某車型前門焊接工裝控制氣路設計
2019-09-10 07:22:44代巍鄭武
大眾汽車·學術版 2019年4期
代巍 鄭武

摘要:為實現某車型前門焊接工裝的焊接工藝需求,設計其控制系統,并給出控制系統原理回路圖。其設計的控制系統采用純氣路控制形式,利用氣缸夾緊到位相關信號并入整個邏輯控制系統中,保證了控制回路層次分明,機構執行動作的準確性,以滿足現場生產需求,其設計為此類型焊接工裝控制系統的設計提供參考。
關鍵詞:焊接工裝;工藝動作;控制氣路;檢測開關
我國汽車產業快速發展,汽車制造業水平有了很大的提升。車門是汽車的組成部分,因此其焊接工裝設備是汽車制造中的關鍵設備,在汽車生產制造起著至關重要的作用。其中,氣路控制系統是焊接工裝的重要組成部分,它通過一定的控制元器件組成的邏輯控制系統來實現焊接工裝各執行機構的工藝動作,從而實現對車體零部件的定位、夾緊以及傳輸。本文以某公司開發的某種車型前門焊接工裝為例,設計其氣動控制系統,為焊接工裝控制系統設計提供參考[1-3]。
1焊接工裝系統
1.1 夾具結構
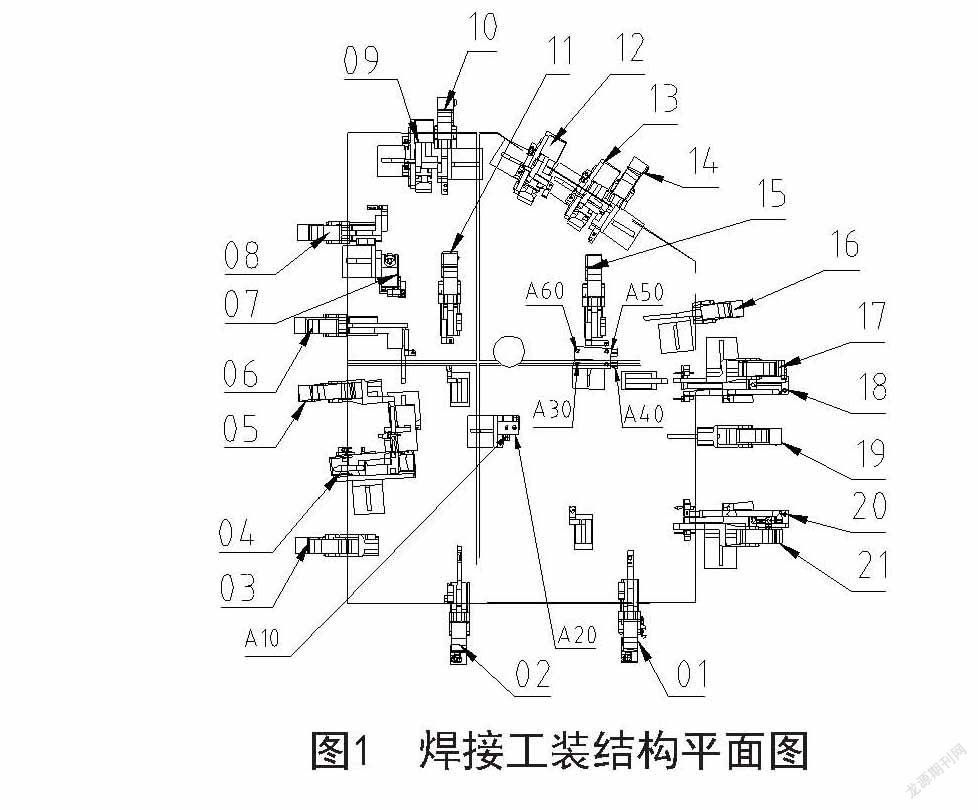
焊接工裝系統由兩部分組成:機械結構部分及氣路控制部分,其機械結構部分見圖1,機械部分實現對零件進行定位和夾緊,而氣路部分是機械部分實現功能的控制載體,本拼臺需要焊接的零件:前門內板、前門鉸鏈加強板總成、前門內板窗臺加強板、前門密封條導槽、前門鎖加強板、前門鉸鏈加強板總成。
1.2 夾具工藝動作
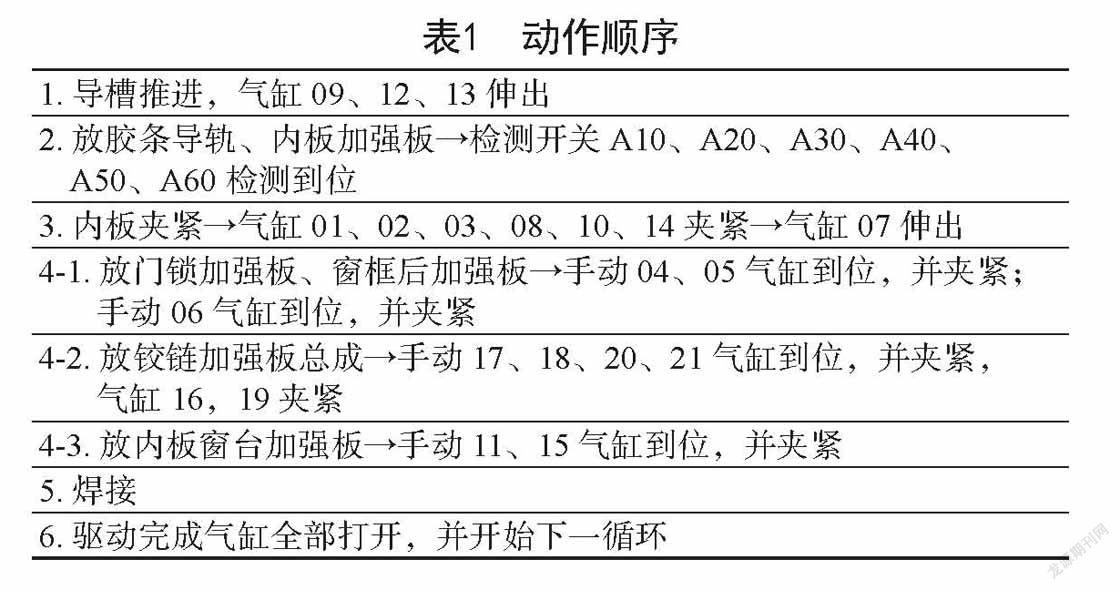
根據圖1工裝結構,給出焊接工裝的氣缸定位夾緊功能:氣缸09、12、13為滑移,氣缸01、02、03、08、10、14夾緊內板,氣缸07作為定位銷,氣缸04、05、06定位夾緊門鎖加強板、窗框后加強板,氣缸16、17、18、19、20、21定位夾緊放鉸鏈加強板總成,氣缸11、15定位夾緊放內板窗臺加強板,檢測開關A10、A20、A30、A40、A50、A60用于檢測零件,其要求的動作順序見表1。
2氣動控制系統設計
汽車焊接工裝的氣動控制系統一般分三種:純氣控、電氣控制以及PLC控制系統。純氣控制系統是利用氣源(壓縮空氣)作為工作介質,通過使用氣管將氣控閥及相關控制邏輯元件連接,組成具有相互邏輯關聯的控制系統;電氣控制系統主系統是通過氣源作為工作介質來驅動執行機構動作,而控制部分由電器開關元件與電磁閥的線圈組成,通過電器組成的邏輯電路來控制電磁閥的換向,實現執行機構動作;PLC控制系統的主系統是利用氣源作為介質驅動執行機構動作,而控制系統是通過PLC來控制。前兩種適用于小規模控制系統,PLC控制系統適用于中、大規模控制系統。本文采用純氣動控制形式,此種控制系統在一些特殊環境下,如高溫、易燃易爆、對電氣設備易造成損壞的潮濕、腐蝕等環境,應用優勢較為明顯[4-6]。
2.1 零件漏裝控制設計
焊接夾具要求焊接的內板有鉚釘,在裝件過程中,經常出現漏裝的情況,且鉚釘零件體積較小,員工在取件時不易發現。因此在控制中必須設計防漏裝,以避免員工在操作的過程中,拿錯零件焊接,造成損失情況。
根據零件特征及夾具結構,運用帶常開功能行程檢測開關實現零件防錯,此種檢測開關為滾輪杠桿式機械接觸檢測,見圖2,它具有安全可靠、易維護特點。文中所焊內板有6個鉚釘需要檢測,因此采用6個檢測開關A10、A20、A30、A40、A50、A60串接,通過此6個檢測開關,控制系統如未檢測到鉚釘,即使完成零件安裝,按開始工作按鈕,夾緊內板的焊接夾具不會有任何動作,從而可達到防漏裝的要求。
2.2 氣缸信號輸出處理
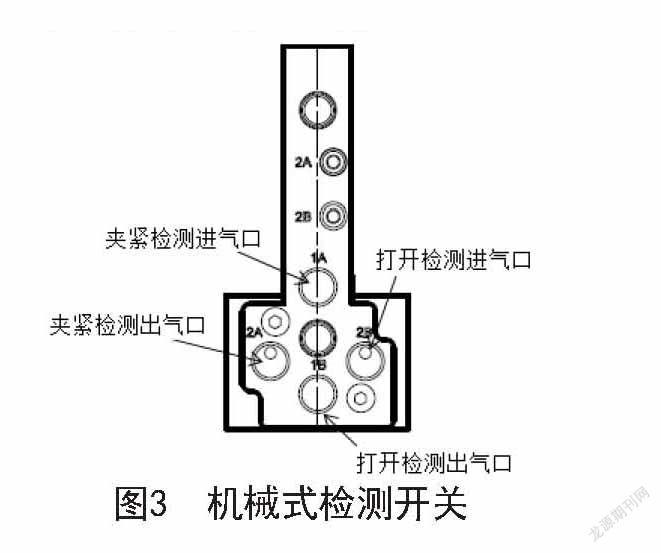
為了實現焊裝夾具的閉環控制,必對夾具的關夾或氣缸的伸縮狀態進行信號輸出處理。本設計中夾緊氣缸采用的是UNIVERS品牌氣缸,此類型夾緊氣缸為一體式夾緊器,自身帶有氣動式檢測開關,見圖3,其中,1A口為夾緊檢測進氣口,當夾緊器夾緊到位時,2A 口輸出氣信號,1B為打開檢測進氣口,當夾緊器打開到位時,1B 口輸出氣信號;伸縮銷機構驅動氣缸為普通導向桿方形氣缸,采用圖2類型機械式檢測開關。
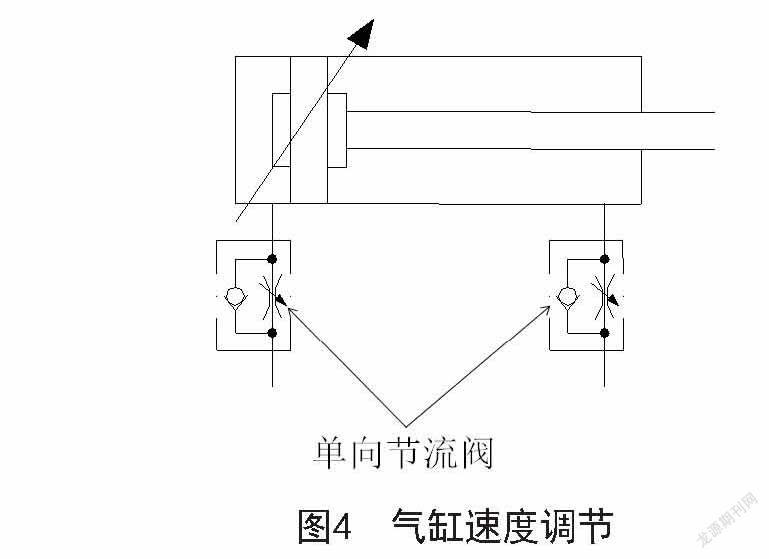
2.3 氣缸速度控制
一般焊接車間使用的氣源壓力在0.5-0.65MPa,焊接夾具在動作的過程中,產生的動能較大,會對氣缸形成沖擊,因此為減小夾具動作過程對氣缸本體的沖擊,延長其使用壽命,需在氣缸進出氣口安裝單向節流閥,本設計中采用排氣節流式的單向節流閥來調節氣缸的速度,見圖4。
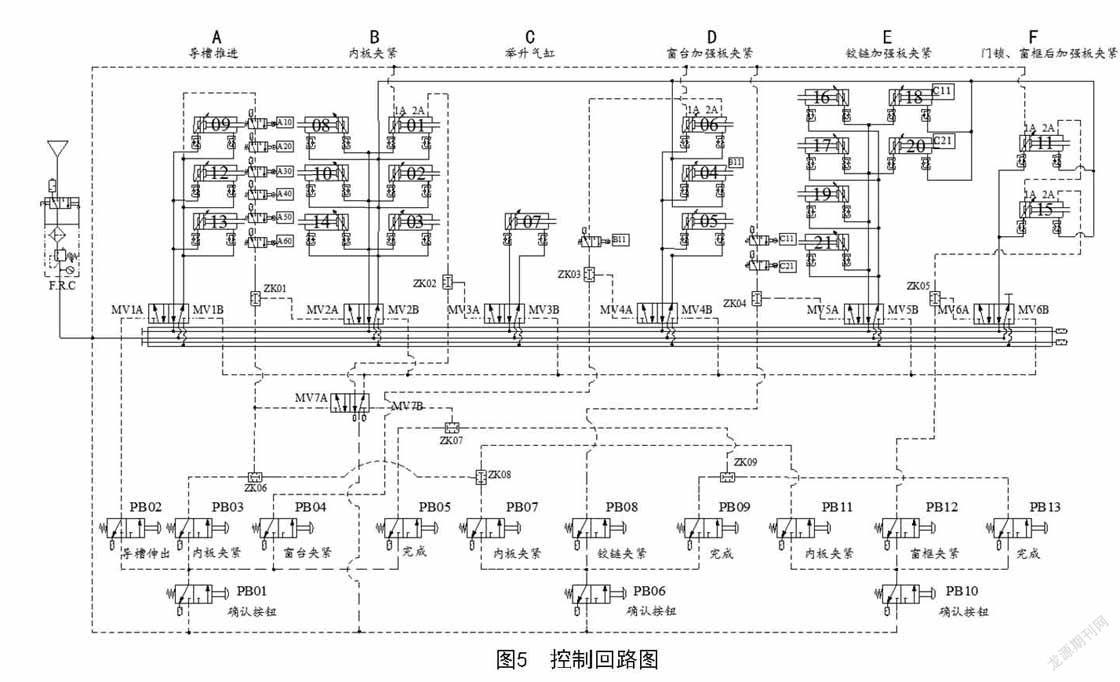
2.4 控制回路設計
根據表1,焊接工裝執行機構的動作是嚴格遵循焊接工藝流程順序動作,其動作間不能存在相互的干擾信號,而且必須有互鎖條件,設計其控制回路圖見圖5,其工作原理如下。
2.4.1 工作開始
(1)按PB01、PB02按鈕,氣源控制信號傳輸到氣控閥MV1A處,使之處于左位,A組推進;
(2)安裝內板零件,夾具檢測到鉚釘,開關A10、A20、A30、A40、A50、A60檢測到位,按PB01、PB03;PB06、PB07 ;PB10、PB11按鈕,氣源控制信號通過邏輯閥ZK01、ZK06、ZK08傳輸到氣控閥MV2A,使之處于左位,B組氣缸夾緊,同時推動處于左位;
(3)B組氣缸夾緊到位,01氣缸夾緊到位,控制氣源通過邏輯閥ZK02與MV7閥,將信號傳輸到MV3A處,使之處于左位狀態,C組氣缸夾緊;
(4)B組氣缸夾緊到位,D組04、06兩個氣缸出氣口處于斷 氣狀態,安裝窗臺加強板,并手動關夾此兩個氣缸,使之夾緊到位信號接通,按PB01、PB04按鈕,控制信號通過邏輯閥ZK03傳輸到MV4A處,并使之處于左位狀態,D組氣缸夾緊;
(5)B組氣缸夾緊到位,E組18、20兩個氣缸出氣口處于斷氣狀態,安裝鉸鏈加強板,并手動關夾此兩個氣缸,使之夾緊到位信號C11、C21接通,按PB06、PB08按鈕,控制信號通過邏輯閥ZK04傳輸到MV5A處,并使之處于左位狀態,E組氣缸夾緊;
(6)B組氣缸夾緊到位,F組11、15兩個氣缸出氣口處于斷氣狀態,安裝門鎖、窗框后加強板,并手動關夾此兩個氣缸,使之夾緊到位信號接通,按PB10、PB12按鈕,控制信號通過邏輯閥ZK05傳輸到MV6A處,并使之處于左位狀態,F組氣缸夾緊;
2.4.2 焊接完成
按PB01、PB05;PB06、PB09 ;PB10、PB13按鈕,控制信號通過邏輯閥ZK07、ZK09傳輸到MV7B處,并使之處于右位狀態,并使得A、B、C、D、E、F組氣缸全部打開,完成一個工作循環。
3結語
針對某車型前門蓋焊接工裝的焊接工藝要求,設計了其控制系統,并給出了其控制回路圖,其系統具備控制層次分明,焊接夾具各執行機構順序動作準確的特點,完全滿足現場需求。此類型控制系統,在汽車單體焊裝工裝上應用較為廣泛。
參考文獻
[1] 方昌林.液壓、氣壓傳與控制[M].北京:機械工業出版社,2001.
[2] SMC(中國)有限公司.現代實用氣動技術[M].北京:機械工業出版社,2012.
[3] 李釗.車架總成柔性化鉚接夾具設計及優化[J].中國機械,2014(19):48.
[4] 韓明軍,鄭武,農振.氣缸順序動作控制系統設計[J].企業科技與發展,2014(4):13-16.
[5] 韓明軍,鄭武,農振,等.氣缸順序動作的3種不同控制系統對比分析[J].企業科技與發展,2014(9):31-34.
[6] 韓明軍,鄭武,農振.氣缸順序動作控制系統設計[J]. 企業科技與發展,2014(4):13-16.