論制漿造紙磨片選型與優化
2019-10-21 17:17:49劉鋼彪馮東望劉鑫孫永康宗雙玲
中國化工貿易·下旬刊 2019年10期
劉鋼彪 馮東望 劉鑫 孫永康 宗雙玲

摘 要:在制漿造紙工藝中,磨漿是非常重要的一個環節,磨片型號對纖維形態、性能有很大影響,最佳的磨片齒形是在磨機輸入能量時,能在磨齒表面形成的漿層網絡不被破壞,蒸汽與漿料一起均勻排出,產生的蒸汽能順利返回,不至于影響磨室壓力產生震動,制漿生產會根據原料的結構與成品紙的種類,選用不同的磨片型號進行打漿優化。
關鍵詞:磨機;型號;質量;效益
在制漿造紙生產中,漿料處理分為兩個部分,首先是將原料破碎,這時的磨機齒形不要太尖銳,間隙要大,磨漿濃度要高,以使原料在磨片摩擦作用下進行分絲帚化,減少纖維切斷,其次是將纖維進行精磨,這時的盤磨漿間隙要小,以使纖維表面受到更多機械力作用,達到細化纖維的目的。
下面通過磨片上機實踐來驗證,磨片型號在造紙生產過程中使用效果以及對制漿造紙成本、漿紙質量的影響,探索提高成紙質量和降低造紙成本的新途徑,達到提質降耗的根本目的。
1 試用原則
①APMP漿線兩臺磨漿機,配齒041TS/011LM;②確保來漿質量指標穩定游離度400CSF,撕裂指數3mNm2/g。③叩前池、叩后池流量、濃度保持一致;④打漿后保持游離度一致,觀察等比能、功率等運行情況;⑤做好實驗記錄運行指標及過程化驗和物理指標的跟蹤落實。
2 實踐過程控制
選擇在造紙系統生產微涂紙與書寫紙時期,此時APMP化機漿配比高,叩前選用SF3磨片上機十天后更換131磨片,通過前后運行情況觀察實施效果。
3 改善措施實施后的效果
3.1 能耗方面對比
從上圖可以看出磨片更換前后噸漿能耗差值變化在35-50kWh/t 區間波動,噸漿能耗差值由之前使用SF3 磨片的噸漿能耗減去后面改用 131的磨片噸漿能耗。
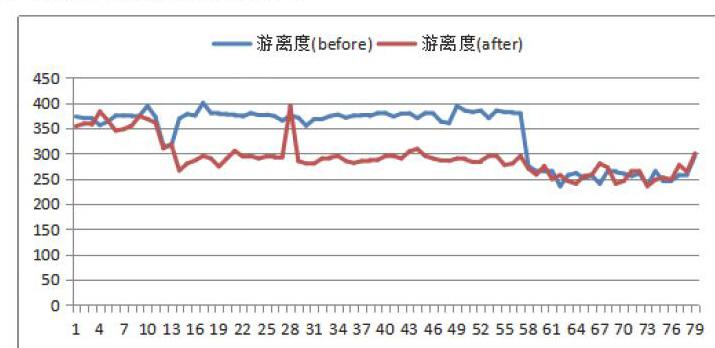
3.2 漿料游離度指標方面
上圖中的紅色數據線(after)代表的是使用131磨片打出的游離度,藍色數據線(before)是使用SF3磨片時打出的游離度數據,可以看出使用131的磨片時可以得到更低的游離度。綜合這兩項可以看出使用131型號磨片時,在節省能耗的同時可以達到更好的游離度標準。
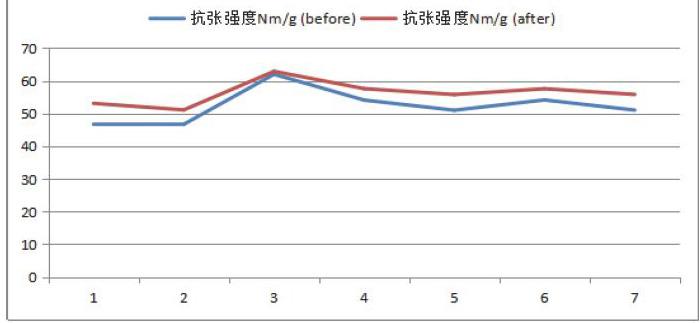
3.3 強度指標方面
上圖紅色的數據線是使用131型號磨片時檢測的成品紙強度,藍色的是使用SF3磨片時抄片的抗張強度,由此可見使用131磨片時可以得到相對好的抗張強度。
3.4 耐折指標方面
紅色的趨勢線代表使用131磨片所得耐折次數,藍色代表使用SF3磨片時所得數據,在使用安德里茨磨片時可以顯著提升耐折次數。
4 實施效果及推廣意義
①可計算的效益:32萬t×30度/t漿×0.56元/度×26%=139.78萬元,(漿配比:26%);②改善了成紙質量,提高了成紙物理指標。
5 結論
不同型號的磨片在齒形的長短、粗細、數量、齒形錐度以及排列分布都是不一樣的,只有通過長時間的實踐摸索、對比跟蹤,數據積累,才能做出進一步持續優化與磨片合理搭配使用,提高產能,提升質量,降低成本。有很好的推廣作用。
參考文獻:
[1]陳克復.制漿造紙機械與設備(第二版)上[M].北京:中國輕工業出版社,2003.
[2]陳克復.制漿造紙機械與設備(第二版)上[M].北京:中國輕工業出版社,2003.
[3]戴紅旗.造紙化學與我國造紙工業的可持續發展[J].造紙化學品,2006.
[4]沈一丁.造紙化學品的制備和作用原理[M].北京:中國輕工業出版社,1999:350-351.
[5]王忠厚,林媛.制漿造紙工藝[M].北京:輕工業出版社,2014.
作者簡介:
劉鋼彪(1980- ),男,專科學歷,濮陽龍豐紙業有限公司,負責生產工藝。
猜你喜歡
今日農業(2022年16期)2022-09-22 05:38:36
今日農業(2022年14期)2022-09-15 01:43:28
中學生數理化·八年級物理人教版(2021年12期)2021-12-31 03:23:08
中學生數理化·中考版(2020年10期)2020-11-27 01:59:48
新世紀智能(英語備考)(2019年10期)2019-12-16 09:07:40
中國生殖健康(2019年2期)2019-08-23 08:12:08
當代水產(2019年1期)2019-05-16 02:42:02
今日農業(2019年14期)2019-01-04 08:57:40
產品可靠性報告(2017年7期)2017-09-05 09:49:12
汽車觀察(2016年3期)2016-02-28 13:16:26