基于汽車啟動(dòng)機(jī)軸承的伺服壓裝機(jī)設(shè)計(jì)
2019-09-18 08:12:12夏陽龔朝克
組合機(jī)床與自動(dòng)化加工技術(shù) 2019年9期
關(guān)鍵詞:設(shè)備
夏陽,龔朝克
(1.大連交通大學(xué) 機(jī)械工程學(xué)院,遼寧 大連 116028;2.大連東軟信息學(xué)院 基礎(chǔ)教學(xué)學(xué)院,遼寧 大連 116023)
0 引言
汽車啟動(dòng)機(jī)是發(fā)動(dòng)機(jī)啟動(dòng)時(shí)重要輔助部件,發(fā)動(dòng)機(jī)起動(dòng)時(shí)使啟動(dòng)機(jī)軸上齒輪相互咬合,將啟動(dòng)機(jī)的轉(zhuǎn)矩傳遞給發(fā)動(dòng)機(jī)曲軸,來實(shí)現(xiàn)發(fā)動(dòng)機(jī)的啟動(dòng)[1]。啟動(dòng)機(jī)軸承壓裝質(zhì)量的好壞,直接影響啟動(dòng)機(jī)性能,一般通過冷壓裝,將軸承壓入機(jī)殼軸承室[2-3]。以往汽車啟動(dòng)機(jī)軸承的壓裝是由氣壓機(jī)直接壓入,這種設(shè)備結(jié)構(gòu)簡(jiǎn)單、工作介質(zhì)容易獲得,但是隨著壓裝精度要求的提高,這種工作方式會(huì)因壓縮空氣氣壓不穩(wěn)定導(dǎo)致壓裝質(zhì)量不能保證,壓裝狀態(tài)也無法實(shí)時(shí)監(jiān)控,氣缸只有起點(diǎn)和終點(diǎn)位置判斷等問題,屬于位置的開環(huán)控制,不能滿足更高控制要求[4-5]。采用液壓方式進(jìn)行壓裝,就需要給壓力系統(tǒng)配上復(fù)雜的液壓系統(tǒng),包括液壓站、液壓閥、油路、冷卻裝置等設(shè)施,液壓系統(tǒng)還長期存在投入大,占用空間大,噪音嘈雜以及管路漏油等普遍問題,而且位置可控性也比較困難[6]。為了使軸承的壓裝更加精確,將伺服電機(jī)提供的旋轉(zhuǎn)運(yùn)動(dòng)轉(zhuǎn)變?yōu)橹本€運(yùn)動(dòng)的電動(dòng)缸為主體部件,PLC作為控制器,能夠?qū)崿F(xiàn)壓力閉環(huán)、位置半閉環(huán)和速度控制的伺服壓裝機(jī),壓裝過程在線測(cè)量分析與監(jiān)控。這樣壓裝過程中的壓裝力、速度、位置均可以實(shí)時(shí)判斷反饋與控制,實(shí)現(xiàn)壓裝的全自動(dòng)化。同時(shí),針對(duì)不同型號(hào)的軸承壓裝配備過渡板,在過渡板中加工導(dǎo)向定位,方便各種車型樣品之間快速切換,降低生產(chǎn)成本,提高了加工效率。
1 壓裝機(jī)總裝及工作原理
壓裝機(jī)是對(duì)機(jī)械零部件進(jìn)行安裝以及拆卸為目的的設(shè)備,在機(jī)械加工行業(yè)具有廣泛的用途,有氣動(dòng)、液壓、電動(dòng)等不同提供動(dòng)力的方式,高效率、低能耗、低噪聲如今的追去。有許多企業(yè)采用液壓壓裝機(jī),壓裝精度難以保證,液壓油泄漏后容易污染工件及現(xiàn)場(chǎng)設(shè)備;也有輕型部件采用氣壓壓裝機(jī),但其所提供的壓裝力較小,為此而設(shè)計(jì)了電動(dòng)數(shù)控伺服壓裝機(jī)。
1.1 壓裝機(jī)總裝圖
為提高設(shè)備加工便利性,運(yùn)用柔性化的設(shè)計(jì)理念,汽車啟動(dòng)軸承壓裝機(jī)主要由伺服壓裝電動(dòng)缸和樣品工裝臺(tái)組成,整體結(jié)構(gòu)緊湊,只需過渡板便可實(shí)現(xiàn)各種型號(hào)的樣品切換,自動(dòng)化程度高,具備極大的通用性。
伺服壓裝機(jī)的工件采用工裝方式,能夠根據(jù)不同型號(hào)的軸承經(jīng)由過渡板快速切換,采用雙啟動(dòng)按鈕增加設(shè)備的安全性。伺服壓裝機(jī)具有自動(dòng)與手動(dòng)兩種工作模式,在手動(dòng)模式下操作者可以設(shè)置每一步的指令,然后按雙啟動(dòng)按鈕對(duì)軸承壓裝;自動(dòng)模式下設(shè)備按照預(yù)設(shè)的程序運(yùn)行,并根據(jù)反饋的信息自行判斷做出相應(yīng)的動(dòng)作,完成生產(chǎn)加工任務(wù)。同時(shí)配備了人機(jī)交互界面,可手動(dòng)設(shè)置參數(shù)、壓力及顯示壓裝的位置等,以及出錯(cuò)報(bào)警、自動(dòng)停車和顯示報(bào)警信息等功能。
1.2 伺服壓裝機(jī)工作原理
伺服壓裝機(jī)系統(tǒng)是旋轉(zhuǎn)運(yùn)動(dòng)轉(zhuǎn)換為直線運(yùn)動(dòng)的設(shè)備,由伺服電機(jī)提供旋轉(zhuǎn)運(yùn)動(dòng)的動(dòng)力并與其他輔助部件協(xié)作,實(shí)現(xiàn)旋轉(zhuǎn)運(yùn)動(dòng)與直線運(yùn)動(dòng)之間的切換[7-8]。設(shè)備壓裝時(shí)電動(dòng)缸在導(dǎo)向作用下推動(dòng)壓裝頭向下運(yùn)動(dòng),保證與軸承的同軸度,確保壓裝的精度。當(dāng)設(shè)備對(duì)軸承壓裝時(shí),整個(gè)壓裝系統(tǒng)可以精確的控制位置、壓力與速度,而樣品固定工裝在直線導(dǎo)軌由氣動(dòng)執(zhí)行機(jī)構(gòu)輸送,節(jié)省工作空間。
2 伺服壓裝機(jī)機(jī)械裝置設(shè)計(jì)
2.1 樣品固定工裝
如圖1所示是某一機(jī)殼尺寸是φ60mm和壓裝后直徑為φ10mm軸承樣品固定工裝圖示,為確保軸承與基準(zhǔn)面的垂直度以及壓裝完成后軸承與殼體間滿足同軸度,依據(jù)樣品結(jié)構(gòu),在軸承壓裝前及壓裝過程中,對(duì)工件設(shè)置導(dǎo)向,來保證同軸度和壓裝的精度。圖中 1與2是一個(gè)整體工裝0,1和2是同軸的,首先工件樣品3放到工裝0上,由1通過外圓與樣品3內(nèi)圓配合定位,放置好后,將4(軸承)放到樣品3上,由2定位軸承4,由于1和2是同軸的,因此軸承3和4也可通過同軸限位保證同軸。同時(shí)固定工裝臺(tái)配以過渡板,在過渡板中加工導(dǎo)向定位,方便各種車型樣品之間快速切換,能夠在工作中減少設(shè)備損耗,延長壓裝機(jī)的使用壽命。

圖1 樣品固定工裝圖
2.2 壓裝機(jī)的整體結(jié)構(gòu)
伺服壓裝機(jī)主要有電動(dòng)缸、人機(jī)交互界面、樣品固定工裝、電氣硬件部分和工作臺(tái)等組成,如圖2所示。
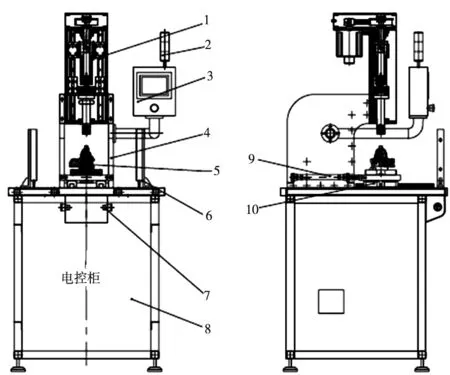
1.電動(dòng)缸 2.光聲報(bào)警器 3.人機(jī)交互界面 4.電動(dòng)缸支座 5.樣品固定工裝 6.安全光柵 7.雙啟動(dòng)按鈕8.電氣硬件部分 9.送料系統(tǒng) 10.工作臺(tái)圖2 壓裝機(jī)機(jī)械結(jié)構(gòu)示意圖
壓裝機(jī)的核心部件是電動(dòng)缸,其內(nèi)部的伺服電機(jī)與同步帶輪減速系統(tǒng)、精密滾珠絲杠傳動(dòng)系統(tǒng)及直線導(dǎo)軌等,實(shí)現(xiàn)旋轉(zhuǎn)運(yùn)動(dòng)與直線運(yùn)動(dòng)之間切換的往復(fù)運(yùn)動(dòng)。同時(shí)電動(dòng)缸直接由伺服驅(qū)動(dòng)器控制,不會(huì)受環(huán)境溫度、流體介質(zhì)等因素干擾,性能較為穩(wěn)定且控制精度高、使用方便。在壓裝機(jī)內(nèi)布置中國航天產(chǎn)的拉壓力傳感器,做到實(shí)時(shí)反饋壓力大小;壓頭位移由增量旋轉(zhuǎn)光電編碼器和電機(jī)的剎車功能完成測(cè)量,在選型時(shí)集成在伺服電機(jī)于一體,由此可以實(shí)現(xiàn)壓頭的壓力、位置和速度實(shí)時(shí)控制。壓裝頭因維修與適應(yīng)多種汽車軸承類型的方便,制作成活動(dòng)式壓頭。
為滿足軸承壓裝高質(zhì)量的要求,就需要各部件有高精度的定位公差。相對(duì)于工作臺(tái)基準(zhǔn)面的樣品固定工裝垂直度≤0. 015mm,位置定位精度≤0.01mm,位置重復(fù)精度≤0.02mm,壓裝頭行走平行度≤0.01,力控制精度為±1%,最大行程為100mm,極限壓裝力為1t,工作臺(tái)須有足夠的剛度。
3 控制系統(tǒng)設(shè)計(jì)
3.1 硬件設(shè)計(jì)
控制系統(tǒng)的硬件部分是以西門子S7-1200PLC和觸摸屏為控制器,配以I/O擴(kuò)展模塊、電源模塊、驅(qū)動(dòng)器、送料氣動(dòng)系統(tǒng)的方向切換電磁閥、拉壓力傳感器的放大器、繼電器、CSM1277交換機(jī)等相關(guān)附件[9]。系統(tǒng)還預(yù)留MES管理系統(tǒng)接口,可以實(shí)現(xiàn)聯(lián)網(wǎng)保存數(shù)據(jù),達(dá)到備份追溯的要求。
控制系統(tǒng)中PLC主要進(jìn)行執(zhí)行機(jī)構(gòu)動(dòng)作的邏輯控制以及對(duì)設(shè)備運(yùn)行狀態(tài)的監(jiān)控,并與伺服驅(qū)動(dòng)器相連接,可以控制伺服電機(jī)的運(yùn)動(dòng)和獲取電機(jī)的信息。在壓裝機(jī)執(zhí)行機(jī)構(gòu)部件中的驅(qū)動(dòng)部分,主要有伺服電機(jī)驅(qū)動(dòng)和氣動(dòng)驅(qū)動(dòng)。伺服電機(jī)通過伺服驅(qū)動(dòng)器驅(qū)動(dòng)來完成旋轉(zhuǎn)動(dòng)作,而氣缸的伸縮通過二位五通電磁閥切換氣體流向控制方向[10],如圖3所示是電氣控制原理簡(jiǎn)圖。而壓裝機(jī)工作過程中力的數(shù)據(jù)是由拉壓力傳感器采集獲取,位移直接由伺服電機(jī)連接的自帶高精密增量式光電旋轉(zhuǎn)編碼器采集,這樣構(gòu)成系統(tǒng)的反饋環(huán)節(jié),精確控制壓頭位移。
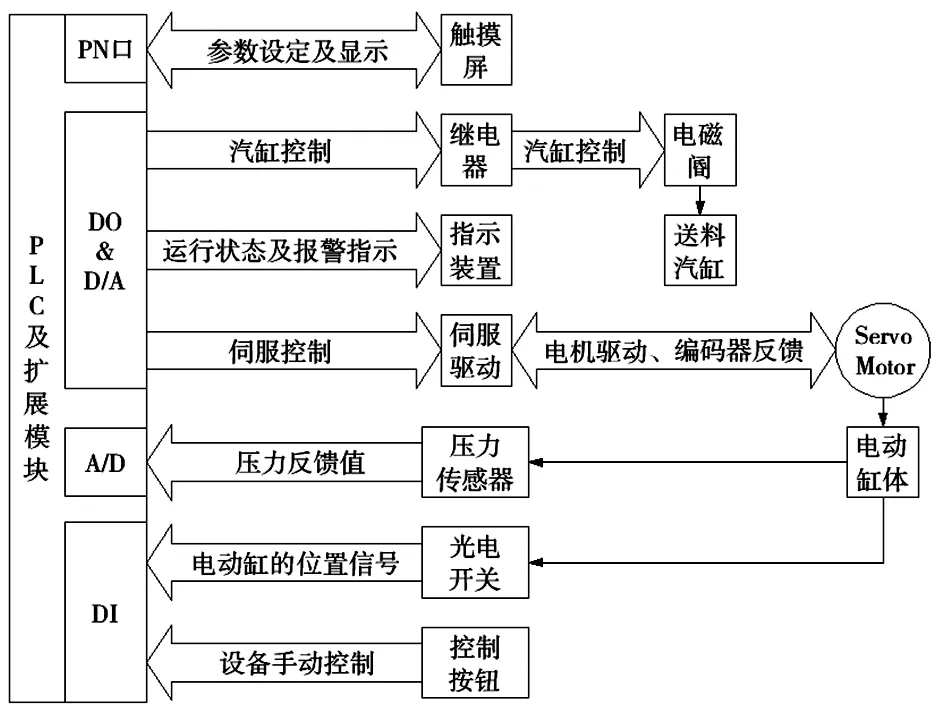
圖3 電氣控制原理簡(jiǎn)圖
如圖4是控制系統(tǒng)的接線圖,可實(shí)現(xiàn)對(duì)壓裝機(jī)的I/O操作,伺服驅(qū)動(dòng)器的指令脈沖輸入PULS和指令符號(hào)輸入SIGN與PLC輸出端相連,負(fù)端與M相連,可實(shí)現(xiàn)對(duì)電機(jī)的位置控制。觸摸屏與PLC的PN口連接,也可通過交換機(jī)拓展與其他設(shè)備通信。
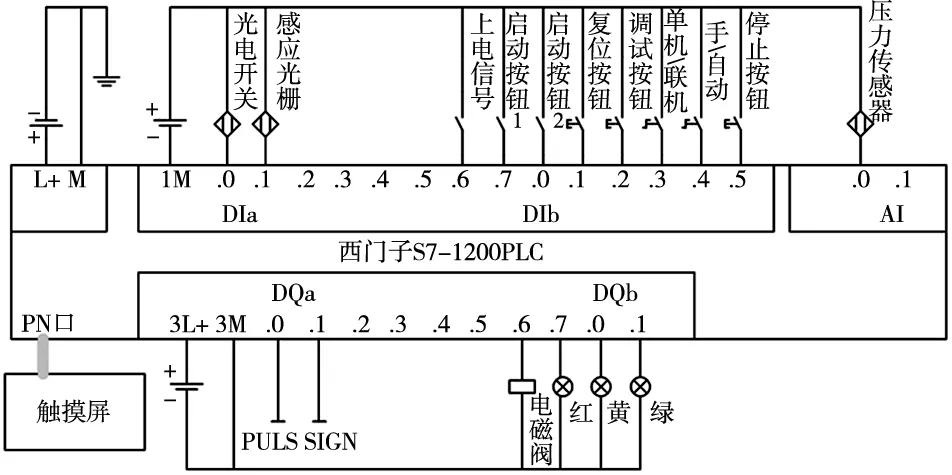
圖4 控制系統(tǒng)的接線圖
3.2 軟件設(shè)計(jì)
壓裝機(jī)控制系統(tǒng)的工作流程如圖5所示。伺服壓裝機(jī)控制系統(tǒng)有兩種工作模式即自動(dòng)模式與手動(dòng)模式。手動(dòng)狀態(tài)是主要用于系統(tǒng)參數(shù)設(shè)置和調(diào)試,為點(diǎn)動(dòng)控制模式;自動(dòng)狀態(tài)是檢測(cè)各個(gè)工作機(jī)構(gòu)的狀態(tài)沒有異常情況后,系統(tǒng)按照設(shè)定數(shù)據(jù)對(duì)應(yīng)的程序進(jìn)行自動(dòng)運(yùn)行。在自動(dòng)運(yùn)行狀態(tài)時(shí),工控人員設(shè)置好參數(shù)并啟動(dòng)設(shè)備后,剩下工作由設(shè)備自動(dòng)完成。設(shè)備各機(jī)構(gòu)有序運(yùn)行,自行進(jìn)行安全檢測(cè)、位移、壓力監(jiān)控、報(bào)警等。
在機(jī)器運(yùn)轉(zhuǎn)之前工控人員可以根據(jù)需要來選擇手動(dòng)或自動(dòng)運(yùn)行,并且手動(dòng)運(yùn)行與自動(dòng)運(yùn)行相互鎖,確保設(shè)備的安全運(yùn)行。整個(gè)系統(tǒng)如遇故障脫機(jī)停止工作,需要進(jìn)行檢查和清除故障后再行恢復(fù)運(yùn)行。
壓裝機(jī)的具備數(shù)據(jù)保存和追溯功能,能夠通過觸摸屏查看歷史數(shù)據(jù),而同時(shí)也可以實(shí)時(shí)監(jiān)控壓裝過程,形成壓裝位移曲線,直觀的看到整個(gè)的壓裝過程,壓裝模式分為7種:
①恒定壓裝速度、設(shè)定位置停止
②設(shè)定壓力停止
③設(shè)定位移停止
④壓力/位移兩段式模式設(shè)定停止
⑤壓力/位置兩段式模式設(shè)定停止
⑥I/O觸發(fā)停止
⑦不同壓力模式設(shè)定停止
這樣多種工作模式很容易完成兩段或多段壓裝工作要求。
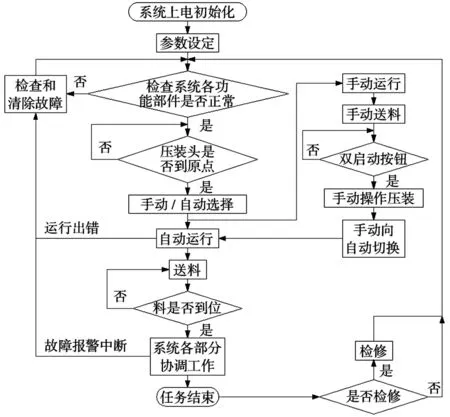
圖5 工作流程圖
人機(jī)界面是系統(tǒng)和用戶之間交互和信息交換的媒介,良好的人機(jī)界面設(shè)計(jì)使系統(tǒng)更人性化[11]。圖6為壓裝機(jī)設(shè)備的人機(jī)主界面,主界面主要體現(xiàn)了控制系統(tǒng)的通信連接狀態(tài),在主界面上可以查看到設(shè)備的工作狀態(tài),還具備各個(gè)子界面進(jìn)入選擇。
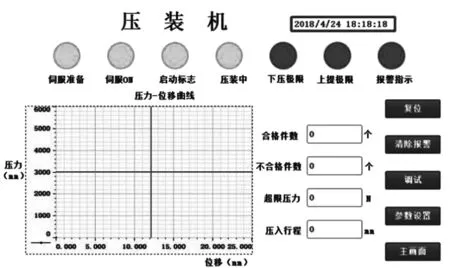
圖6 設(shè)備主操作界面
4 壓裝過程分析與判斷
4.1 壓裝過程分析
伺服壓裝機(jī)的主體核心部件為電動(dòng)缸,對(duì)此來分析壓裝過程中力與位移的關(guān)系。
如圖7所示為力-位移曲線圖。據(jù)此采集曲線圖過程分析如下:
OA階段:此階段為空行程階段,開始采集力和位移信號(hào)。
AB階段:從A點(diǎn)開始,壓頭開始接觸軸承,隨著軸承不斷被壓入機(jī)殼中,壓裝力變大。B點(diǎn)為設(shè)定位移點(diǎn)。當(dāng)壓頭壓到B點(diǎn)位移時(shí),此階段工作結(jié)束,此階段為位移控制模式,通過對(duì)PLC發(fā)出的脈沖和光電編碼器采集到的信號(hào)控制位移。
BC階段:由于樣品差異性,長度有公差要求。通過PID自動(dòng)調(diào)節(jié)控制補(bǔ)償,在壓頭到達(dá)B點(diǎn)后,使壓頭繼續(xù)前進(jìn),逐漸逼近設(shè)定C點(diǎn)壓力,此階段工作循環(huán)到C點(diǎn)結(jié)束。
C點(diǎn)到C點(diǎn):當(dāng)B到C階段工作結(jié)束后,進(jìn)入保壓階段,保壓階段為轉(zhuǎn)矩控制模式。由于保壓階段位移與力保持不變,不再采集傳感器信號(hào)。曲線的變化在壓力-位移曲線中表現(xiàn)不明顯。保壓時(shí)間可以根據(jù)實(shí)際情況設(shè)定。壓裝保壓后,一個(gè)工作循環(huán)結(jié)束,不再采集力與位移信號(hào)。
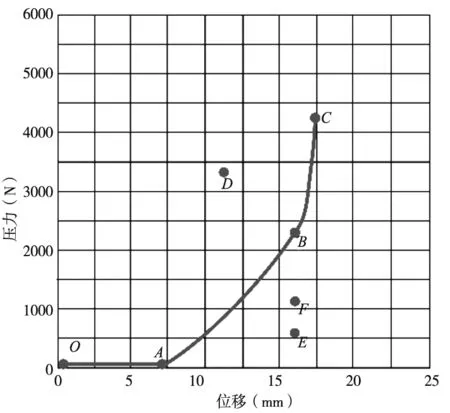
圖7 壓力-位移曲線
4.2 壓裝判斷
對(duì)于壓裝過程的關(guān)鍵壓力點(diǎn)的分析判斷,依據(jù)圖7可得出,整個(gè)壓裝過程中,軸承樣品壓裝出現(xiàn)異常并報(bào)警,集中在A到B階段壓裝過程產(chǎn)品壓裝力的上限與下限判斷。
對(duì)于上限,設(shè)置上限壓力點(diǎn)為B,在AB階段,D點(diǎn)壓力超出B點(diǎn),判為不合格,出現(xiàn)這樣的原因可能由于零部件配合過盈量過大、零部件材質(zhì)過硬、軸承與機(jī)殼之間壓裝過程拉傷嚴(yán)重等。報(bào)警時(shí)出現(xiàn)這樣的情況,統(tǒng)一顯示“超壓”。
對(duì)于下限,假設(shè)設(shè)置為F點(diǎn)所對(duì)應(yīng)壓力以上為合格曲線,在B點(diǎn)對(duì)應(yīng)位移時(shí),如果實(shí)際壓力為E點(diǎn)對(duì)應(yīng)壓力,那么則判定為不合格曲線,出現(xiàn)這樣的原因可能由于零部件配合過盈量少,零部件材質(zhì)過松。報(bào)警時(shí)出現(xiàn)這樣的情況,統(tǒng)一顯示為“欠壓”。無論是哪一種不合格曲線,設(shè)備都及時(shí)報(bào)警并顯示,壓力-位移曲線也同步顯示。
伺服壓裝機(jī)與傳統(tǒng)氣動(dòng)、液壓壓裝機(jī)比較,節(jié)能效果達(dá)80%以上,且更加環(huán)保、低噪聲、安全、使用和維護(hù)成本低,能滿足無塵車間內(nèi)設(shè)備使用要求。伺服電動(dòng)缸可控性高,再附加其他檢測(cè)設(shè)備,實(shí)現(xiàn)精確壓力和位移閉環(huán)控制的高精度特性。全過程控制可以在作業(yè)進(jìn)行中的任意階段自動(dòng)判定產(chǎn)品是否合格,幾乎100%實(shí)時(shí)去除不良品,極大提升了軸承壓裝的質(zhì)量,是其它類型壓裝機(jī)所不能比擬的。
5 結(jié)論
解決了啟動(dòng)機(jī)軸承壓裝過程不可控和精度不高的問題,完成了伺服壓裝機(jī)的機(jī)械結(jié)構(gòu)設(shè)計(jì)和裝配,并對(duì)核心部件電動(dòng)缸壓裝過程進(jìn)行了深入的分析與研究,實(shí)現(xiàn)了軸承壓裝的全自動(dòng)化生產(chǎn)。該設(shè)備對(duì)不同類型的啟動(dòng)機(jī)軸承壓裝時(shí),只需更換為相應(yīng)的工裝經(jīng)由過渡板實(shí)現(xiàn)工件的快速切換,符合柔性化設(shè)計(jì)理念。運(yùn)行結(jié)果表明,該壓裝機(jī)很好地完成了軸承的壓裝和質(zhì)量檢測(cè)的任務(wù), 滿足了生產(chǎn)質(zhì)量控制和實(shí)時(shí)監(jiān)控需求,提高了系統(tǒng)的穩(wěn)定性和可靠性,創(chuàng)造了良好的經(jīng)濟(jì)效益。
猜你喜歡
中國特種設(shè)備安全(2022年6期)2022-09-20 02:52:28
當(dāng)代工人(2020年13期)2020-09-27 23:04:20
經(jīng)濟(jì)技術(shù)協(xié)作信息(2018年22期)2019-01-19 03:00:18
電子制作(2018年11期)2018-08-04 03:26:08
電子制作(2018年10期)2018-08-04 03:24:48
家庭影院技術(shù)(2017年11期)2017-12-20 08:10:57
工業(yè)設(shè)計(jì)(2016年12期)2016-04-16 02:52:00
IT時(shí)代周刊(2015年8期)2015-11-11 05:50:37
汽車維修與保養(yǎng)(2015年1期)2015-04-17 03:25:28
設(shè)備管理與維修(2015年12期)2015-04-09 06:57:00
