滾動軸承打滑蹭傷試驗研究*
2019-09-23 00:53:20軍2曾昭洋金前沖
潤滑與密封 2019年9期
張 慶 羅 軍2 陳 超 曾昭洋 金前沖 徐 進
(1.貴州大學機械工程學院 貴州貴陽 550025;2.貴陽學院化學與材料工程學院, 材料磨損與腐蝕防護貴州省高校工程研究中心 貴州貴陽 550005)
隨著大型旋轉機械設備朝著高轉速、高推重(功重比)比方向發展,作為其重要支撐部件的滾動軸承DN(內徑(mm)×轉速(r/min))值不斷增加。較高的DN值使得滾動軸承在運轉過程中表現出滾子打滑、擺動及保持架渦動等動態不穩定狀況,進而引起軸承沖擊頻繁、溫升過高、磨損加速、振動及潤滑不良等導致的早期失效[1],其中打滑蹭傷已成為滾動軸承主要早期失效形式之一。由于滾動軸承打滑蹭傷是一個耦合摩擦學、材料學、動力學、熱力學等多門學科知識的復雜問題[2],單純的理論研究很難獲得理想結果,目前部分研究人員已借助試驗裝置對滾動軸承打滑蹭傷形式之一的涂抹損傷展開試驗研究。COCKS和TALLTAN[3]采用雙球滑動試驗機研究滾動速度、滑動速度、潤滑油流量、環境溫度、載荷增加速率及球表面粗糙度等因素對軸承涂抹損傷的影響。MARK等[4]基于雙輥試驗機研究滾動軸承發生涂抹損傷,滾子與滾道間力學特性、摩擦因數、摩擦功率強度、彈流潤滑油膜厚度及溫度的變化。EVANS等[5]借助四軸試驗機評價4種表面涂層/改性層抗涂抹損傷能力;李軍寧等[6]利用滾滑試驗機研究不同滑差組合導致軸承滑蹭損傷的創成機制。
綜上所述,以往研究人員研究滾動軸承打滑蹭傷所采用的試驗機,只是單純模仿滾動體與套圈接觸過程,雖取得一定研究進展,卻與軸承實際運行過程中,滾動體與套圈所產生的接觸過程有所差異。目前僅有SMITH[7]借助滾動軸承試驗機研究不同徑向油隙對圓柱滾子軸承打滑蹭傷的影響。由于滾動軸承打滑蹭傷具有重要工程應用背景,因此深入研究打滑蹭傷規律具有重要的學術及工程應用價值。本文作者利用先進的高速滾動軸承試驗機,基于工況參數對滾動軸承打滑蹭傷展開試驗研究,并簡要地對試驗軸承進行微觀分析。
1 試驗部分
1.1 軸承試驗機
依托清華大學高速滾動軸承試驗機開展試驗研究。試驗機主要由驅動系統、冷卻系統、加載系統、測試頭裝置、潤滑系統及數據采集與控制系統組成(見圖1所示)。兩試驗軸承內圈采用過盈配合熱裝于主軸中心,外圈同樣采用過盈配合冷裝于密封腔體內側,中間均由擋環隔開,密封腔體兩側的定位法蘭對試驗軸承進行軸向定位。潤滑油采用噴射方式進入密封腔體對試驗軸承進行冷卻、潤滑,經定位法蘭下方回油孔流入測試頭腔體,返回油箱。電機通過聯軸器帶動主軸轉動,主軸由兩側支撐軸承(每側3個,共6個)支撐于測試頭腔體內。試驗過程中,主軸帶動試驗軸承內圈旋轉,外圈固定(密封腔體固定于測試頭腔體),主軸轉速、徑向載荷及進油量由控制系統實時控制、監測,試驗軸承所受摩擦扭矩、溫度、振動加速度以及潤滑油溫度同樣由該系統實時監測。電機、潤滑油箱及兩側支撐軸承由水路冷卻。該試驗機主軸轉速控制范圍處于0~2×104r/min之間,徑向加載控制范圍為0~20 kN,試驗軸承溫度測試范圍為室溫至200 ℃,摩擦扭矩測試范圍為0~15 N·m。
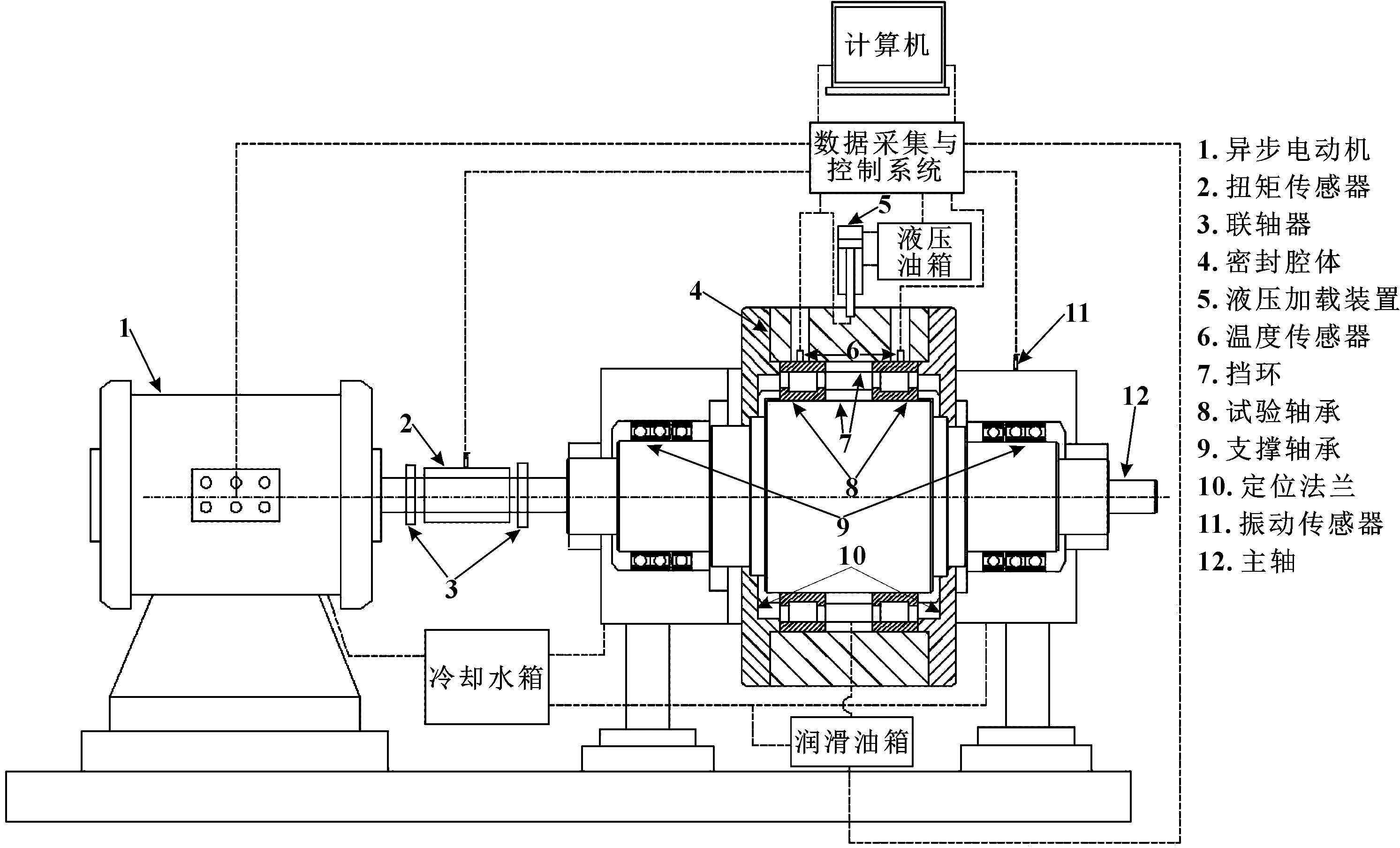
圖1 高速滾動軸承試驗機結構示意圖
1.2 試驗材料與方法
采用圓柱滾子軸承為試驗對象,其結構參數見表1。試驗機采用4109航空潤滑油。試驗方法:
(1)打滑蹭傷試驗:保持徑向載荷為0.2 kN,進油量為2.166 L/min,主軸加速度為3.6×105(r/min)/h,僅改變主軸轉速,進行軸承打滑蹭傷試驗;
(2)燒傷試驗:保持徑向載荷為1 kN,進油量為4.332 L/min,主軸加速度為3.6×105(r/min)/h,僅改變主軸轉速,進行軸承燒傷試驗。
試驗后,利用FEI Quanta 250 FEG型掃描電子顯微鏡(SEM)觀察試驗軸承損傷形貌;利用FEI Quanta 250 FEG型掃描電子顯微鏡配套Octane pro型能譜儀分析磨斑成分;利用Taylor PGI 420型輪廓儀獲取試驗軸承表面輪廓;利用線切割對軸承樣品切割成適當大小的矩形樣品,經鑲嵌(樹脂熱嵌)、磨拋、腐蝕(5%硝酸乙醇溶液)得到待測試樣,并置于ZEISS Axio Vert.Al型光學顯微鏡下觀察金相組織。
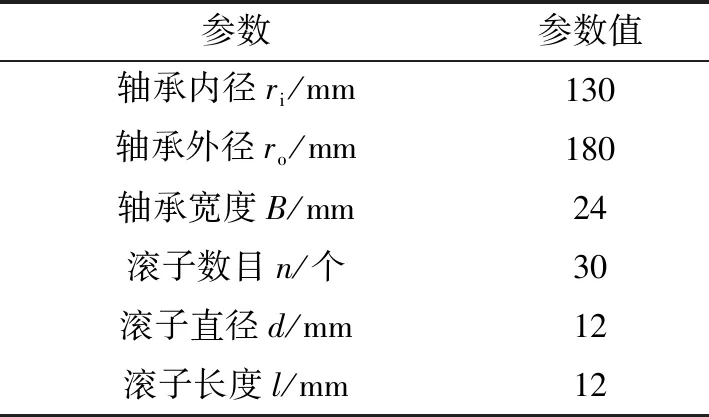
表1 試驗軸承基本參數
2 結果與分析
2.1 打滑蹭傷的實現
圖2所示為滾動軸承打滑蹭傷試驗曲線。試驗過程中徑向載荷、進油量、主軸加速度維持恒定,同時不斷增加主軸轉速,當其達到13 980 r/min時,滾動軸承所受摩擦扭矩、振動加速度及其溫度同步突增,整個測試頭發出較大異響,拆開測試頭檢查滾動軸承,在其內圈發現暗灰色“帶狀”磨損區域,與實際裝備在運行中發生打滑蹭傷的軸承的內圈滾道蹭傷帶宏觀形貌一致(見圖3所示)。將蹭傷帶區域置于掃描電鏡下觀察,發現大量大小不一的剝落坑,剝落坑呈“孤島”狀分布,且周邊伴隨有微裂紋(見圖4所示)。進一步對其進行EDX分析,發現O元素(見圖5所示),說明試驗過程中滾動軸承內圈滾道表面發生氧化磨損,與方明偉等[9]對實際運行過程中圓柱滾子軸承打滑蹭傷失效分析結果一致。由此斷定該滾動軸承試驗過程中發生打滑蹭傷。
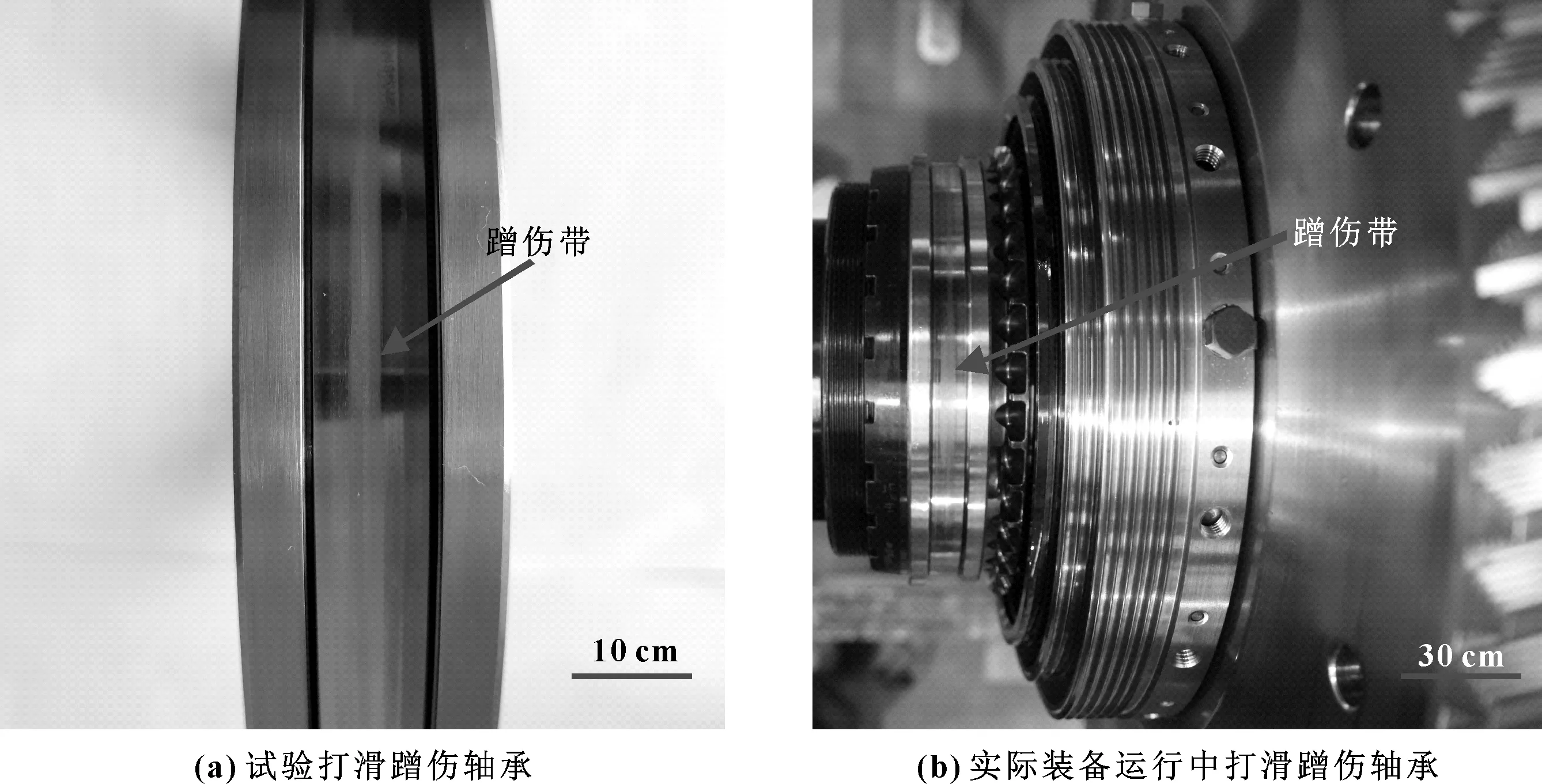
圖3 試驗與實際裝備運行中打滑蹭傷軸承內圈滾道蹭傷帶宏觀形貌對比
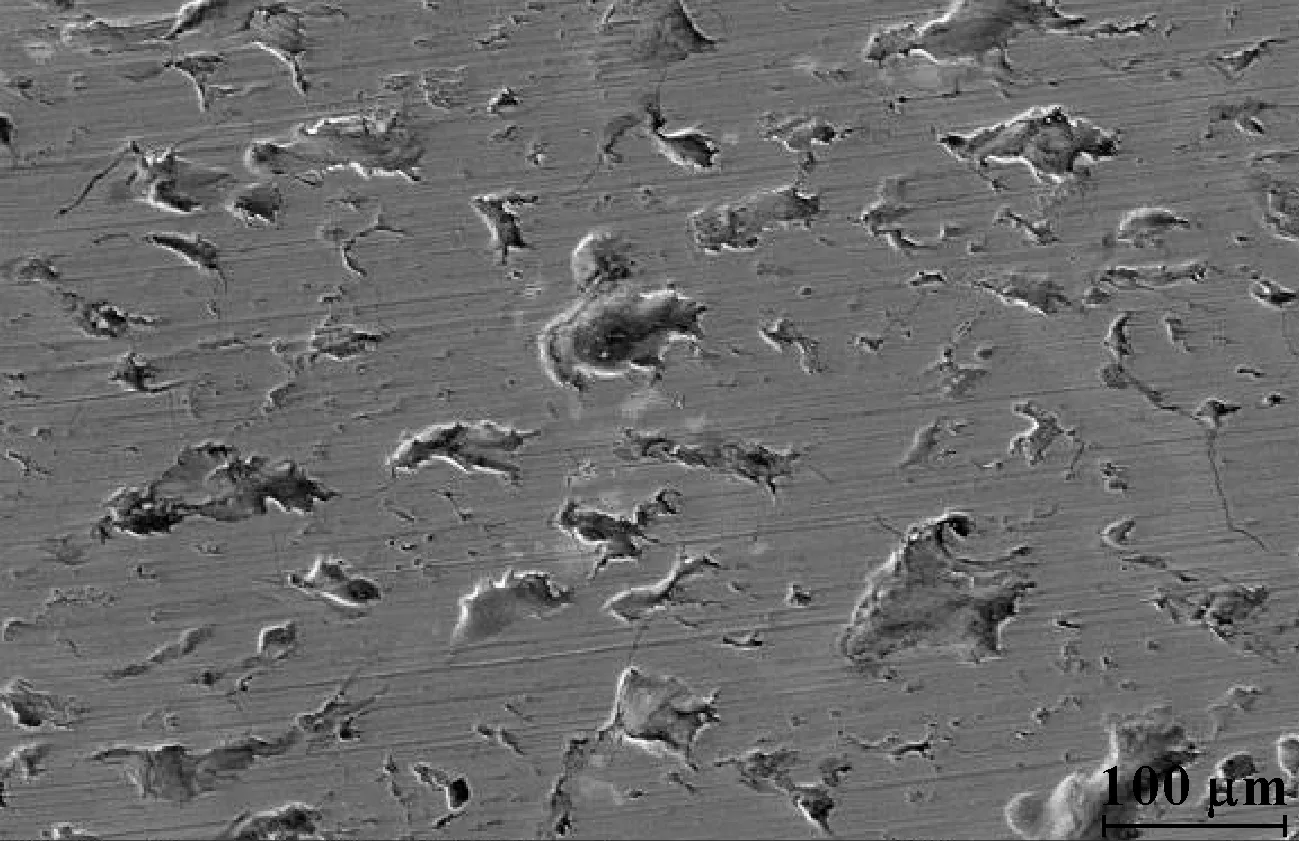
圖4 滾動軸承內圈滾道蹭傷帶微觀形貌
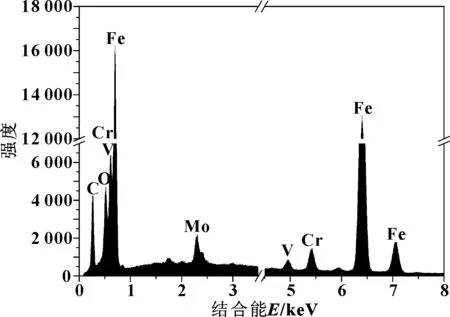
圖5 滾動軸承內圈滾道蹭傷帶EDX圖譜
滾動軸承高速運轉,滾子所受離心力使其遠離內圈滾道靠向外圈,產生偏移,進而引起滾子與內圈滾道間油膜拖拽力減小,軸承打滑。打滑會加劇滾子與內圈滾道間摩擦,引起軸承內部摩擦熱增大,潤滑油黏度下降,材料軟化,潤滑條件惡化,直至滾子與內圈滾道間潤滑油膜破壞,兩者瞬間接觸,發生滑蹭,引發軸承所受的摩擦扭矩、振動加速度及其溫度同步突增[6]。
表2給出滾動軸承打滑蹭傷臨界轉速。對比第1、第2組試驗工況,當進油量自2.166 L/min減為0.541 5 L/min時,滾動軸承打滑蹭傷臨界轉速自13 980 r/min減為11 050 r/min。這是因為隨著進油量減小,一方面滾子與內圈滾道間潤滑油膜較薄,在高速運轉過程中更易破裂;另一方面,進油量減小使得軸承運行溫度冷卻效果更差,較高的運行溫度,使得潤滑油膜同樣更易破裂,故打滑蹭傷臨界轉速較低。
對比第2、第3組試驗工況,當徑向載荷自1 kN減為0.2 kN,滾動軸承打滑蹭傷臨界轉速自14 961 r/min減為11 050 r/min。徑向載荷較小時,滾動軸承打滑蹭傷臨界轉速較低。這是因為輕載工況下,滾子所受的油膜拖拽力更不易克服滾子和保持架組件所受各阻力之和,故更易產生打滑。隨著主軸轉速不斷增加,打滑所帶來的負面影響越來越大,在相對較低轉速下便發生蹭傷。綜上所述,滾動軸承在潤滑油不充分及輕載工況下,其出現打滑蹭傷時的臨界轉速更低。
對比第2、3組試驗工況,進油量為0.541 5 L/min時,將徑向載荷自1 kN減為0.2 kN,滾動軸承打滑蹭傷臨界轉速自14 961 r/min減為11 050 r/min,減小量為3 911 r/min;對比第1、4組試驗工況,進油量為2.166 L/min時,將徑向載荷自1 kN減為0.2 kN,滾動軸承打滑蹭傷臨界轉速自14 910 r/min減為13 980 r/min,減小量為960 r/min。進油量由0.541 5 L/min增加為2.166 L/min,同樣將徑向載荷自1 kN減為0.2 kN,滾動軸承打滑蹭傷的臨界轉速減小量降低,可能是因為進油量的增加會在一定程度上減緩徑向載荷的變化對滾動軸承打滑蹭傷臨界轉速的影響。
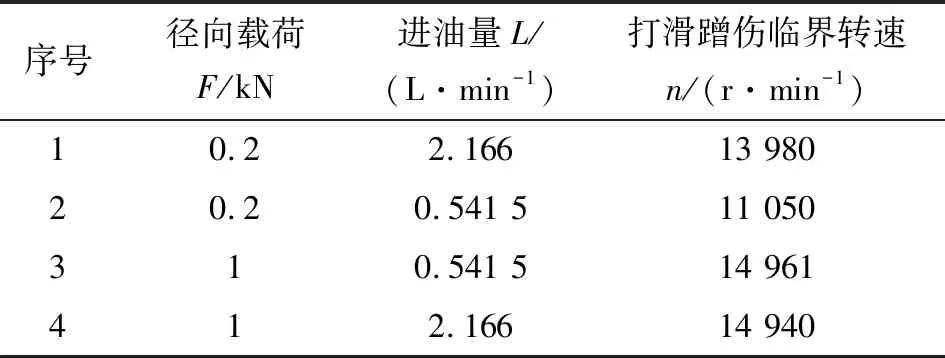
表2 滾動軸承打滑蹭傷臨界轉速
圖6示出了滾動軸承在打滑蹭傷臨界轉速下不同運行時間其滾子損傷形貌(由于軸承內圈滾道表面損傷程度具有一定隨機性,該處只分析滾子表面輪廓)。軸承在打滑蹭傷轉速下分別運行10、40 s,其滾子輪廓最大磨損深度分別約為3、9 μm。可見,滾動軸承打滑蹭傷臨界轉速下運行時間越長,其磨損越嚴重。這可能是由于滾動軸承發生打滑蹭傷后,其表面光潔度遭到破壞,摩擦因數加大,磨損過程加速,進而快速破壞軸承輪廓[18]。
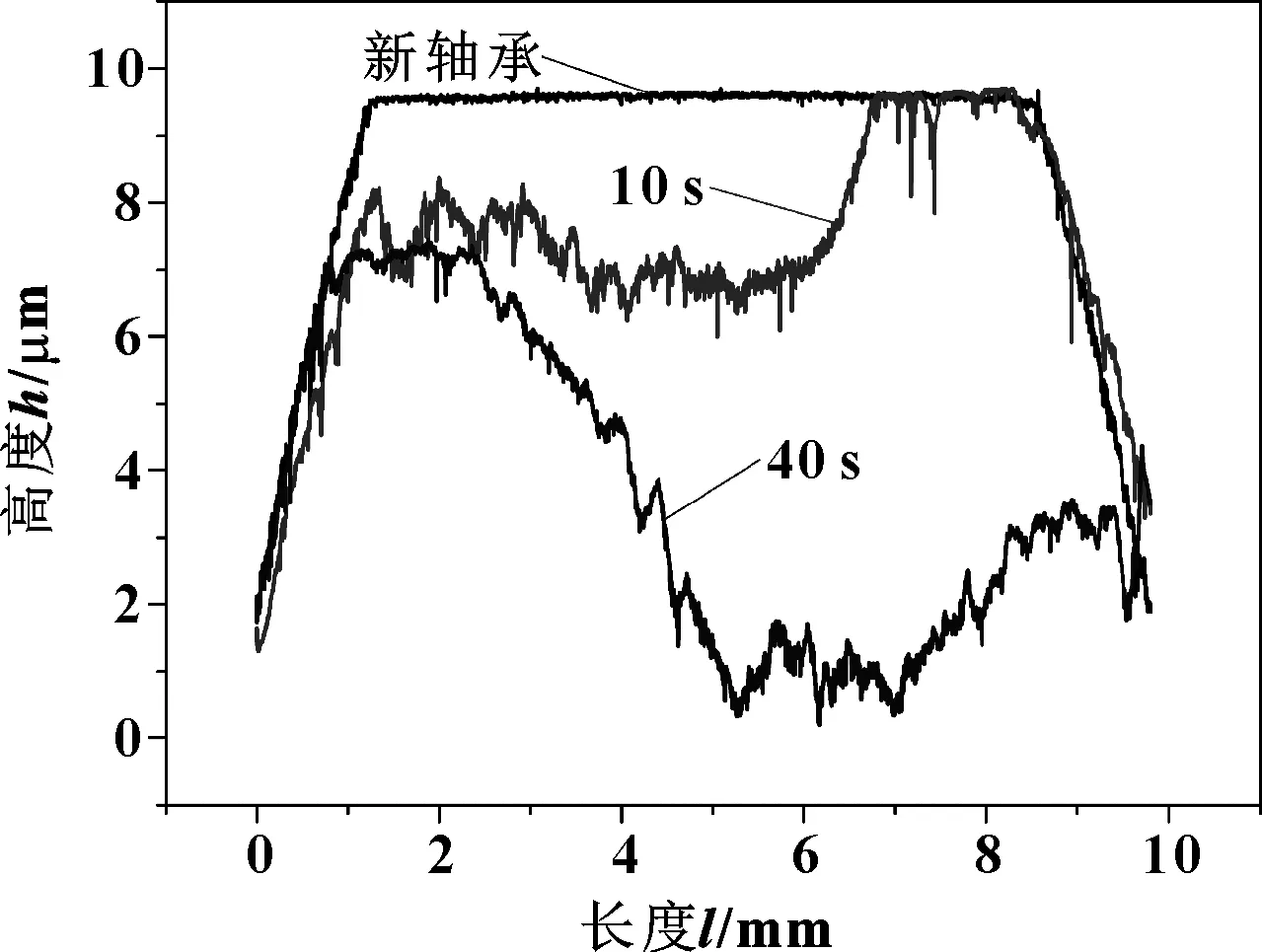
圖6 滾動軸承打滑蹭傷臨界轉速下不同運轉時間滾子輪廓對 比(F=0.2 kN,L=0.541 5 L/min,a=3.6×105 (r/min)/h)
2.2 燒傷試驗
滾動軸承在實際運行過程中發生打滑蹭傷極為隱蔽,在其發生打滑蹭傷后有可能繼續以更高轉速運轉。然而,試驗表明這種情況下軸承易發生燒傷。圖7所示為滾動軸承燒傷試驗曲線。試驗過程中徑向載荷、進油量、主軸加速度維持恒定,同時不斷增加主軸轉速,當其增加至18 000 r/min左右時,滾動軸承所受摩擦扭矩、溫度及振動加速度同步突增,此時滾動軸承發生打滑蹭傷,繼續增加主軸轉速至20 000 r/min,并停留一段時間,其中一個滾動軸承溫度升至102.8 ℃。拆開測試頭并檢查該軸承,發現其內圈滾道呈現出不規則橢圓狀燒黑區域,并斷續環繞整周,滾子基本整周呈暗黑色,如圖8所示。
圖9所示為燒傷軸承蹭傷表面輪廓。其內圈輪廓最大磨損深度約14.9 μm,滾子輪廓最大磨損深度約10.2 μm,滾動軸承已發生嚴重磨損。
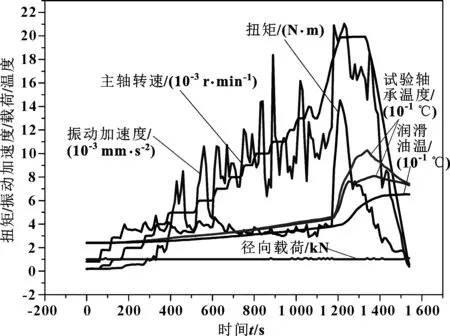
圖7 滾動軸承燒傷試驗各參數的變化(F=1 kN, L=4.332 L/min,a=3.6×105 (r/min)/h)
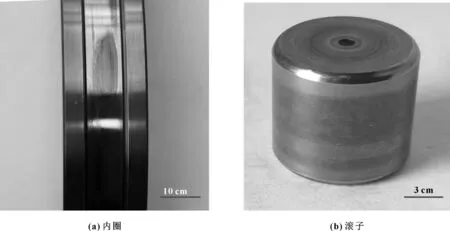
圖8 滾動軸承燒傷宏觀形貌
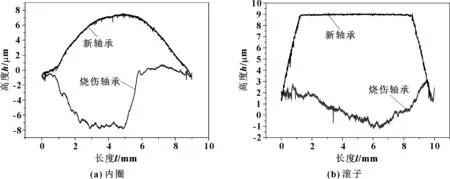
圖9 滾動軸承燒傷表面輪廓
圖10所示為燒傷軸承內圈燒傷區域金相組織。在軸承內圈燒傷表面發現白亮層,白亮層與中心基體區間出現黑色“網狀”過渡區,可清楚看見晶粒邊界。另外,測量發現,白亮層區域硬度高于中心基體區域。由此可知,該軸承發生二次淬火燒傷,白亮層區域組織為二次淬火馬氏體[21]。這可能因為打滑蹭傷后,滾子與內圈接觸表面均發生材料遷移,表面光潔度下降,摩擦因數加大,繼續更高轉速運轉將會快速磨損,從而產生大量的熱。此外,軸承內圈隨其溫度不斷增加而不斷膨脹,徑向油隙不斷減小,進一步加大接觸熱的產生,再加上潤滑油冷卻不及時,使得接觸區局部閃溫過高,引起表面組織發生變化。當局部閃溫超過相變溫度時,珠光體向奧氏體轉變,隨后被相對較冷的基體淬硬,得到淬火馬氏體,這就使得接觸表面產生二次淬火燒傷[21]。可以預見,滾動軸承實際運行過程中,發生打滑蹭傷后繼續以更高轉速運轉,易產生二次淬火燒傷,大大降低其使用壽命,存在極大安全隱患。故大型裝備在實際運行過程中對滾動軸承的打滑蹭傷狀況進行實時監測及預防顯得尤為重要。
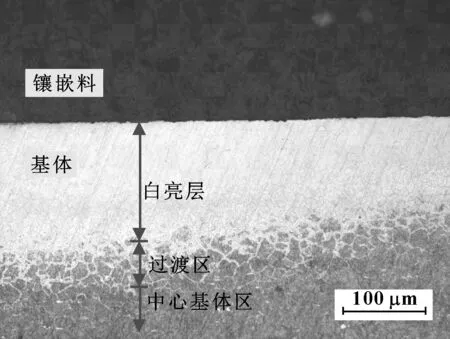
圖10 滾動軸承內圈燒傷表面金相組織
3 結論
(1)借助高速滾動軸承試驗機實現滾動軸承打滑蹭傷。滾動軸承發生打滑蹭傷瞬間,其所受摩擦扭矩、溫度及振動加速度同步突增,且其在潤滑不充分及輕載工況下發生打滑蹭傷時的臨界轉速更低。
(2)滾動軸承在打滑蹭傷臨界轉速下運轉時間越長,磨損越嚴重。可能是由于滾動軸承一旦發生打滑蹭傷,會破壞其表面光潔度,加大摩擦因數,加速磨損過程,進而破壞軸承形貌。
(3)滾動軸承打滑蹭傷后持續以更高轉速運轉,易出現二次淬火燒傷,大大降低其使用壽命。故滾動軸承在實際使用過程中,其打滑蹭傷狀況的實時監測顯得極為重要。
