裝置采用荷蘭Stamicarbon公司無脈沖管式工藝,設計產能140 kt/a。隨著裝置運行時間的延長,許多制約裝置長周期運行和影響產品質量的問題逐漸顯現出來,其中反應器壓力波動問題已經成為影響裝置長周期運行的瓶頸之一。
一、反應器壓力波動的原因分析
1、反應器壓力引壓管堵塞造成反應器壓力波動。
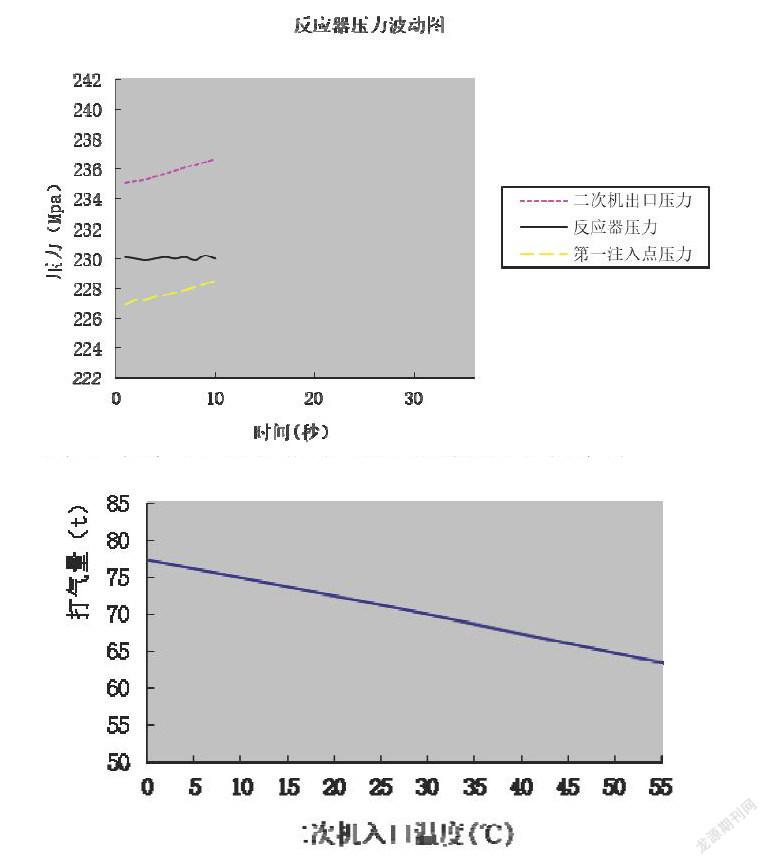
引壓管堵塞是造成反應器壓力波動的主要原因。由于反應器壓力的引壓管線過長,當裝置運行一段時間后,高壓乙烯會在引壓管線內自聚,形成超大分子聚合物,會堵塞引壓管線。此時不能測量出反應器內的真實壓力,測量值會比實際值滯后,如圖示,PCE101在自動控制時,在0-10秒這段時間,由二次機出口壓力和第一注入點的壓力可看出,反應器真實壓力在逐漸升高,而反應器壓力測量值卻顯示不變,當反應器壓力增大到一定值時(在10秒時),引壓管突然被吹通,反應器壓力立即反應為真實壓力,壓力突然升高,此時由于反應器出料閥投自動,壓力出現大幅波動。此圖描述是反應器壓力小幅波動,若引壓管堵塞嚴重,長時間無法反映真實壓力,致使反應壓力過高,壓力大幅波動,導致聯鎖停車,嚴重時會損壞設備。
2、二次機打氣量的變化會引起反應器壓力波動
由于二次機出口乙烯氣體全部給反應器,二次機打氣量發生變化,將引起反應器內乙烯氣體量的變化,將直接導致反應壓力的變化,若不及時調整,會引起二次機出入口、反應器、高循系統壓力的惡性循環,最終導致反應器壓力過高,聯鎖停車。引起二次機打氣量變化的主要原因是二次機入口溫度和壓力的變化。
二次機入口溫度與二次機打氣量關系(壓力25MPa情況下)如圖:
由圖可知:二次機入口溫度低,打氣量大,入口溫度低,打氣量小。影響二次機入口溫度變化的主要情況是高循脫垢操作和環境溫度變化。高循脫垢時,由于高循換熱器的頻繁切換和頻繁的生降溫,導致高循系統溫度變化,引起K103入口溫度TIB102大幅波動,從而造成K103打氣量波動,引發反應壓力波動。當環境溫度發生急劇變化時,二次機入口溫度也會隨之變化,若高循系統不能及時調節,也會造成反應器壓力波動。
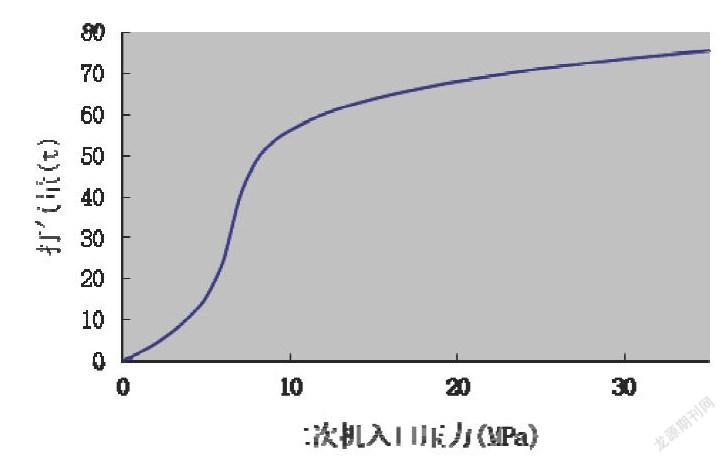
二次機入口壓力與二次機打氣量關系(壓力25MPa情況下)如圖:
由圖可知:二次機打氣量隨入口壓力增大而增大。二次機入口壓力受一次機出口壓力和高循壓力影響,若一次機出現故障或高循系統堵塞也將導致二次機入口壓力波動,造成反應器壓力波動。
3、反應器內物料流動狀況對反應壓力的影響
根據流體動力學壓降公式:
ΔP=λ*ι*ρ*u2/2d
可知,流體在流動過程中因克服內摩擦而消耗能量,當流體粘度增大,流動阻力會增加,壓降增大,反之粘度減小,壓降減小;同時流動摩擦因數λ改變也會影響壓降ΔP的變化。在本裝置流體粘度主要受物料熔融指數影響,而摩擦因數與反應器粘壁狀況有關。生產中因物料流動情況改變而引起反應壓力變化的有以下幾種情況:
(1)反應器在脫垢時由于反應器內粘壁狀況發生改變,脫垢后物料流動變暢,流動摩擦因數變小,反應器壁和反應器入口單向閥對物料流動阻力減小,使整個反應器壓降減小,此時反應壓力如調節不及時會大幅下降。
(2)反應水溫度過高或過低對壓力均有影響。溫度過低聚乙烯粘度增加,流動阻力增大,靠近管壁側流動變慢,壓降增大,壓力上升;反之溫度過高,聚乙烯粘度減小,靠近管壁側流動變快,流動阻力減小,節流現象減少,壓力下降。
(3)切換牌號時,由于產品熔融指數的改變,特別是由低指數向高指數切換時,指數變化比較大,物料粘度降低,反應器器壁結垢狀況也相應發生改變,流動阻力減小,此時如不及時調整會引起壓力下降。
4、設備故障對反應壓力的影響
因設備原因造成反應器壓力波動主要有兩種情況:一是反應器出料閥發生故障。因反應器出料閥直接控制反應壓力,它發生故障直接會導致反應壓力大幅度波動,反應出料閥發生故障有多種情況,涉及到儀表等多方面,這里不做深究。二是二次機K103發生故障。K103發生故障會引起打氣量發生變化,也影響到反應壓力波動。
二、優化日常操作,減少反應器壓力波動:
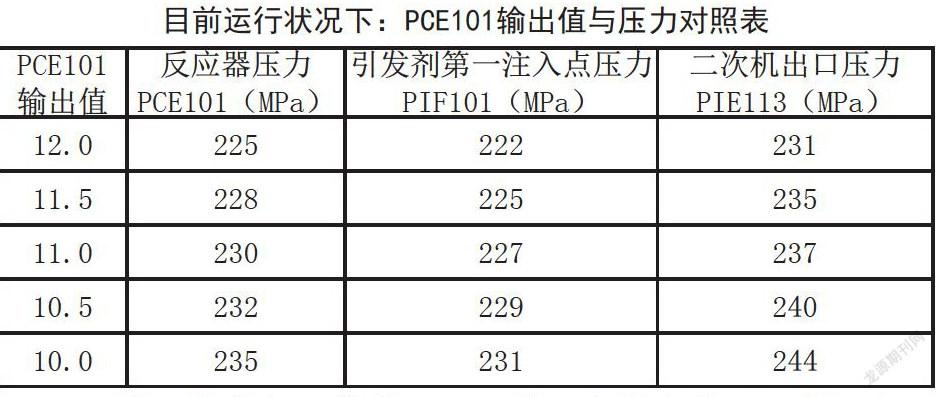
1、當反應器壓力引壓管線出現堵塞時,反應壓力測量值已經不能真實反映反應器的真實壓力,測量值較實際值滯后。此時可根據引發劑第一注入點壓力PIF101和二次機出口壓力PIE113作為參照來控制反應壓力。
以上是反應器引壓管堵塞不嚴重時的操作,當引壓堵塞嚴重時,必須停車吹掃引壓管。
2、當二次機入口溫度TIB102發生大幅變化時,會引起二次機打氣量發生變化,最終導致反應器PCE101壓力發生變化:TIB102↑ → PCE101↓;TIB102↓ → PCE101↑。基于以上規律,適時對高循換熱器進行高循脫垢操作,并盡力維持高循系統溫度,確保二次機入口溫度保持穩定。
若二次機入口溫度已出現大幅波動時,要將反應器壓力PCE101切換到手動,穩定住反應壓力,待二次機入口溫度趨于穩定時,再將PCE101投自動。
3、反應器脫垢時的相應操作。反應器脫垢時,反應水溫由160℃升至200℃,反應器壁結垢會逐漸沖刷掉,物料流動阻力減小,當PCE101手動控制且輸出值不發生變化時會出現壓力下降,而且脫垢效果越好,PCE101壓力下降越大。此時應及時調整PCE101輸出值,將其關小,以免發生壓力過低而觸發聯鎖。
4、反應水溫對反應器壓力也有一定影響。反應器冷卻水溫度控制不能過低,反應水溫低,冷熱流溫差大,換熱效果好,但反應水溫過低,會導致管內聚乙烯粘度增大,流動阻力會上升,造成管路壓降上升,引起反應器壓力上升,對于不同MI的產品允許最低反應水溫度:
MI > 1時? 允許最低水溫 140℃
MI ≤ 1時? 允許最低水溫 150℃
5、切換牌號時,由于產品熔融指數發生改變,管道物料粘度發生改變,從而造成管道自身節流情況發生改變,壓力發生變化。當由低指數切換成高指數時壓力會下降,應適當開大PCE101輸出值,當由高指數切換成的指數時壓力會上升,應適當關小PCE101輸出值,以保證壓力控制平穩。
6、當PHVE101發生故障及K103發生故障時,反應器壓力會發生大幅波動,直接導致聯鎖停車。此時主要注意反應溫度的變化,防止溫度過高引起高溫分解。
三、結論
反應器壓力波動是制約高壓聚乙烯裝置長周期運行重要因素之一,甚至會引起重大安全事故的發生。由于影響反應器壓力的因素有很多,在同類同高壓裝置中也存在不同問題,影響不盡相同,在以上分析中有很多缺陷和不足,只有通過不斷地分析、研究找出更好地解決辦法,進一步優化生產操作穩定好反應壓力,提高裝置長周期運行。
參考文獻
[1]《化工原理》徐文熙
[2]《高分子化學》潘祖仁
[3]《高壓裝置出國培訓資料》
[4]《齊魯LDPE裝置培訓資料》、
[5]《LDPE裝置工藝技術規程》