探究纖維增強復(fù)合材料的性能及機械加工技術(shù)
2019-10-12 10:40:06雷偉斌
粘接 2019年8期
關(guān)鍵詞:復(fù)合材料
雷偉斌


摘要:近些年來,我們國家社會經(jīng)濟和科技獲得了突飛猛進(jìn)的發(fā)展,越來越多的復(fù)合材料持續(xù)涌現(xiàn),其中纖維增強復(fù)合材料的出現(xiàn)具有非常重要的現(xiàn)實意義,這種材料的力學(xué)性能與其它同類型材料相比有很多優(yōu)勢,例如:強度一重量比值高,比模率大,耐腐蝕性能優(yōu)異等等,同時可以進(jìn)行長時間的有效使用,因此目前這種材料已經(jīng)被廣泛用在各行各業(yè)中了。但是,在實踐中使用時,一旦一些特殊屬性發(fā)生問題,相應(yīng)的就會極大的降低這種材料的性能。因此,我們對這種材料的機械加工技術(shù)開展了一定的分析,同時對其發(fā)展環(huán)境和詳細(xì)工藝進(jìn)行了一定的闡述。
關(guān)鍵詞:纖維增強;復(fù)合材料;機械加工技術(shù)
中圖分類號:TQ050.4+3;TQ320.67+1
文獻(xiàn)標(biāo)識碼:A
文章編號:1001-5922(2019)08-0069-04
現(xiàn)階段,復(fù)合材料獲得了很大的發(fā)展與應(yīng)用,不管是這種材料的力學(xué)性能,還是在實際中的應(yīng)用上,都相比單一的材料具有優(yōu)勢。特別是最近一段時間以來受到人們很大青睞的纖維增強復(fù)合材料,這種材料的加工技術(shù)非常復(fù)雜,一般的加工技術(shù)很難達(dá)到纖維增強復(fù)合材料的機械加工要求[1]。我們?nèi)匀恍枰Γm然目前我們國家已經(jīng)在一些新型的加工技術(shù)方面獲得了突破,但是在實踐中具體應(yīng)用上還有很多問題需要解決,這也很大程度的影響了這種材料的質(zhì)量。對于這種情況我國的機械加工企業(yè)也正在采取措施。
1 纖維增強復(fù)合材料的性能
通常在復(fù)合材料的大家族里面,纖維增強復(fù)合材料的綜合能力最具有優(yōu)勢,所以這種復(fù)合材料在各個領(lǐng)域當(dāng)中也普遍的進(jìn)行應(yīng)用,但是其在進(jìn)行具體的機械加工時,對于加工設(shè)備、技術(shù)還有環(huán)境等有著更苛刻的要求,這種復(fù)合材料的性能優(yōu)勢很大程度上表現(xiàn)在這幾個方面:首先,相對比一般的材料來觀察,纖維增強復(fù)合材料的性能比模量更大;比強度作為這種復(fù)合材料非常重要的性能之一,一般越小越能減少一些不必須的加工程序,這種性能其也比一般材料要小;但就算這種纖維增強復(fù)合材料擁有那么多的優(yōu)勢,其依然有很多的不足與弊端,其中非常明顯的一點就是在實施切削加工時,就會導(dǎo)致刀具磨損嚴(yán)重,很容易對刀具造成破壞,并且也很容易造成預(yù)產(chǎn)應(yīng)力的形成,這種現(xiàn)象的發(fā)生不僅不利于復(fù)合材料的質(zhì)量提高,同時也會給機械加工企業(yè)增加更多的成本投入[2]。
2 纖維增強復(fù)合材料的加工特性
2.1 易形成分層破壞現(xiàn)象
一般情況下出現(xiàn)的分層現(xiàn)象是纖維增強復(fù)合材料在進(jìn)行機械加工時經(jīng)常見到的情形,其中很大的一部分原因就是因為脫膠,由于纖維增強復(fù)合材料輔層之間通常需要使用特定的膠進(jìn)行結(jié)合,但是問題就在于膠的性能一旦失效或者減弱,就會馬上導(dǎo)致脫膠的情況發(fā)生。也有可能是在實施加工時參數(shù)沒有嚴(yán)格按照要求設(shè)置,存在誤差,也會影響纖維增強復(fù)合材料的結(jié)構(gòu)變化。通過仔細(xì)細(xì)致的觀察,不難發(fā)現(xiàn),這種現(xiàn)象的發(fā)生不利于復(fù)合材料的整體性能提高,會對復(fù)合材料的性能造成很大程度上的破壞,所以在機械加工中要盡量防止材料分層,不然的話在之后的實際應(yīng)用過程中很容易引發(fā)安全風(fēng)險的發(fā)生。
2.2 刀具磨損嚴(yán)重
刀具與加工和成本緊密關(guān)聯(lián),復(fù)合材料加工技術(shù)中主要使用的就是切削技術(shù),我們可以想一下刀具在復(fù)合材料之間要進(jìn)行大量的摩擦,所以溫度會在極短的時間里面迅速上升,在這種技術(shù)的機械加工過程中,其會形成高溫,并且這種高溫一般都集聚在刀尖位置,在機械技工過程中這種情況肯定要一直持續(xù)的,這就必然會對刀具造成不小的損毀;另外還有一點需要注意,在機械切削過程中要盡可能避免碎屑和刀具接觸,因為會造成刀具更快的擦傷、刃口遲鈍的情況發(fā)生。而這種情況也說明了要想保證纖維增強復(fù)合材料的加工質(zhì)量與速度就要頻繁的檢查刀具磨損情況并進(jìn)行更壞,在一定程度上會給機械加工企業(yè)帶來額外的成本投入[3]。
2.3 產(chǎn)生殘余應(yīng)力
纖維增強復(fù)合材料對機械技工技術(shù)要求非常高,目前的技術(shù)水平在加工過程中會產(chǎn)生殘余應(yīng)力,從而會導(dǎo)致粗糙度等加工工藝達(dá)不到標(biāo)準(zhǔn)要求,而造成這種現(xiàn)象發(fā)生的絕大多數(shù)原因就是溫度太高,材料在加工時一定要注意各個材料層之間的強度,并且還要避免產(chǎn)生分層、撕裂等情況,這樣的情況在鉆孔時表現(xiàn)的最為明顯,同時也是影響機械加工質(zhì)量的重要原因。
3 復(fù)合材料的加工切削溫度
我們從近些年來可以查到的資料來觀察,切削溫度的相關(guān)研究僅僅只是在鉆削上進(jìn)行,1985年有人在鉆頭里面加入人工熱電偶,測量到了鉆頭切削刃部分的溫度,但是這種測量方法極不科學(xué),以及存在很大的局限性,也有其他例如測量到孔出口處溫度的實驗,但是結(jié)果也不是很讓人信服,所以測試數(shù)據(jù)獲得很不容易。直到樊銳通過紅外熱像儀完整觀察到鉆削過程中的溫度場。如圖1所示。
我們在圖1溫度場的分布情況能夠觀察到,在鉆削過程里面,鉆頭尖部的溫度一直最高,我們知道在鉆頭最頂部不是光滑的,而是具有很多橫截面,復(fù)合材料的加工就是靠這些橫截面完成的,橫截面是由橫刃與縱刃組成的,其中溫度最高的部分就是在橫刃上,在鉆削過程中,鉆尖部分用于鉆削,按照一般邏輯,這個位置應(yīng)該溫度最高,鉆尖橫刃部分是負(fù)前角,一般沒有切削功能,并且這個部分的軸向力最大,這就造成鉆尖橫刃這個位置在加工過程里面基本上在與工件進(jìn)行摩擦,溫度高低可想而知;從另一個角度來看,鉆尖部分的橫刃與工件的切削速度更快,與工件的摩擦就更劇烈,所以溫度也就明顯更高[4]。通過對比,處于劇烈摩擦位置的橫刃部分溫度比鉆頭其他任何位置的溫度都要高。這一情況與1985年的試驗比較接近。我們通過進(jìn)一步試驗?zāi)軌虻玫降慕Y(jié)論是:鉆削溫度和鉆速是指數(shù)關(guān)系;鉆削溫度和進(jìn)給量是負(fù)指數(shù)關(guān)系;復(fù)合材料鉆削溫度的變化規(guī)律與金屬鉆削情況類似,但是溫度對復(fù)合材料加工質(zhì)量的影響比金屬材料嚴(yán)重得多,在試驗中溫度超過250℃,樹脂材料變焦,金屬則基本沒有影響。
4 加工表面完整性研究
通常情況下要想獲得對加工表面相對比較完整的研究,就要運用電子顯微鏡對纖維復(fù)合材料表面的加工工藝開展詳細(xì)的分析與研究,例如表面粗糙度等,能夠得出結(jié)論。
1)纖維增強復(fù)合材料加工表面在電子顯微鏡下進(jìn)行觀察可以明顯看到是由纖維斷口表面與樹脂覆蓋表面兩部分組成,在低轉(zhuǎn)速下纖維增強復(fù)合材料加工表面以樹脂覆蓋表面占絕大部分;高鉆速下纖維復(fù)合材料的加工表面以纖維斷口表面為主[5]。
2)從纖維增強復(fù)合材料加工孔的深度進(jìn)行觀察,在加工表面的入口與出口部分,以纖維斷口表面占大部分;而在纖維增強復(fù)合材料加工孔的中間位置,以樹脂覆蓋表面為主
3)在纖維增強復(fù)合材料特殊加工單向孔表面的圓周方向上,機械加工工藝存在更大的難度,例如粗糙度會根據(jù)這一方向上的位置的不同而不同,[6]。
4) 一般情況下纖維增強復(fù)合材料斷口,可根據(jù)其加工表面周向位置的不同,可分為彎曲斷口、平滑斷口、波紋斷口等類型,雖然斷口各不相同,但是它們都是垂直于自身軸線。[7]如圖2所示。
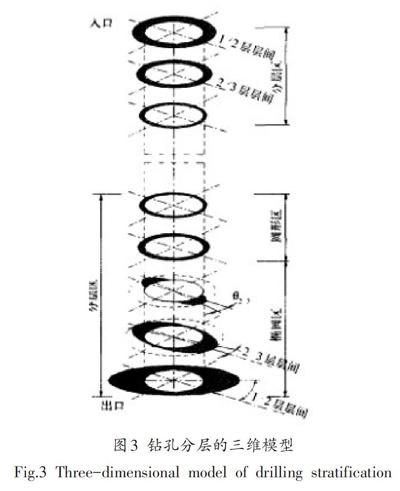
使用聲學(xué)顯微鏡還有氯化金滲透法對纖維增強復(fù)合材料加工表面完整性研究是對電子顯微鏡進(jìn)行研究的有效補充,我們用這兩樣?xùn)|西對纖維增強復(fù)合材機械加工過程中出現(xiàn)的分層現(xiàn)象展開了三維測量,通過認(rèn)真仔細(xì)分析得到了相對比較詳細(xì)明了的分層方向與大小隨孔深變化的分布模型。通過對分層研究得出的結(jié)論為[8]:纖維復(fù)合材料加工孔表面人孑L與出孔側(cè)都有比較明顯的分層,但是人口側(cè)的分層形貌呈圓形,而出口測表面上的分層狀態(tài)是橢圓形,要注意的是出口側(cè)比入口側(cè)的分層現(xiàn)象更加明顯[6]。如圖3所示。
5 提高加工質(zhì)量的措施
先進(jìn)復(fù)合材料的研發(fā)歷史相對來說比較年輕,但是進(jìn)步十分明顯,雖然機械加工技術(shù)等方面的理論研究還不是很完善,但是非常多的對實踐應(yīng)用的研究已經(jīng)走到了前面,同時獲得了不錯的成效[9]。
首先更高速的切削對復(fù)合材料的加工質(zhì)量提升非常大。我們從金屬切削原理能夠比較清晰的了解到,進(jìn)給量越小則切削力越小,加工表面的質(zhì)量也就能相應(yīng)的提高。這種加工技術(shù)同樣適用于復(fù)合材料的切削[7]。有人在高速鉆削技術(shù)領(lǐng)域開展了相效的研究,并且針對性研制的數(shù)控高速鉆削試驗臺能夠達(dá)到24000r/min的轉(zhuǎn)速鉆進(jìn)行切,進(jìn)給速度為24-1440mm/mm之間,測試結(jié)果說明了,高速鉆削對復(fù)合材料孔加工的質(zhì)量有非常顯著的提升,同時其也是復(fù)合材料高質(zhì)量加工的一個研究方向。其次先進(jìn)刀具的發(fā)展也是提升復(fù)合材料加工質(zhì)量的重要措施。在實踐應(yīng)用里面,刀具很不耐用,以及浪費,只有發(fā)展新型刀具才能提高使用時間與生產(chǎn)效率[10]。
6 結(jié)語
現(xiàn)階段對纖維增強復(fù)合材料的機械加工技術(shù)的開發(fā)還處在剛剛開始的階段,同時這也是一個新的研究領(lǐng)域,還存在不少的問題需要進(jìn)一步研究,隨著復(fù)合材料在實際中不斷的普遍使用以及各種機械技工技術(shù)的持續(xù)改進(jìn),纖維增強復(fù)合材料的加工技術(shù)也會迎來大規(guī)模的進(jìn)步。
參考文獻(xiàn)
[l]王昌贏,文亮,明偉偉,等.碳纖維增強復(fù)合材料銑削加工技術(shù)研究進(jìn)展[J].航空制造技術(shù),2015,(14):76-80.
[2]李志強,樊銳,陳五一,等.纖維增強復(fù)合材料的機械加工技術(shù)[J].航空制造技術(shù),2003,(12):34-37.
[3]李小波,孫樹凱.芳綸纖維增強復(fù)合材料的機械加工實例研究[J].化工設(shè)計通訊,2019,45(6):47,62.
[4]于長有,纖維增強復(fù)合材料的機械加工技術(shù)研究[J].科技與創(chuàng)新,2015,(24):149,151.
[5]解美婷,纖維增強復(fù)合材料的機械加工技術(shù)研究[J].黑龍江科技信息,2016,(30):65.
[6]陳燕,葛恩德,傅玉燦,等.碳纖維增強樹脂基復(fù)合材料制孔技術(shù)研究現(xiàn)狀與展望[J].復(fù)合材料學(xué)報,2015,32(2):301-316.
[7]單晨偉,呂曉波.碳纖維增強復(fù)合材料銑削和鉆孔技術(shù)研究進(jìn)展[J].航空制造技術(shù),2016,(15):32-41.
[8]劉剛,張恒,王亞飛,等,碳纖維增強復(fù)合材料螺旋銑孔切削力及加工質(zhì)量研究[J].復(fù)合材料學(xué)報,2014,31(5):1292-1299.
[9]史振宇,崔鵬,李鑫,等.基于纖維增強復(fù)合材料的超聲振動輔助加工技術(shù)綜述[J].表面技術(shù),2019,48(1):305-319.
[10]胡寶剛,楊志翔,楊哲.復(fù)合材料后加工技術(shù)的研究現(xiàn)狀及發(fā)展趨勢[J]宇航材料工藝,2000,30(5):24-27,31.
猜你喜歡
建材發(fā)展導(dǎo)向(2022年2期)2022-03-08 01:44:04
建材發(fā)展導(dǎo)向(2021年14期)2021-08-23 00:56:16
中國材料進(jìn)展(2019年10期)2019-12-07 05:32:14
纖維復(fù)合材料(2018年3期)2018-04-25 07:22:58
電子測試(2017年11期)2017-12-15 08:57:13
山東工業(yè)技術(shù)(2016年15期)2016-12-01 05:31:34
中國塑料(2015年6期)2015-11-13 03:02:54
中國塑料(2015年11期)2015-10-14 01:14:14
中國塑料(2015年8期)2015-10-14 01:10:41
應(yīng)用化工(2014年10期)2014-08-16 13:11:29