降低GDX2細支包裝機條盒膜缺陷率的研究
2019-10-21 22:24:14劉瀅高健鵬楊波黃平
科學導報·科學工程與電力 2019年30期
劉瀅 高健鵬 楊波 黃平

【摘 ?要】通過詳細分析條包整形美容裝置原理,發現條盒膜缺陷率與美容裝置烙鐵熨燙時間及熨燙溫度的關系,展開烙鐵熨燙時間、溫度與條盒膜缺陷率相關性研究,找到最佳熨燙時間,并通過設備改造最大幅度降低條盒膜缺陷率。
【關鍵詞】GDX2細支包裝機;條包整形美容裝置;條盒膜;烙鐵;熨燙時間
貴州中煙貴定卷煙廠現有3組GDX2細支包裝機(國產型號為ZB45B),在生產運行中表現出較為穩定的生產效率,為保證GDX2細支包裝機組條盒外觀產品質量,在CV部位完成條盒膜包裝后,增設了條包整形美容裝置,但在實際生產過程中細支煙的條盒膜包裝效果并不理想,泡皺質量缺陷頻發,嚴重影響生產效率及產品質量。為解決該問題,本文通過對原條包橫列整形裝置進行分析研究,確定烙鐵熨燙時間與成品質量間的關系,并通過設備改造最大幅度降低條盒膜缺陷率。
1、整體分析
1.1CV包裝流程分析
YB95條盒透明紙包裝機是ZB45包裝設備的最后一個工序,其工作原理是透明紙薄膜在與金拉線合成后被切割成定長,由夾鉗將紙橫向移至包裝工位,吸紙定位后在第一提升器處完成條盒第一次提升,完成透明紙的折疊;然后,條盒在推進器推進時完成透明紙的后長邊的折疊,并在推進過程中又完成透明紙的前長邊和兩邊折角的折疊,在到達第二提升器時條盒透明紙下短邊完成折疊,在第二次提升過程中又完成條盒透明紙上短邊折疊,并被熱封成形后按一定堆疊條數自動推出,推出過程中需經過光子缺包檢測系統進行缺包檢測,而后推入條包橫列整形裝置進行外觀整形后進入整形裝置,最后檢測輸出[1]。
1.2 缺陷情況統計
連續兩周統計各班過程檢驗中所發現的條盒膜外觀缺陷,具體數據見表1。
由統計結果可以看出,條盒膜外觀缺陷主要問題集中于條盒膜泡皺,在整體缺陷比例里,占比78.60%。
1.3條盒膜泡皺缺陷產生位置調查
1.3.1試驗設計
材料:200條未美容但條盒膜折疊完好的條煙(貴煙“跨越”系列)。
設備:ZB45細支包裝設備
方法:根據CV透明紙包裝流程,在第二推包折疊器出口處取200條未美容,條盒膜折疊完好的條煙(貴煙“跨越”系列),依次通過條包橫列整形裝置(上下面)及條包橫列整形裝置(左右面)
(1)觀察記錄條盒經過條包橫列整形裝置(上下面)后產生的泡皺缺陷數量;
(2)將過條包橫列整形裝置(上下面)的條煙繼續通過條包橫列整形裝置(左右面)并觀察記錄已經形成泡皺缺陷的條煙經過條包橫列整形裝置(左右面)后是否有改變,以及是否有新產生的泡皺缺陷。
1.3.2數據分析
根據實驗情況發現,即使是條盒膜在第二推包折疊處已經折疊良好的情況下,經過條包橫列整形裝置(上下面)后仍然產生較高比例的泡皺缺陷,詳細缺陷見表2。
1.4條包橫列整形裝置結構組成及工作原理
DT2001-C/HL-C條包橫列異型盒整形裝置是貴定卷煙廠主要使用的細支包裝設備條盒膜整形裝置,主要由主體加熱部分、停機排煙部分、輸送連接部分、電箱部分、傳動部分、出煙輸出部分以及條包推出機構組成。其中主體加熱部分是由上下兩烙鐵組成。其中,條包橫列整形裝置(上下面)下端烙鐵為固定烙鐵,條煙通過整形裝置過程中,一直與條煙接觸,而上端烙鐵由凸輪控制其升降,當條煙進入整形裝置時,烙鐵下壓,與條煙接觸進行整形。
2煙用包裝薄膜收縮率與熨燙溫度熨燙及時間的相關性分析
在條盒膜的包裝過程中,煙用包裝薄膜在生產過程中依靠其預熱收縮的性質對小盒及條盒煙包進行密封性處理,但在生產過程中,往往由于生產設備對其進行熱封的溫度及時間把控不足,導致“過收縮”或“收縮不到位”現象頻發,泡皺缺陷即是非常明顯的“收縮不到位”。為了找到包裝薄膜收縮率與熨燙溫度熨燙及時間的相關性,進一步解決條盒膜泡皺問題,本文通過模擬試驗收集了在不同溫度及不同熨燙時間下包裝薄膜收縮率的變化,并用SPSS對數據進行了相關性分析,擬找到收縮率與熨燙溫度及時間的線性回歸方程[2]。
2.1實驗過程
利用德國產的熱收縮分析儀設備,針對云南紅塔塑料有限公司產的熱收縮膜進行收縮實驗分析,得出在不同溫度及不同熨燙時間下,薄膜收縮率的變化,并對數據進行整理[3]。
2.2用SPSS對數據進行分析
將試驗所得數據導入SPSS分析軟件,進行相關性分析(回歸分析),具體分析結果如下:
(1)收縮率與溫度、時間均為負相關,且顯著性均為0.000,即收縮率與兩個自變量均為顯著相關關系。
(2)相關系數R=0.813,判定系數為0.661,回歸直線對樣本數據的代表程度和線性相關性相對較強。
(3)統計量F=692.073,相伴概率<0.001,說明多個自變量與因變量之間存在線性回歸關系。
(4)回歸系數分析
根據表3數據,相伴概率均小于0.001,說明回歸系數與0有顯著差別,該回歸方程有意義,根據上表可得收縮率在一定范圍內與溫度及時間的一元二次方程如下:
Y(收縮率)=1.960-0.019X1(溫度)-0.162X2(時間)
3溫度分析
由包裝薄膜收縮率與熨燙溫度熨燙及時間的相關性分析可知,條盒膜的收縮率與整形裝置整形溫度以及熨燙時間相關,根據條包橫列整形裝置(上下面)工作原理,當設備以正常速度生產時(280包/分鐘),上端烙鐵與條煙接觸時間約為0.38s。熱收縮率主要用于薄膜在不同條件下尺寸熱穩定性的評定,對于條包膜,因條盒具有較好的強度支撐作用,可以采用高收縮率煙膜,以達到平整、美觀的視覺效果,卷煙行業一般要求條包煙膜熱收縮率要達到8% ~ 12%。根據收縮率在一定范圍內與溫度及時間的一元二次方程,烙鐵熨燙溫度X1=92℃,上端烙鐵接觸時間X2=0.38s代入方程,可計算實際生產過程中,包裝膜收縮率Y=15%,大于行業一般要求。若將收縮率固定為Y=12%,上端烙鐵接觸時間為固定值X2=0.38s,代入公式,可計算出此時的熨燙溫度為X1≈93.6℃。為驗證當上端烙鐵溫度變化時,條盒膜缺陷改變情況,設計溫度梯度試驗如下。
設備:ZB45細支包裝設備
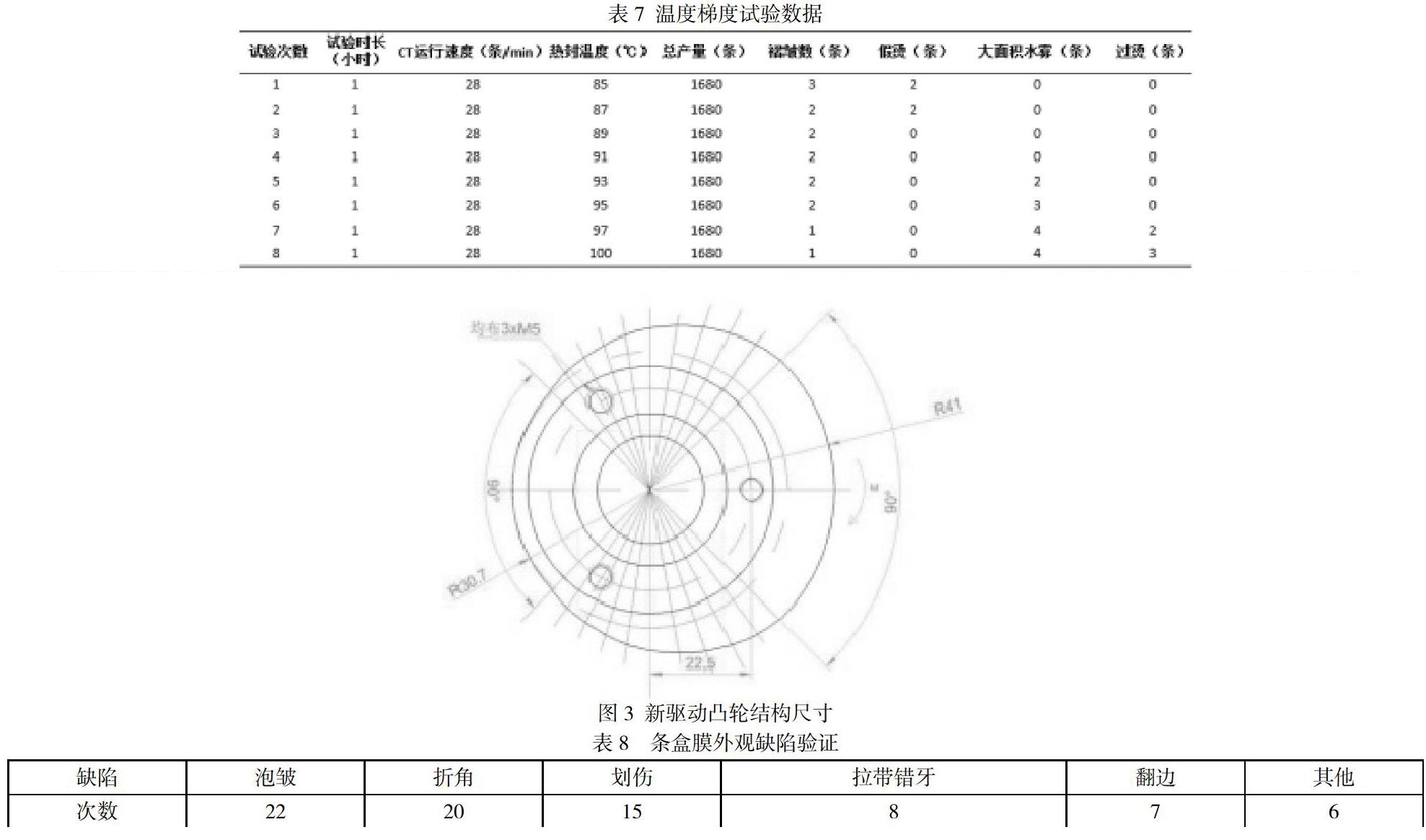
方法:生產穩定情況下,梯度調整條盒經過條包橫列整形裝置(上下面)上端烙鐵溫度,統計記錄缺陷情況,詳細數據見表7。
由梯度試驗數據可以看出熨燙溫度為90±5℃時對泡皺數量影響不大,但會引起大面積水霧等其他缺陷數量的波動,根據卷煙工藝標準,熨燙溫度控制范圍為應設置為90±2℃。因此無法通過調整熨燙溫度來滿足收縮率要求,進而保證外觀質量。
4熨燙時間分析
根據包裝薄膜收縮率與熨燙溫度熨燙及時間的相關性分析,若無法通過更改烙鐵溫度有效保證收縮率,則需調整熱縮時間,烙鐵上下運動為凸輪驅動,凸輪運動原理為隨著凸輪的轉動,與凸輪接觸的從動件將做軸向往復運動,從動件的運動模式可用“升-停-回-停”進行描述,其中向上升的角度即為“升程角”,升至最大值,停頓的區間即為“遠休止角”,向下運動的角度即為“回程角”,回落至最底部時停頓的區間為“近休止角”。若要更改上端烙鐵熱縮時間,則需調整控制凸輪遠近休止角。
將烙鐵溫度控制為X1=92℃,收縮率固定為Y=12%,代入公式:
Y(收縮率)=1.960-0.019X1(溫度)-0.162X2(時間)
可計算出熱縮時間X2≈0.56s,根據原凸輪結構,及生產條件,測得以下已知量:
(1)轉速n=28r/min=0.47r/s;
(2)遠休止時間t=0.56s
(3)近休止角?1=90°
根據以上已知量可求得,當設備運行速度為28包/min時,驅動凸輪遠休止角角度?2=360°*t*n=89.04°≈90°
升程角=回程角=(360°-?1-?2)/2=90°
根據上述計算數據,可重新設計驅動凸輪尺寸,如圖3所示。
5效果驗證
根據上述理論分析,重新按照新凸輪尺寸進行加工,并于貴定卷煙廠一組ZB45(細支)生產設備上安裝使用,并連續兩周統計各班過程檢驗中所發現的條盒膜外觀缺陷,具體數據見表8。
由統計結果可以看出,條盒膜外觀缺陷問題不再集中于條盒膜泡皺,較改造前整體缺陷率下降63.7%,其中泡皺缺陷下降86.98%,改善效果良好,具有一定推廣價值。
參考文獻:
[1]GD & CO. GDX2 Packing Machine Operating and Adjustments Manual[M]. Italy,2005.
[2]韓金偉.應用回歸分析[D].云南:楚雄師范學院,2012.
[3]楊智能.塑料薄膜熱收縮率測試方法[J].測量與檢測技術,2012(8):70-73.YANG Zhi-neng.The testing method of heat shrinkage of plastic film [J].Measurement and Detection Technology.2012(8):70-73
作者簡介:
劉瀅,(1989.4),女,滿族,貴州省黔南州人,貴州中煙工業有限責任公司 貴定卷煙廠。研究方向:機械工程與自動化
高健鵬(1991.6),男,漢族,貴州省貴陽市人,貴州中煙工業有限責任公司貴定卷煙廠。研究方向:煙用機械。
楊波(1985.7),男,漢族,貴州省黔南州人,貴州中煙工業有限責任公司 貴定卷煙廠。研究方向:卷煙質量
黃平(1970.11),男,漢族,貴州省黔南州人,貴州中煙工業有限責任公司 貴定卷煙廠。研究方向:卷煙包裝機械
(作者單位:1、貴州中煙工業有限責任公司;2、貴定卷煙廠)