控制活塞銷孔軸線與裙部軸線垂直度誤差的工藝改進
2019-10-21 09:41:57王路斌賴澤啟郭景斌冀海月畢浩然劉善林黃斌
汽車實用技術 2019年11期
王路斌 賴澤啟 郭景斌 冀海月 畢浩然 劉善林 黃斌
摘 要:通過對內燃機活塞加工工藝流程以及活塞銷孔軸線與裙部軸線垂直度誤差的分析,提出了設置活塞頂部圓環面工藝基準,來有效降低活塞銷孔軸線與裙部軸線垂直度誤差的工藝方案。
關鍵詞:工藝改進;誤差削減;基準;尺寸鏈
中圖分類號:TK45 ?文獻標識碼:A ?文章編號:1671-7988(2019)12-145-03
Abstract: Based on the analysis of the piston machining process of internal combustion engine and the verticality error between the axis of piston pin hole and the axis of the skirt, a process plan for effectively reducing the verticality error between the axis of piston pin hole and the axis of the skirt by setting the technical datum of the torus on the top of the piston is put forward.
Keywords: Process improvement; error reduction; datum; dimension chain
CLC NO.: TK45 ?Document Code: A ?Article ID: 1671-7988(2019)12-145-03
前言
活塞銷孔軸線與裙部軸線垂直度誤差是活塞機械加工中一項比較重要且難以控制的位置誤差,該項誤差超差是影響活塞機械加工合格品率的主要原因之一。
1986年,劉永利[1]通過對垂直度誤差的測量方法進行了一定的總結,并在之后做了較為完善的測量誤差分析,將誤差總結為基準要素誤差、被測要素誤差、測量器具誤差。1998年,徐宗道[2]設計了活塞銷孔軸線對裙部軸線的垂直度檢具,該檢具具有量值反映準確、直觀、測量精度高且不受裙部外圓曲線、鼓形、錐形形狀的限制等優點。2000年,林曉華[3]對鋁活塞銷孔軸線對裙部的垂直度測試方法進行了一定的改進。利用銷孔軸線和裙部軸線對底面的平行度減小了誤差。
1 活塞加工工藝流程以及活塞銷孔軸線與裙部軸線垂直度誤差的分析
1.1 活塞加工的誤差分析及計算
常見的活塞加工中銷孔軸線與裙部軸線垂直度誤差來源主要有四種:多次裝夾誤差、定位基準轉換誤差、頂針與底部倒角同軸度誤差、測量基準與加工基準轉換誤差。
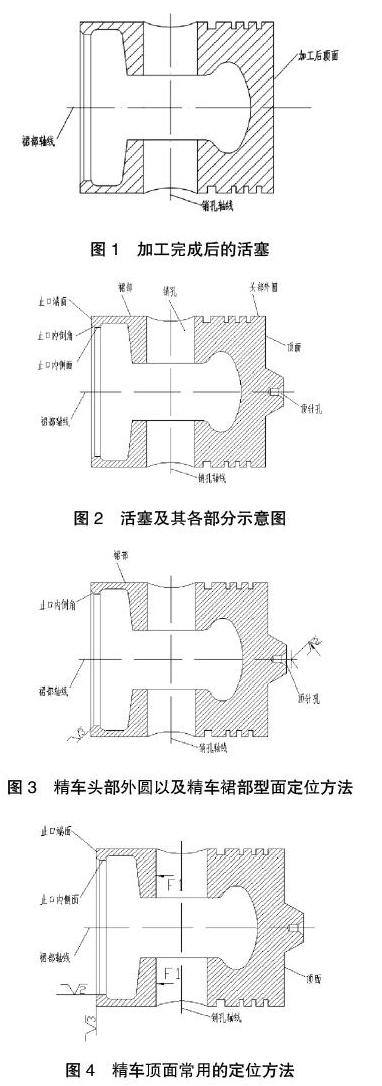
在常用的鋁活塞機械加工工藝中,加工基準主要有(見圖2):止口端面,止口內倒角,止口內側面,頂針孔。
活塞銷孔軸線與裙部軸線垂直度誤差是精加工段多道工序定位基準誤差、加工誤差的綜合反映,除了止口端面、止口內倒角以及頂針孔三者之間的位置誤差外,影響該項誤差的工序主要包括:精車裙部(裙部精車后一般是中凸變橢圓型面),精車頂面,精鏜銷孔,常見的加工順序為:精車裙部→精車頂面→精鏜銷孔,參見圖3。
在精車裙部工序中,采用止口內倒角和頂針孔定位,頂針孔同時夾緊(頂緊)活塞,如圖,精車后裙部表面一般是中凸變橢圓型面;在精車頂面工序中,采用止口端面和止口內側面定位,F1是夾緊力,如圖4;在精鏜銷孔工序中,采用頂面和頭部外圓定位,F2是夾緊力,如圖5。
活塞銷孔軸線與裙部軸線垂直度誤差的測量基準是裙部軸線,裙部軸線需要通過裙部表面來確定,而加工裙部表面的定位基準是止口內倒角和頂針孔;另一方面,活塞頂面加工是以止口端面(不含頂針孔)定位的,與加工裙部的定位基準不一致;精鏜銷孔工序定位基準是活塞精車后的頂面和頭部外圓,與加工裙部的定位基準也不一致,因此,銷孔以及裙部在加工過程中存在多次基準轉換(基準不一致)誤差,基準轉換鏈較長(與精車裙部工序、精車頂面工序以及精鏜銷孔工序有關),使得活塞銷孔軸線與裙部軸線垂直度誤差難以控制。
工藝誤差分析如下:
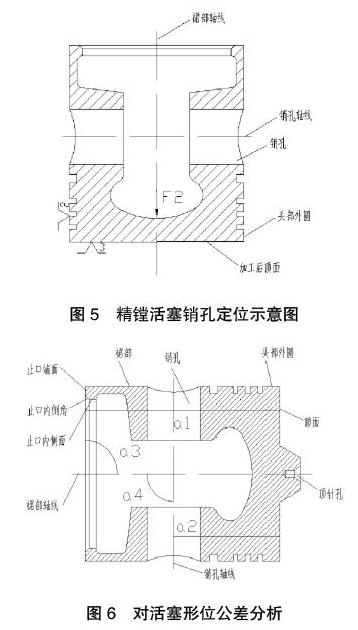
在精車裙部工序中,采用止口內倒角和頂針孔定位,頂針孔同時夾緊(頂緊)活塞,精車后裙部表面一般是中凸變橢圓型面;在精車頂面工序中,采用止口端面和止口內側面定位;在精鏜銷孔工序中,采用頂面和頭部外圓定位。
這是一個角度尺寸鏈,共有4個環:
a1-止口端面與頂面的平行度公差
a2-頂面與銷孔軸線的平行度公差
a3-止口端面與裙部軸線的垂直度公差
a4-裙部軸線與銷孔軸線的垂直度公差
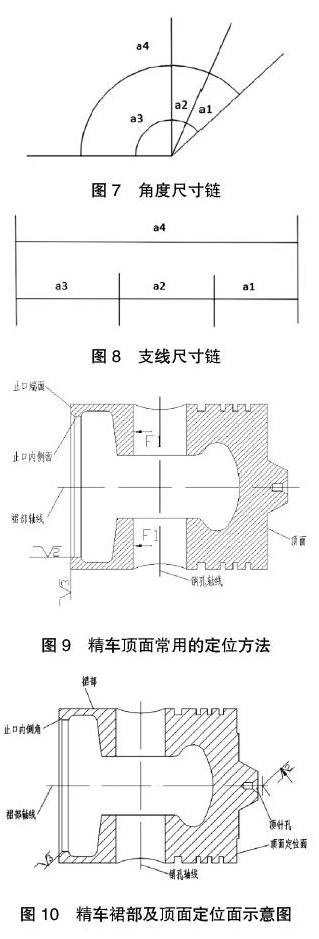
對于a1、a2,他們是平行度,可以認為其基本尺寸是0°。對于a3、a4,他們是垂直度,基本尺寸是90°。根據上面所設的形位公差可得角度尺寸鏈如下:
則可知將角度尺寸鏈轉化為支線尺寸鏈后如下圖:
則可以看出,a4的轉化為平行度誤差后受a1a2a3影響,誤差較大。
2 活塞加工相關工藝的改進
2.1 增設精車頂面定位面
在精車裙部工序中,加入精車頂面定位面內容,即:一次定位裝夾后,完成裙部的加工和頂面定位面的加工,頂面定位面是與活塞裙部軸線(即活塞回轉軸線)相垂直的環形平面,參見圖10;接下去采用頂面定位面和頭部外圓定位精鏜銷孔,參見圖11,此時銷孔軸線與裙部軸線垂直度誤差已經確定;此后再精車頂面,參見圖4。相關的加工順序為:精車裙部(含頂面定位面)→精鏜銷孔→精車頂面。
積極效果:采用這種工藝后,裙部和頂面定位面是同一定位基準一次裝夾完成的加工,精鏜銷孔以頂面定位面和頭部外圓定位,從而使得銷孔以及裙部在加工過程中基準轉換鏈縮短(只與精車裙部工序和精鏜銷孔工序有關),有利于減小銷孔軸線與裙部軸線垂直度誤差。
2.2 改進后的誤差分析
由于頂部圓環端面與活塞裙部是一次定位一次加工出來的,所以二者對于原來的定位沒有誤差,即頂部圓環端面對于裙部軸線的垂直度公差可以忽略,因此,在以頂部圓環端面為定位基準加工出來的銷孔,其軸線與裙部軸線的垂直度公差僅僅取決于由頂部圓環端面定位加工銷孔是產生的平行度公差,大大降低了定位基準轉換誤差。
2.3 總結
經過對于傳統活塞加工中銷孔軸線與裙部軸線垂直度誤差和改進后活塞加工銷孔軸線與裙部軸線垂直度誤差的分析,可以看出改進后的活塞加工方法的所產生誤差源減少,使得兩軸線垂直度誤差更易保證。
參考文獻
[1] 劉永利.活塞銷孔軸線對裙部軸線垂直度測量誤差分析[J].內燃機配件,1986(04):3-11.
[2] 徐宗道.活塞銷孔軸線對裙部軸線垂直度檢具[J].機械工人.冷加工,1998(01):18.
[3] 李安海,盧永紅,劉濤,趙軍.鋁合金活塞銷孔加工過程工藝優化[J].制造技術與機床,2018.
[4] 王先逵.裝配尺寸鏈中角度尺寸鏈的建立和轉化[J].機械工藝師,1990(08):21-23.