16MnR+0Cr13不銹鋼復合鋼板接技術
2019-10-21 13:07:52劉偉
中國化工貿易·下旬刊 2019年10期
劉偉
摘 要:針對不銹鋼復合鋼板16MnR+0Cr13,從焊接性、焊接坡口、焊接材料、焊接技術要求及焊接缺陷等幾個方面進行了系統闡述,并結合我公司承擔的某化工裝置的實際生產總結了不銹鋼復合鋼板焊接技術、特點。
關鍵詞:不銹鋼復合鋼板;性能;坡口形式;焊接技術;焊接缺陷
近年來,隨著我國石油化工工業的發展,進口原油的含硫量不斷增加,原油品質不斷下降,為克服含硫原油對設備的腐蝕問題,某些煉油設備的殼體材料選用了復合鋼板,其復層不銹鋼和工作介質相接觸,具有良好的耐腐蝕性能,而強度主要靠基層來保證,降低了綜合制造成本。
我公司承擔的某化工裝置的減壓塔采用不銹鋼復合鋼制造,殼體材質為16MnR+0Cr13,厚度分別為14+3mm、18+3mm、22+3mm、26+3mm、28+3mm。
1 不銹鋼復合鋼焊接性分析
母材16MnR+0Cr13中16MnR部分為基層,主要為滿足設備的強度及剛度要求,0Cr13部分為覆層,厚度為3mm主要滿足介質對耐蝕性的要求。母材16MnR+0Cr13焊接時,基層與覆層應分開進行。焊接時分別選用各自適用的焊接材料進行施焊。由于基層和覆層焊接材料存在較大差異,因此稀釋作用強烈,使得焊縫中奧氏體形成元素減少,含碳量增多,增大結晶裂紋傾向,焊接熔合區出現馬氏體組織而導致硬度和脆性增加,同時由于基層和覆層含鉻量差別較大,促使碳向覆層遷移擴散,在16MnR與0Cr13的交界處形成增碳層和脫碳層,加速熔合區脆化和另一側熱影響區軟化。因此不銹鋼復合鋼焊接時必須防止產生脆硬馬氏體,保證其力學性能,復層焊縫必須保證焊縫的合金成分,確保其耐腐蝕性能。
2 坡口設計、加工及組對
2.1 確定不銹復合鋼板焊接接頭坡口形式的原則
由對不銹復合鋼板焊接接頭的性能的要求,決定了確定不銹復合鋼板坡口形式的原則:
①填充金屬盡量少;②避免產生焊接缺陷;③減少焊接應力與變形;④有利于焊接防護;⑤過渡層焊縫金屬的稀釋最小;⑥焊接操作方便。
2.2 坡口設計
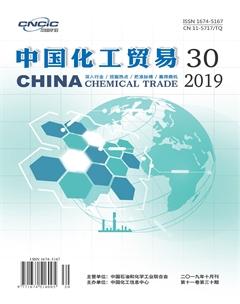
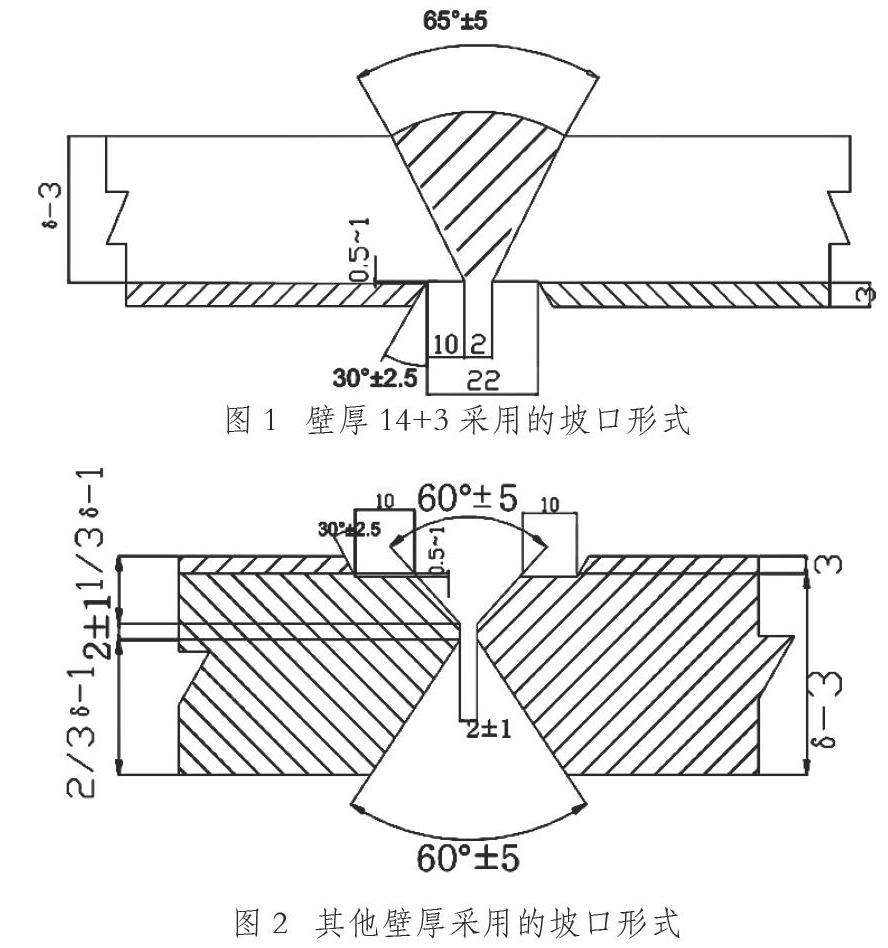
不銹鋼復合鋼板的坡口設計應根據填充金屬量少、熔合比小、盡可能減少過渡層焊縫金屬的稀釋率等原則。壁厚為14+4的不銹鋼復合鋼板坡口型式采用單V型坡口型式,具體坡口型式及尺寸見圖1,其他壁厚的復合鋼板坡口型式采用X型坡口,具體坡口型式及尺寸見圖2。
坡口形式的特點如下:
①焊接操作方便,有利于焊接時進行保護,焊接基層時不會傷及復層材料;②符合填充量盡量少的原則;③過渡層焊接時符合對合金元素稀釋最小的原則;④基層焊縫焊接完畢進行射線檢測,處理完不允許的缺陷后再焊接過渡層和復層,可最大限度地避免過渡層和復層熔敷金屬不重復受熱,從而保證復層焊縫的耐腐蝕性能;⑤使復層材料避開了焊接基層時的熱影響區,且最后堆焊復層焊縫,保證了復層材料及復層熔敷金屬的耐腐蝕性能;⑥基層與復層完全分開,便于焊工實際操作;⑦在復層側設計30斜角,可以防止焊縫夾渣和未熔合缺陷。
2.3 坡口加工
坡口采用機械進行加工或用等離子切割坡口,用等離子切割時,復層朝下,不得將切割的熔渣落在復層上,加工完的坡口應用不銹鋼鋼絲刷清理,以保證表面光滑。坡口不得有裂紋和分層的存在。否則應做修補。修補時應用砂輪機磨掉缺陷,用A302焊條堆焊過渡層和復層,焊后磨平修光。
2.4 坡口組對
坡口組對應以復層為基準,復層等厚時對口錯邊量不能大于復層厚度的50%,且不大于2mm,當復層厚度不等厚時對口錯邊量按較小的復層厚度計算。坡口及其兩側各20mm范圍內進行表面清理,去除油污、水、銹和及其氧化皮等對焊接有害的物質。復層距坡口100mm范圍內涂防飛濺涂料。
3 焊接材料的選擇
3.1 基層焊接材料選擇
16MnR屬于低合金高強度結構用鋼,原則上選用的焊接材料與單一的鋼材選用的焊接材料相同,手工電弧焊選用堿性低氫型焊條E5015(J507),這種焊條抗裂性比較好。
3.2 過渡層和復層焊接材料選擇
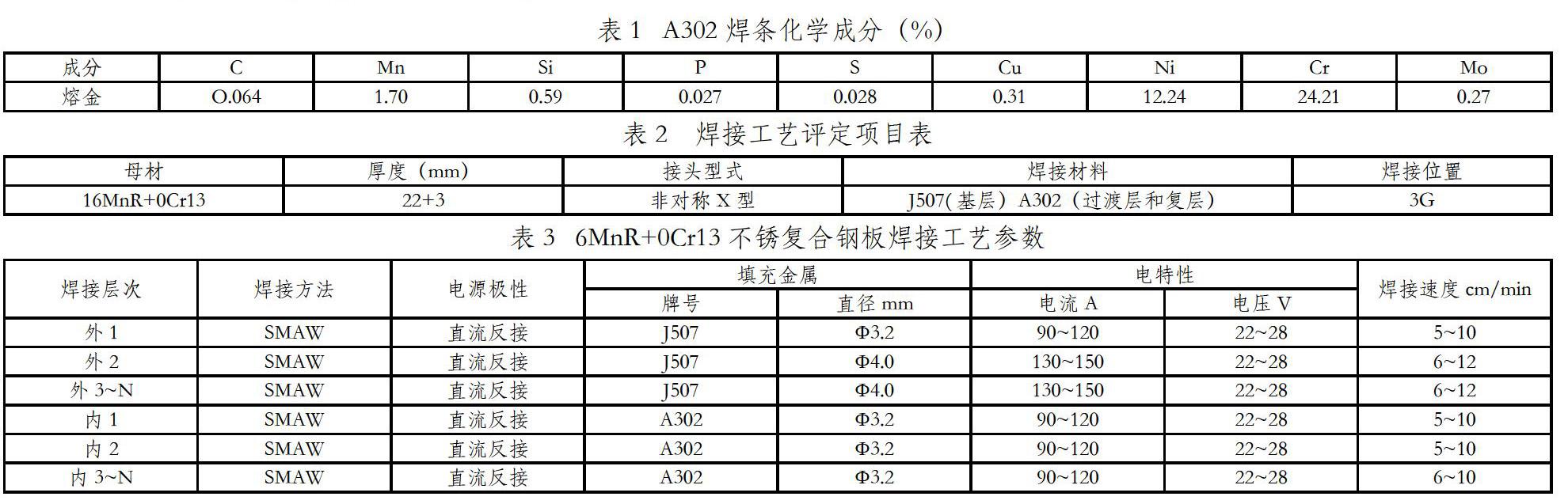
根據標準要求馬氏體不銹鋼復合鋼過渡層和復層的焊接材料可以選用奧氏體焊接材料。25%Cr-13Ni%型焊條及可以補充基層對復層的稀釋,防止產生硬脆馬氏體,又能保證復層焊縫所需的合金成分,所以過渡層和復層手工電弧焊選用焊條E309-16(A302)。A302焊條化學成分見表1。
3.3 焊接要求
過渡層的焊接屬于異種鋼焊接,它是保證不銹鋼復合鋼板焊接質量的關鍵,也是不銹鋼復合鋼板焊接難度較大的區域。焊接過渡層時,要在保證熔合良好的情況下盡量減少基層金屬的熔入量,為此應采用較小直徑的焊條和較小的焊接線能量,多道不擺動快速焊,減少基層金屬的熔入量,減少焊縫金屬的稀釋率。過渡層焊縫應同時熔合基層焊縫、基層母材和復層母材,并且必須完全焊滿基層焊縫和基層母材,不能有裸露的基層焊縫和基層母材直接和復合層相焊。
復層焊接前,必須將過渡層焊縫表面和坡口邊緣清理干凈。復層焊接時,采用不擺動快速焊,并且采用較小的焊接線能量。必須嚴格控制復層焊接時的電流,防止焊接復層時熔透過渡層焊縫,復層的焊接應不少于2層,有利于獲得和母材相同的性能。不銹鋼復合層焊接時必須控制層間溫度,一般不超過100℃。
為了保證不銹鋼復合鋼板原有的綜合性能,應對基層、過渡層和復層分別進行焊接。
先焊接基層,先焊復層側基層,采用手工電弧焊,用直徑為Ф3.2的J507焊條打底,焊接電流90~120A,焊接速度5cm/min,焊接時其焊道不得觸及和熔化復層。基層,其他焊道用直徑為Ф4.0的J507焊條焊接至基層表面,焊接電流130~150A,焊接速度6~10cm/min。基層焊接完畢后,徹底清除過渡層熔渣及其表面附著層,并用砂輪機修磨平整,不允許有凹槽及凸起,打磨干凈后用直徑為Ф3.2的A302的焊條焊接過渡層,焊接電流90~120A,焊接速度為5~10cm/mm。過渡層焊接完畢后,用直徑為Ф3.2的A302的焊條焊接復層,焊接電流為90~120A,焊接速度為5~10cm/mm。
3.4 焊接工藝參數
根據JB4708《鋼制壓力容器焊接工藝評定》標準的要求,并結合施工現場實際情況,16MnR+0Cr13不銹復合鋼板的焊接工藝評定項目見表2。
工藝評定試驗包括焊接接頭的拉伸試驗、彎曲試驗、沖擊試驗,試驗結果都滿足設計和標準規范要求。
根據16MnR+0Cr13不銹復合鋼板的焊接工藝評定,制定焊接工藝見表3。
4 焊縫檢驗
根據設計文件要求,基層焊接完畢后,先進行無損檢測,檢測比例為100%射線和20%的超聲;過渡層焊接前需將基層焊縫待堆面打磨平,并對打磨過的基層表面進行無損檢測,檢測比例為100%的磁粉檢測;復層焊接完畢后,需對復層焊縫進行無損檢測,檢測比例為100%的滲透檢測。通過對焊縫的檢測,焊縫合格率達到了98%。
5 不合格焊縫返修
5.1 基層焊縫返修
基層焊縫返修時,應盡量在基層側工作,確定缺陷位置后,采用機械方法或碳弧氣刨將缺陷徹底清除,必要時可增加磁粉或著色探傷,確認缺陷被完全清除后,采用原工藝或規定的工藝補焊。去除缺陷時應注意保護復合板表面,若采用碳弧氣刨,應在焊接前將滲碳層和氧化皮修磨清理干凈。
5.2 復層和過渡層焊縫返修
返修復層焊縫時,優先采用機械的方法清除缺陷,若缺陷離表面較深,可采用碳弧氣刨的方式,先刨到發現缺陷,根據缺陷性質,如缺陷為裂紋,用機械方法清除;如缺陷為氣孔、夾渣,用碳弧氣刨清除缺陷,碳弧氣刨刨到的其他部位應用砂輪機打磨至少2mm深度,去除滲碳層,增加PT檢測,確認缺陷清除后采用原工藝或規定的工藝堆焊過渡層及復層,焊后打磨堆焊表面呈圓滑過渡或磨平。
需要在復層側返修基層焊縫時,碳鋼焊條不得在不銹鋼(復層)上引弧,碳鋼焊道不得接觸不銹鋼(復層),優先采用機械方法清除缺陷,其他參考基層焊縫返修進行。當基層返修厚度超過基層母材厚度的1/2時,還應增加無損檢測,檢驗項目按設備設計圖紙及技術條件的規定執行,檢驗合格后參考復層焊縫返修要求進行過渡層和復層的堆焊。
6 不銹鋼復合鋼板主要焊接問題及防止措施
不銹鋼復合板焊接的關鍵在于怎樣提高焊縫一次合格率,減少焊縫返修次數,過渡層裂紋是主要的焊接缺陷,其原因為過渡層焊接時過大的線能量致使焊縫熔合比增大,位于基層、過渡層熔合線附近易形成硬而脆的馬氏體組織,降低了焊接接頭的塑韌性,伴隨著焊接熱應力的影響,而產生裂紋。這種缺陷不易被發現,只有通過無損檢測才能發現。不銹鋼復合板對接接頭過渡層或覆層焊完后應每層進行PT檢測,及時發現缺陷及時處理。
7 結束語
不銹鋼復合鋼板在焊接施工中要嚴格按焊接工藝規程執行,正確理解它的焊接工藝特點,切實把焊接工藝參數控制在規定的范圍內,完全可以獲得滿意的焊接質量,從而保證不銹鋼復合鋼板設備各項性能指標滿足要求,設備投用后運行狀態良好,證明所述工藝具有一定的先進性和實用性。
參考文獻:
[1]鄭建西,張連寶,何惠玲等.不銹鋼復合鋼板的焊接工藝[J].焊接,2005(1).