激光飛行焊技術(shù)在汽車車身上的應(yīng)用
2019-10-21 09:41:57胡德志周帥帥
汽車實用技術(shù) 2019年11期
胡德志 周帥帥
摘 要:全球汽車市場格局重構(gòu),改變了越來越多的自主品牌,隨著世界經(jīng)濟水平的飛速發(fā)展,汽車制造業(yè)的技術(shù)得到不斷改善。激光飛行焊技術(shù)具有焊接變形量小、效率高、使用成本低等優(yōu)勢,已廣泛的應(yīng)用于汽車生產(chǎn),給汽車生產(chǎn)領(lǐng)域帶來了深遠的影響。文章就激光飛行焊接的原理以及在汽車車身上的應(yīng)用進行簡單的說明,以期為汽車行業(yè)人員提供一些幫助。
關(guān)鍵詞:激光飛行焊;焊接技術(shù);汽車應(yīng)用
中圖分類號:U466 ?文獻標識碼:A ?文章編號:1671-7988(2019)12-60-03
Abstract: The global auto market pattern reconstruction, changed more and more independent brands, with the rapid development of world economy, the flying car manufacturing technology continue to improve. the laser welding technology has high efficiency of welding deformation small low cost advantages, has been widely used in automobile manufacturing, has brought the profound influence to auto production field. in this paper, the principle of laser welding flight as well as the application in car body for simple instructions, in order to provide some help for the auto industry personnel.
Keywords: Laser flight welding; Welding technique; Automotive applications
CLC NO.: U466 ?Document Code: A ?Article ID: 1671-7988(2019)12-60-03
1 前言
在汽車制造領(lǐng)域,激光焊接技術(shù)已廣泛的應(yīng)用,而激光飛行焊接技術(shù)是在車身焊接技術(shù)發(fā)展下產(chǎn)生的一種新型高效焊接技術(shù),相對于傳統(tǒng)的激光焊接技術(shù),激光飛行焊接具有焊接效率高、焊縫強度高、焊接邊小、使用成本低等優(yōu)勢。
2 激光飛行焊技術(shù)簡介及系統(tǒng)組成
激光飛行焊即激光機器人的掃描焊接,機器人攜帶的掃描頭可以從500mm以外的位置,在不移動掃描頭的情況下,通過掃描頭的運動,不接觸工件的情況下完成高速焊接,進行類似光掃描的焊接。此種焊接方式速度快、移動位置精度高,因其掃描頭本身的高速焊接以及外在空間的凌空感,所以取名為“飛行焊”。
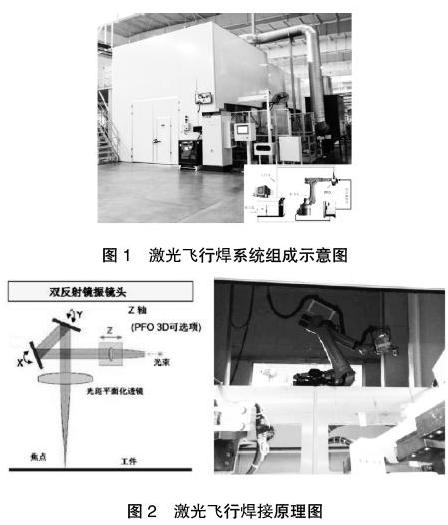
激光飛行焊系統(tǒng)由激光器、實時觸發(fā)器、機器人、掃描頭、光纖等部分組成(如圖1所示),通過光纖傳輸?shù)墓虘B(tài)激光器位于遠處的激光器房,它是提供焊接能量的源動力。
廣義的激光房由房體、維修安全門、進風(fēng)口、除塵口、觀察窗、進出件快速開關(guān)門、監(jiān)控系統(tǒng)、各種安全防護(光柵、掃描儀)、光纖懸掛系統(tǒng)等組成。激光房的大小根據(jù)實際工裝夾具、機器人臂長、工藝布局等因素決定。
3 激光飛行焊技術(shù)原理
激光飛行焊接是機器人沿著工件上面大約500mm的平滑路徑引導(dǎo)著掃描頭和光纖,掃描頭在極短時間內(nèi)將聚焦點從一個焊縫導(dǎo)向到另一個焊縫。
激光飛行焊接與傳統(tǒng)的激光焊接主要區(qū)別是激光束定位方法不一樣,激光飛行焊接技術(shù)通過激光束入射到掃描鏡的X,Y軸兩個反射鏡上,計算機控制反射鏡的角度,實現(xiàn)激光束的任意偏轉(zhuǎn)[5]。掃描頭位于激光器光纖光纜端部,將激光焦點精確定位到將要焊接工件的中央。掃描頭內(nèi)部的兩個掃描鏡引導(dǎo)光束通過平常鏡頭將光束聚焦到普通的聚焦平面,焊接范圍一般為一定尺寸橢圓內(nèi)。此外,掃描頭還配有一個電動鏡頭,可以沿著Z軸方向上下移動聚焦平面(如圖2所示)。
掃描頭有兩種類型,一種采用的是可移動式聚焦鏡和單反射鏡的方式實現(xiàn),光纖輸出的激光經(jīng)準直、聚焦后直接打到反射鏡,通過反射鏡的橫向旋轉(zhuǎn)來實現(xiàn)加工平面的X向運動,Y向的運動則由掃描頭的縱向旋轉(zhuǎn)來控制;另一種采用雙振鏡的方式實現(xiàn),使用兩片振鏡分別控制X軸和Y軸方向的運動,激光經(jīng)過準直鏡準直后再通過雙振鏡的旋轉(zhuǎn)來控制光線的位移,聚焦鏡放在兩片振鏡之后,此處的聚焦鏡即為場鏡,可起到平場的作用,雙振鏡的焦點補償通常是通過準直鏡的移動來實現(xiàn)的。
4 激光飛行焊技術(shù)優(yōu)勢
4.1 焊接效率高
與電阻點焊相比,使用激光飛行焊接,掃描頭的連續(xù)移動和掃描鏡激光焦點的快速定位,避免將點焊槍從一個焊接位置移動到另一個焊接位置,縮短了重新定位時間。在激光飛行焊工作范圍內(nèi),從起始點將聚焦激光光束重新定位到另一端只需要30ms。比如,對于鈑金件厚度0.6-1.8mm的車身,通常每個焊接點使用電阻點焊約3s完成,但使用激光飛行焊接用時不到0.4s且焊接效果優(yōu)于電阻點焊,焊接效率提高了7倍。因此,激光飛行焊接的應(yīng)用極大地提高了生產(chǎn)節(jié)拍。
4.2 焊縫強度高
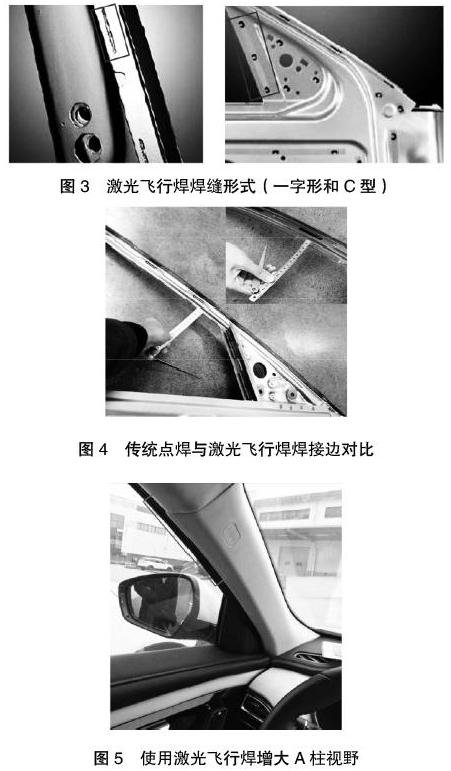
激光飛行焊接焊縫形狀可以根據(jù)工藝要求靈活設(shè)計,常用的激光飛行焊焊縫為一字形焊縫或C型焊縫(如圖3所示)。與點焊、電弧焊相比,激光飛行焊接熔深大,焊縫強度高,焊接熱變形小,對門蓋類零件涉及外觀件呢槽、飾板的匹配,使總成的精度得到保證。
4.3 焊接邊小
相對于傳統(tǒng)的電阻點焊工藝,激光飛行焊接具有無接觸、靈活的焊縫特點,可使得焊接搭接面更小。傳統(tǒng)點焊為保證焊點質(zhì)量,避免出現(xiàn)半點焊等焊接缺陷,車門窗框處最小焊接邊為12mm。而眾泰汽車研發(fā)的一款新車型車門窗框應(yīng)用激光飛行焊接技術(shù),其窗框焊接位置的焊接邊為5mm(如圖4所示)。
應(yīng)用激光飛行焊接可以在一定程度上降低車身重量,同時能有效減小窗框處黑邊寬度,增大A柱視野,進而提升行車的安全性(如圖5所示)。
4.4 使用成本低
激光飛行焊接的耗材只有振鏡頭的保護鏡片、激光器冷卻水,且更換頻次低、價格便宜,所以使用成本遠低于電阻點焊和電弧焊。
激光飛行焊接工作過程不接觸工件,因此設(shè)備故障率及設(shè)備備件更換率很低,工作穩(wěn)定。這意味著設(shè)備完成安裝調(diào)試后的后期投入很小[4]。
5 結(jié)論
本文主要是從眾泰汽車將激光飛行焊接成功應(yīng)用于車門焊接上出發(fā),闡述了激光飛行焊接的工作原理及優(yōu)勢,隨著汽車焊接技術(shù)的不斷進步,基于車身輕量化及質(zhì)量提升的考慮,后續(xù)將逐步推廣應(yīng)用激光飛行焊接技術(shù)于車身焊接上。
參考文獻
[1] 張旭東,陳武柱.激光焊接技術(shù)進展及其在汽車制造中的應(yīng)用[J].汽車新技術(shù),2003.
[2] 李少華,康蓉媂.激光焊接技術(shù)及其應(yīng)用[J].艦船防化,2011.
[3] 鐘建強,柳娟娟.汽車焊接技術(shù)在汽車制造領(lǐng)域的應(yīng)用[J].科技資訊,2011.
[4] 張妍.激光焊接在白車身上的應(yīng)用現(xiàn)狀[J].電焊機,2016.
[5] 姜海濤.激光飛行焊技術(shù)在汽車焊接領(lǐng)域的應(yīng)用[J].金屬加工(熱加工),2017.