滌綸短纖后處理聯合機電氣控制系統研究
2019-09-10 07:22:44杜英杰
河南科技 2019年7期
杜英杰

摘 要:本文主要介紹滌綸短纖后處理聯合機的電氣控制系統。該控制系統采用多單元同步調速,PLC上位機控制,通信采用ProfibusDP、Profinet網絡,實現生產數據傳輸、信息的交換,使生產過程自動化、操作可視化、管理遠程化,實現高效節能、高產優質和環保綠色的生產。
關鍵詞:滌綸短纖后處理;多單元同步;PLC;Profinet;工控機
中圖分類號:TQ342 文獻標識碼:A 文章編號:1003-5168(2019)07-0080-03
Abstract: This paper mainly introduced the electrical control system of polyester staple fiber post-processing combined machine. The control system adopts multi-unit synchronous speed regulation, PLC upper computer control, and ProfibusDP and Profinet network for communication to realize production data transmission and information exchange. Make its production process automation, operation visualization, remote management, to achieve high efficiency, energy saving, high yield, high quality and environmental protection green production.
Keywords: polyester staple fiber post-processing;multi-unit synchronization;PLC;Profinet;industrial computer
滌綸短纖后處理設備是將前紡形成的聚酯纖維束(原絲),經過集束、水浴、牽伸、定型、卷曲、上油、烘干、切斷、打包等一系列加工處理,使之成為具有所需要強度、彈性的滌綸短纖維。其生產設備一般包括集束架、導絲機、浸浴槽、第一牽伸機、水浴牽伸槽、第二牽伸機、蒸汽加熱箱、第三牽伸機、緊張熱定型機、冷卻噴淋、疊絲機、卷曲預熱箱、卷曲機、輸送鋪絲機、松弛定型機、曳引張力機、切斷機和打包機。
1 滌綸短纖后處理聯合機電氣控制系統簡介
滌綸后處理生產線的傳動特點為大功率、多單元、恒張力。在交流變頻技術廣泛應用之前,多采用直流電機+機械長邊軸+多減速機,結構復雜、調速精度低等。當前的傳動采用多單元變頻傳動,選用大整流-直流母線-多逆變器共直流母線技術,解決了生產線設備大、單元多、牽伸段間張力恒定、牽伸機間絲束倒拖等問題。傳動單元主要由導絲機、第一牽伸機、第二牽伸機、緊張熱定型(I,II,III)、第三牽伸機、三棍牽引機和卷曲機構成。控制主要由工控機和PLC控制。其中,工控機實現系統的人機對話功能,對生產過程進行控制和監視、完成網絡組態、建立過程數據庫、建立流程畫面、編制各種報表、更改設計控制程序、對設備運行狀態和工藝參數設置及生產運行狀態的監控;PLC擔負著系統的信號處理、邏輯運算、回路控制。PLC與上位機、操作員站、變頻器、現場I/O站通過現場總線連接在一起,實現彼此的信息交換[1]。
2 網絡通信功能實現情況
滌綸短纖后處理控制系統網絡分為四層:生產管理INTNET、上位機監控PROFINET、現場控制層Profibus和設備層。滌綸短纖后處理控制系統網絡架構如圖1所示。
2.1 生產管理層
生產企業管理人員通過以太網將辦公電腦與生產線工控機相連,可以實時地了解設備的運轉狀態、運行參數、工藝參數,并查閱歷史數據,對產品進行預測、統計和分析,為生產優化提供數據保證。
2.2 上位機監控
上位機監控可以實現系統的人機對話功能,對生產過程、網絡組態、過程數據庫、流程畫面、各種報表、設計控制程序、設備運行狀態、工藝參數設置及生產運行狀態進行整體監控。通過不同級別的密碼權限完成工藝參數輸入、存儲和修改及溫度參數的設定,實現生產過程中各設備參數監控、故障的記錄,以及生產報表生成、存儲及打印等功能。通過以太網與上層連接,通過總線與下層控制器連接,為工廠的智能化管理提供條件[2]。
2.3 控制層
PLC擔負著系統的信號處理、邏輯運算、回路控制。PLC與上位機、操作員站、變頻器、現場I/O站通過現場總線連接在一起,實現彼此的信息交換。將分散運動控制、速度控制、位置控制、過程控制、通信設備和集中操作與信息綜合管理結合在一起,對生產過程中的各項工藝參數及設備故障狀態實施過程監控,把各設備的參數設定、控制指令傳送到各執行裝置。實現生產線柔性化控制,根據不同絲束品種的需要調整工藝條件,適宜生產不同模量、不同伸長、不同強度的滌綸短纖維。同時,更符合節約能源、減少排放、降低勞動力成本和維護所需的停機時間,從而確保始終如一的品質和高效的生產率。完成浸油槽、水浴槽、蒸汽加熱箱、冷卻噴淋、閃蒸系統等設備的溫度、流量、壓力PID調節控制,對聯合機的繞輥、急停、蒸汽箱開蓋停噴、各電氣故障等設置可靠的連鎖功能。
2.4 設備層
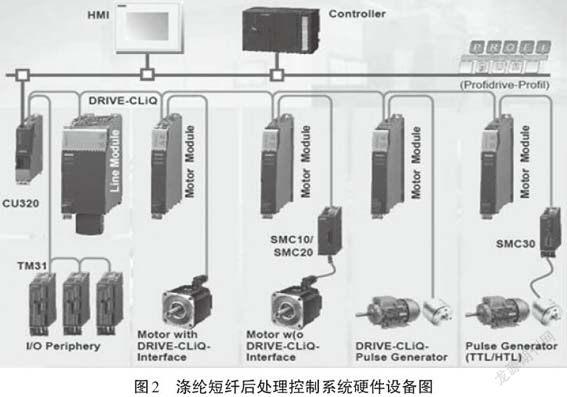
設備層擔負著整個系統的信號采集、動作完成等任務。設備層(見圖2)主要包含各種檢測傳感器、儀表、電機、執行器。設備層元件就近連接到現場I/O從站,從站與控制層主站通過Profibus DP或PROFINET總線完成電氣連接,實現現場操作及檢測信號就近連接,大大簡化了電氣至現場電纜敷設及施工,提高系統的可靠性,大幅度縮短信號傳送距離,從而減小信號受干擾程度[3]。
為滿足化纖行業對于可用性高、能源效率高、操作和維護簡便以及投資安全保障的要求,針對滌綸短纖生產工藝特點,目前滌綸短纖設備主要應用西門子全集成自動化TIA解決方案,選用最先進的SINAMICS S120傳動產品,滿足滌綸生產線運行速度和穩定性等嚴苛的要求。選用SIMATIC家族中S7-400和STEP 7編程軟件,上位機使用SIMATIC WINCC組態軟件,生產過程的通訊采用Profibus或PROFINET網絡傳輸。
3 自適應功能實現情況
滌綸短纖后處理生產傳動控制系統是一個控制點多、結構非常龐大的系統,需要控制的部件包括導絲輥、牽伸機、卷曲機、鋪絲皮帶、輸送帶、張力輥和切斷機等。生產過程數據控制系統是由集束、牽伸、卷曲、烘干、切斷、打包、輸送等連續復雜過程組成的多變量、多參數系統。由于影響傳動系統的因素很多,如張力、速度、電流、電壓等,因此,設置時需要考慮負載的不確定性。單元之間速度同步有很高的精度要求,否則會影響正常生產,有可能造成斷絲。S120是集V/F控制、矢量控制、伺服控制為一體的多軸驅動器,適應高性能復雜多機傳動,具有模塊化的設計,具備傳動精度高、響應速度快、生產平穩等優點。
控制系統采用基于SIMATIC S7-400 PLC的PCS 7過程控制系統,配以具有極高處理速度、強大通訊性能的CPU。S7-400作為中央控制單元,利用PROFIBUS-DP現場總線協議通信格式實現PLC與變頻器的通信功能,提高系統抗干擾能力并減少接線。采用穩定可靠、帶有PROFIBUS-DP接口的MP277操作屏進行現場操作,可以直接接入DP網絡中,滿足生產過程中對可用性高、能源效率高、操作和維護簡便以及投資安全保障的要求,減少不必要的能源消耗,減少斷絲的發生,減少生產停機情況,提高產能。
上位機系統采用客戶機/服務器結構,其中客戶機用于對現場控制設備的監視和操作,服務器可完成生產過程的數據記錄與歸檔。操作員站、工程師站和自動化系統站與控制系統之間采用西門子PROFI NET,通信速率高,有效保證了海量數據高速傳輸的需求,在環形網絡的某一個節點出現故障時,環形網絡會在0.3s內重建通訊通道。控制系統猶如工廠中的“神經中樞”,管理著生產過程中的每一個環節。而過程中配備的每一個自動化過程儀表,擔負著數據采集等工作。
自動化過程儀表遍布在生產過程中,過程儀表在變溫控溫、流量監測、過程控制中扮演著重要角色,利用更多的測量、自動化、控制和調節手段,集成的模塊化和擴展性的執行器、傳感器和控制器等所有自動化組件的無縫協同,必將成為企業的最佳選擇。
4 結語
鄭州紡機工程技術公司是世界上三大滌綸短纖設備制造商之一,滌綸短纖后處理聯合機經過四十多年的演變,其生產能力不斷提高,生產工藝要求不斷更新,電氣控制系統一方面隨設備及工藝要求而更新,另一方面隨傳動技術、通訊技術、網絡技術的發展在變化。隨著“中國制造2025”智能制造時代的到來,我國將不斷更新滌綸短纖設備控制系統,提高國產設備的技術水平和競爭力,促進化纖行業的技術進步,使我國纖維生產企業獲利。
參考文獻:
[1]袁孜.從工業時代進入信息時代:自動化領域的一些變革[J].成都電子機械高等專科學校學報,2006(1):33-36.
[2]李繼容,鮑芳,何湘初.以太網在工業自動化領域的應用及研究[J].計算機應用研究,2002(9):126-128.
[3]陳久春.工業電氣自動化領域數字技術的應用與創新[C]//中國武漢決策信息研究開發中心,決策與信息雜志社,北京大學國家發展研究院.科技研究:2015科技產業發展與建設成就研討會論文集(下).2015.
