蒸汽發生器二次側水壓試驗工期研究和工藝創新
2019-10-12 06:55:36程鋼王東張濤陸自立劉伯歡王國棟
中小企業管理與科技 2019年24期
關鍵詞:工藝
程鋼,王東,張濤,陸自立,劉伯歡,王國棟
(中廣核核電運營有限公司,廣東 深圳518124)
1 引言
蒸汽發生器(SG)二次側水壓試驗是評估主二回路承壓和密封能力的重要試驗,屬于核電廠大修次關鍵路徑工作。本文基于蒸發器二次側水壓試驗聯合裝置功能及目前工藝特點、應用監測到的技術數據和現場經驗反饋進行工期研究和分析,提出了試驗后續的工藝創新方向。
2 工期研究與分析
統計分析,發現作為次關鍵路徑的SG 水壓試驗工作因在役和維修工作影響而排上關鍵路徑的可能性相當高。現列舉同一機組兩次大修試驗的工期進行比較,新舊裝置工期對比如表1 所示。
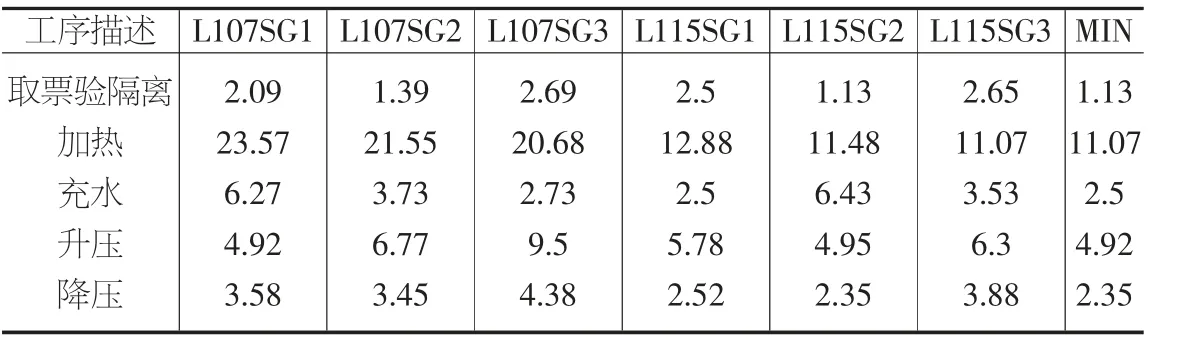
表1 新舊試驗裝置工期對比
2.1 聯合裝置功能和工藝介紹
聯合裝置的優勢主要是具備兩路獨立的充水、加熱和打壓功能,其工藝特點體現在:①設計了循環加熱系統,可實現升壓前隨時啟動加熱系統進行循環加熱,使SG 金屬溫度滿足規范要求,避免因邊界泄露或故障排查等導致滿水SG 的金屬溫度降低后需要排水重新加熱;②設計了兩路獨立的試驗管線,可實現兩臺SG 同時進行加熱、充水和升降壓操作,或交替進行相應水壓試驗工序操作;③設計了流量計、溫度探頭、壓力變送器和電力調整器等,可準確采集試驗過程中試驗用水、溫度、壓力、加熱功率和泄漏率等關鍵參數數據;④設計了自動控制和手動控制功能,可實現試驗操作的精確控制和冗余控制,避免超溫和超壓操作。
2.2 新舊裝置工期對比分析
論文對某核電基地蒸發器二次側水壓試驗工期數據進行了
分析表1 數據整體可見,新裝置應用以來工期有明顯的改善:①取票驗隔離方面,工期處于同一水平,無明顯提升空間;②加熱操作方面,新裝置采用循環加熱工藝,相對原充排加熱工藝每臺SG 節約近10h,但仍舊占試驗工期近1/2,可考慮外部輔助加熱等措施;③充水操作方面,充水工期相差3.5h,因此,需提升充水過程控制水平;④升降壓操作方面,剔除偶然性,新裝置的工期數據相近,工期優化宜從升降壓規程改進和過程控制優化方面考慮;⑤排水操作方面,工期差異由于射線探傷運行儀表化學專業工作影響較大,可暫不作為優化固定項。
基于以上初步考慮在加熱操作、充水操作、升降壓操作以及資源準備方面展開工期改進和工藝創新。
3 試驗工期改進和工藝創新研究
3.1 加熱工藝完善和創新
新裝置加熱工藝是根據充排加熱經驗建立循環加熱模型:加熱前從ASG001BA 取50℃左右的水,分別充入SG 二次側約20m3、加熱水箱8m3和循環管道2m3,合計30m3水通過循環進水回水管線和加熱器水箱連接進行循環加熱,系統水溫通過功率調節控制在90℃以內。
后續加熱工藝的創新點在于:①循環水溫趨于90℃以后利用補水泵給SG 二次側充水,改善循環加熱流量,以提高熱傳遞加熱效率。新裝置流量計監測到的循環加熱流量為7.74~9.1m3/h,分析其循環回水流量主要取決于SG 二次側水面與裝置的高度產生的壓差,提高壓差則需要增加充入SG 二次側的水量。②在蒸發器管板外側設計輔助加熱裝置加熱管板。分析SG 的結構可發現管板最厚,達0.555m,其利用水熱傳遞形式將管板加熱至目標溫度難度相對其他位置最大,因此,可考慮在試驗前蒸發器管板外側布置工業用加熱毯,限制加熱毯的溫度在90℃以內對管板金屬進行輔助加熱,最終以一次側水室管板下沿測量到的溫度為目標衡量值。③合理制定加熱金屬溫度目標值和加熱工期。統計數據發現,試驗金屬溫度試驗期間的溫降為5~7℃,溫降梯度約為0.21~0.29℃/h,試驗結束時的金屬溫度距下限值35℃還有3℃裕度,即整個試驗工期在金屬溫度控制方面還有10h 以上裕度,且停止加熱之后系統還有1.3~3℃預熱慣性。因此,可考慮將金屬加熱溫度目標值從43℃調整至41℃,其加熱時間預計會減少1h。
因此,加熱工期經過改善循環用水量、設計輔助加熱裝置和調低金屬溫度目標值得到改善,加熱理論工期可做到8h 左右,和前期研究熱力學建模計算的8.05h[2]接近。
3.2 充水工藝改進
以SG1 試驗為例,充水工藝過程為:加熱完成后用充水泵經ASG024VD 注入SG 二次側,用ARE 臨時液位計監視水位上升,注水同時用SIR 系統注入化學保養藥劑,經過閥門VVP174VV,GCT128/130VV 和VVP601VV 進行充水排氣,當臨時液位計水位超過GCT128/130VV 時可切換至補水泵進行充水排氣,完成后開始升壓。
分析表1 得知,歷史充水工期為2~6h,充水用水量為130~152m3,可考慮在加熱期間進行前期充水,整體充水工藝可做如下優化:①在加熱后期循環水溫趨近90℃后,啟動補水泵進行充水,持續4h 左右或金屬溫度達到目標值后停止,此時,SG 進水量為80~100m3。②補水泵充水的同時通知化學加藥注入保養藥劑,3h 內加完。③加熱期間進行補水和加藥操作時持續運轉循環泵進行加藥均勻。④加熱完成啟動充水泵進行充水,直至次高點VVP174VV 處充水排氣完成,啟動補水泵繼續充水至最高點VVP601VV 溢水后完成充水,充水工藝按以上優化,銜接順利預計2h 內即可完成充水工作。
3.3 升降壓操作優化
試驗期間的主要工作是升降壓速率控制、壓力平臺邊界檢查和安全閥鎖定及解鎖操作,根據現有試驗規程,規定了升降壓過程如下:①啟動升壓泵將SG 二次側壓力升至3bar 進行試驗系統邊界檢查。②若泄漏率可接受繼續按照<4bar/min 的升壓速率將試驗壓力升至72bar,通知機械進行安全閥鎖定,完成后繼續升壓至設計壓力85bar,保壓至少30min,進行泄漏率計算和邊界檢查。③若檢查合格繼續升壓至試驗壓力102bar,保壓至少1h,執行泄漏率計算和邊界檢查。④檢查和計算合格后,打開泄壓閥降壓,降壓速率<4bar/min,并在壓力為85bar 和72bar平臺進行邊界相關檢查和安全閥解除鎖定,然后緩慢降壓。
該試驗相關技術參數源于EDF 規程,根據規范RSE-M A2140 章節法定定期水壓試相關規定[1]:法定水壓試驗中應進行完整的目視檢查,目視檢查在法定壓力穩定10min 后進行,在完成檢查確認無泄漏即可降壓。項目組分組對相對比較集中的SG 試驗邊界檢查30min 內足以完成,另長時間在高壓平臺保壓增加了設備和人員的風險,因此,建議在試驗規程方面進行修改,即各壓力平臺保壓時間30min。
另根據經驗反饋,升降壓過程中72bar.g 平臺的7 個安全閥鎖定和解鎖工作工期統計范圍為1~2.5h,取決于維修工具和人員的配置。
綜上,升降壓操作工期目標可以8h 作為目標工期進行安全和質量控制。
3.4 試驗用水制備工藝創新
以CPR1000 機組為例,試驗用水源為ASG001BA,水質在符合化學保養要求時,其溫度需要利用SVA 蒸汽加熱ASG 系統凝汽器熱循環至50~55℃,以確保金屬加熱完成后進行充水工作時不會因充入ASG001BA 水而冷卻SG 本體金屬溫度。而使用電站ASG 系統加熱ASG001BA 水質的前提條件是系統上相關閥門設備檢修,SAR 氣源和LLA 電源均已恢復,以往已出現試驗用水源溫度因ASG 系統未恢復不能加熱滿足初始基本條件而推遲試驗的情況,且出現過因工期緊張ASG001BA 水質未加熱至50℃影響后續試驗加熱工期的情況。
經分析ASG001BA 的加熱原理、系統條件和聯合裝置的加熱功能,可將試驗裝置的循環加熱功能配套TSD 作為ASG001BA 加熱的備用方案。
4 結語
本文提出的SG 二次側水壓試驗的工期改進方向和工藝創新內容應用在工期優化、質量管理和安全控制方面有著重要的意義。
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
