基于PLC的自動(dòng)填料機(jī)控制系統(tǒng)設(shè)計(jì)
2019-10-22 08:39:36楊智勇張凱洋
制造業(yè)自動(dòng)化 2019年10期
關(guān)鍵詞:系統(tǒng)
楊智勇,張凱洋,吳 專,王 君,楊 盼
YANG Zhi-yong1 , ZHANG Kai-yang1, WU Zhuan2, WANG Jun1, YANG Pan2
(1.湖北工業(yè)大學(xué) 機(jī)械學(xué)院機(jī)器人技術(shù)研究中心,武漢 430068;2.湖北省地質(zhì)勘查裝備中心,武漢 430034)
0 引言
隨著我國(guó)經(jīng)濟(jì)快速發(fā)展,各種礦產(chǎn)資源需求量急劇增加,為節(jié)約資源,避免對(duì)礦產(chǎn)資源粗放型的開采,因而對(duì)各種地質(zhì)礦物的成分、含量都要有比較清楚地了解。地質(zhì)礦產(chǎn)部門常常采用光譜分析方法勘查地質(zhì)元素成分,該方法步驟為:首先,在野外采集巖土樣品,并在實(shí)驗(yàn)室將樣品粉碎、研磨;其次,將研磨后樣品按批次放入坩堝內(nèi),并向坩堝中加入粉狀催化劑,利用振動(dòng)攪拌儀器將坩堝內(nèi)混料混合均勻;然后,將混合均勻后的樣品粉料裝填到相應(yīng)結(jié)構(gòu)的石墨電極內(nèi);最后,將裝有樣品混料的石墨電極進(jìn)行光譜分析,計(jì)算樣品元素成份[1-4]。其中,光譜石墨電極主要應(yīng)用于發(fā)射光譜、原子吸收光譜、氣體分析等領(lǐng)域,是光譜實(shí)驗(yàn)分析中的重要載體。目前,上述四個(gè)步驟是相對(duì)獨(dú)立,且現(xiàn)有實(shí)驗(yàn)室樣品填料工序主要通過(guò)人工作業(yè),通過(guò)玻璃棒攪拌,使不同物品混合均勻,然后由填料工人將混料填充到碳棒內(nèi),該方式勞動(dòng)強(qiáng)度大,生產(chǎn)效率低,混料攪拌均勻度不高,且在整個(gè)過(guò)程中礦樣粉末長(zhǎng)時(shí)間暴露于空氣中,易產(chǎn)生粉塵飄散,污染實(shí)驗(yàn)環(huán)境和其他實(shí)驗(yàn)樣品,甚至對(duì)人體產(chǎn)生危害。
為提高實(shí)驗(yàn)樣品元素成分光譜分析檢測(cè)效率,避免將攪拌均勻后的混料樣品移至自動(dòng)填料裝置過(guò)程中造成樣品浪費(fèi)及污染,提高檢測(cè)數(shù)據(jù)可信性,設(shè)計(jì)一款填料功能的智能化裝置顯得尤為重要。目前,工業(yè)自動(dòng)化設(shè)備多采用PLC系統(tǒng)、DCS系統(tǒng)或工業(yè)PC系統(tǒng)等,其中,PLC系統(tǒng)適用于控制機(jī)械的生產(chǎn)過(guò)程,利用一種可編程存儲(chǔ)器執(zhí)行邏輯運(yùn)算、順序控制、定時(shí)、計(jì)算等操作,結(jié)合數(shù)字或模擬輸出輸入傳感器,對(duì)各種類型的機(jī)械自動(dòng)化設(shè)備或生產(chǎn)過(guò)程進(jìn)行控制;DCS是一種新型集散控制系統(tǒng),該系統(tǒng)具有分散操作、集中控制、分級(jí)管理,組網(wǎng)靈活、組態(tài)方便等特點(diǎn),從而使其系統(tǒng)可塑性強(qiáng)、可靠性高和開放性高,該系統(tǒng)主要應(yīng)用于大型、復(fù)雜的工業(yè)控制系統(tǒng),且控制效果良好;工業(yè)PC普遍用于自動(dòng)化管理層,借助互聯(lián)網(wǎng)和信息化技術(shù),通過(guò)工業(yè)PC構(gòu)建服務(wù)器和客戶機(jī)自動(dòng)化控制集群,實(shí)現(xiàn)企業(yè)內(nèi)部集管理與控制于一體的信息交互綜合控制系統(tǒng)[5,6]。目前,Compact PCI 工控機(jī)是使用最為廣泛的工業(yè)PC。
目前,針對(duì)礦粉樣品填充至石墨電極流程中的控制需求,市場(chǎng)上并無(wú)相關(guān)功能需求的自動(dòng)化設(shè)備,因此設(shè)計(jì)一套能實(shí)現(xiàn)礦粉樣品全自動(dòng)填充裝置(簡(jiǎn)稱自動(dòng)填料裝置)顯得尤為重要。考慮自動(dòng)填料裝置控制系統(tǒng)主要執(zhí)行邏輯運(yùn)算且控制對(duì)象為邏輯控制,控制模式以流程控制為主,因此,本系統(tǒng)控制器選用PLC。其中,自動(dòng)填料裝置控制系統(tǒng)的控制器采用三菱FX5U的PLC為核心控制器,以觸摸屏為人機(jī)界面,根據(jù)系統(tǒng)功能需求分析,搭建系統(tǒng)軟硬件架構(gòu),通過(guò)控制器分析處理自動(dòng)填料裝置各類傳感器信號(hào),使各功能模塊執(zhí)行部件間有序控制,實(shí)現(xiàn)礦樣樣品自動(dòng)進(jìn)料與裝填,廢料回收及成品自動(dòng)擺放等全自動(dòng)化過(guò)程。
1 自動(dòng)填料機(jī)結(jié)構(gòu)組成及動(dòng)作流程
如圖1為自動(dòng)填料裝置實(shí)體圖,由圖可知,這些執(zhí)行部件按實(shí)現(xiàn)功能可劃分為四部分:石墨棒下料模塊、石墨棒填料模塊、石墨棒收納模塊和清洗模塊。為實(shí)現(xiàn)裝置四部分功能模塊協(xié)調(diào)配合運(yùn)行,完成礦粉密實(shí)填充至碳棒內(nèi),自動(dòng)填料裝置執(zhí)行部件由5套直線伺服電機(jī)模組、2套旋轉(zhuǎn)模組和9套氣動(dòng)組件構(gòu)成。其中,各功能模塊實(shí)現(xiàn)過(guò)程如下所述:

圖1 自動(dòng)填料裝置實(shí)體圖
石墨棒下料模塊:該模塊工作流程為通過(guò)控制設(shè)置于料盒4正下方的擺動(dòng)氣缸進(jìn)氣與否帶動(dòng)料盒前后往復(fù)移動(dòng),將料盒內(nèi)部的石墨棒篩落至其正下方的料槽內(nèi),通過(guò)推碳棒直線模組7將料槽內(nèi)的石墨碳棒推至均布于加工轉(zhuǎn)盤11上的漏斗孔內(nèi)。
石墨棒填料模塊:首先,上料夾爪直線模組1的伺服電機(jī)順時(shí)針方向轉(zhuǎn)動(dòng),直線模組1的螺母帶著氣動(dòng)夾爪14向前運(yùn)動(dòng)至放置于上料轉(zhuǎn)盤3上的坩堝正上方;然后,直線氣缸將放置于轉(zhuǎn)盤3上的坩堝2推出,并由夾爪14夾取坩堝;其次,直線模組1的伺服電機(jī)逆時(shí)針轉(zhuǎn)動(dòng)帶著氣動(dòng)夾爪14運(yùn)動(dòng)至漏斗15正上方,控制旋轉(zhuǎn)氣缸13進(jìn)氣轉(zhuǎn)動(dòng),將坩堝2內(nèi)的礦物樣品倒入漏斗15內(nèi);最后,控制塞料氣缸12前后移動(dòng)將礦粉樣品壓入石墨棒內(nèi)。
石墨棒收納模塊:該模塊由下料X軸直線模組6、下料Y軸直線模組9和下料Z軸直線模組8組成,通過(guò)各軸的位置控制將已加工好的石墨碳棒準(zhǔn)確插入至收納盒10相應(yīng)孔中。具體步驟為:石墨棒塞料工序完成后,控制器通過(guò)直線模組8和9的位置控制將氣動(dòng)夾爪運(yùn)動(dòng)至接料位置,同時(shí),直線模組6的伺服電機(jī)順時(shí)針轉(zhuǎn)動(dòng),帶動(dòng)氣動(dòng)夾爪運(yùn)動(dòng)至碳棒前方,由夾爪夾取碳棒;然后,控制旋轉(zhuǎn)氣缸將石墨棒豎直放置,通過(guò)直線模組6的伺服電機(jī)逆時(shí)針轉(zhuǎn)動(dòng)帶動(dòng)氣動(dòng)夾爪運(yùn)動(dòng)至料盒10對(duì)應(yīng)碳棒插孔的正上方;最后,由直線模組8正向運(yùn)動(dòng),將碳棒插入孔內(nèi),完成已填料完畢后的石墨棒收納功能。其中,收納盒內(nèi)的孔位均勻分布,各孔位置坐標(biāo)已知,位置序號(hào)與上料轉(zhuǎn)盤坩堝序號(hào)一一對(duì)應(yīng)。
清洗模塊:由于每個(gè)坩堝內(nèi)礦粉樣品具有一定差異性,將礦粉樣品填充至碳棒后,需對(duì)加工轉(zhuǎn)盤11相應(yīng)填料工位進(jìn)行清洗,避免礦粉樣品殘余物影響下次填充礦樣的純潔度,造成礦粉樣品元素成分光譜分析檢測(cè)結(jié)果不準(zhǔn)確,因此,該流程十分重要,填料裝置每填充完一根碳棒,均需對(duì)填料工位進(jìn)行清洗,方便下次使用。該流程通過(guò)加工轉(zhuǎn)盤上的清洗氣嘴將附著于轉(zhuǎn)盤11漏洞上的礦粉樣品殘留物揚(yáng)起,然后由吸塵氣嘴將含有礦粉樣品殘留物的粉塵吸除。
2 控制需求與策略分析
2.1 自動(dòng)填料裝置需求分析
自動(dòng)填料裝置采用三菱FX5UPLC控制器,通過(guò)威綸通觸摸屏與PLC控制器進(jìn)行人機(jī)交互,需實(shí)現(xiàn)如下功能:
1)為保證系統(tǒng)穩(wěn)定性和可靠性,需對(duì)設(shè)備各執(zhí)行單元運(yùn)行狀態(tài)實(shí)時(shí)監(jiān)控,并能在觸摸屏上顯示其狀態(tài)信息。當(dāng)設(shè)備發(fā)生故障時(shí),設(shè)備能自動(dòng)停止工作,蜂鳴器和警示燈發(fā)出警報(bào)信號(hào),并能在觸摸屏上查詢?cè)O(shè)備運(yùn)行日志,記錄故障發(fā)生時(shí)刻、類型及原因,待故障解除后,再次按下啟動(dòng)鍵,設(shè)備能繼續(xù)工作。
2)緊急停止請(qǐng)求,設(shè)備運(yùn)行過(guò)程中可能會(huì)出現(xiàn)非操作性故障,如料盒卡料、電機(jī)丟步和碳棒損壞等,所以應(yīng)在設(shè)備上安裝急停開關(guān),一旦發(fā)現(xiàn)設(shè)備出現(xiàn)故障,實(shí)驗(yàn)人員按下急停按鈕,設(shè)備能立刻停止工作,減少損失。
3)自動(dòng)填料裝置各功能模塊應(yīng)能按動(dòng)作規(guī)劃有序運(yùn)行,填料效率為25秒/根。
4)通過(guò)觸摸屏能對(duì)各模塊參數(shù)指標(biāo)在線修改,能手動(dòng)控制各執(zhí)行部件。
5)自動(dòng)填料裝置對(duì)各執(zhí)行部件的配合精度要求較高,搭建控制系統(tǒng)時(shí)要盡可能保證其精度。
2.2 控制策略
通過(guò)傳感器信號(hào)變化監(jiān)控裝置各功能模塊運(yùn)行狀態(tài),PLC控制器綜合分析和處理多個(gè)傳感器信號(hào)變化,根據(jù)不同類型的信號(hào)變化,控制各執(zhí)行功能模塊采取相應(yīng)策略[7,8]。如圖2為自動(dòng)填料裝置控制系統(tǒng)框圖,由圖可知,該控制系統(tǒng)由狀態(tài)檢測(cè)系統(tǒng)、控制決策系統(tǒng)、執(zhí)行機(jī)構(gòu)及動(dòng)作引擎庫(kù)構(gòu)成,其中,狀態(tài)監(jiān)測(cè)系統(tǒng)包括功能模塊各類傳感器,如原點(diǎn)位置檢測(cè)傳感器、極限位置檢測(cè)傳感器、磁性開關(guān)傳感器、碳棒檢測(cè)傳感器和坩堝檢測(cè)傳感器等,通過(guò)各類傳感器的狀態(tài)信息實(shí)時(shí)監(jiān)控動(dòng)作引擎庫(kù)內(nèi)各類執(zhí)行機(jī)構(gòu)的運(yùn)行狀態(tài),PLC作為控制決策處理器,根據(jù)狀態(tài)檢測(cè)系統(tǒng)內(nèi)各類傳感器信息,控制執(zhí)行機(jī)構(gòu)內(nèi)各功能模塊的驅(qū)動(dòng)器和電磁閥實(shí)現(xiàn)相應(yīng)動(dòng)作需求。
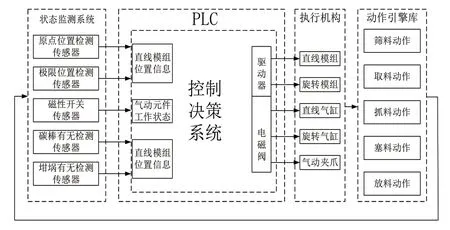
圖2 控制系統(tǒng)框圖
人機(jī)交互模塊選用威綸通的觸摸屏,通過(guò)觸摸屏作為上位機(jī)顯示系統(tǒng)各模塊工作狀態(tài),如傳感器信號(hào)變化、電機(jī)運(yùn)行參數(shù)和氣動(dòng)執(zhí)行器的動(dòng)作狀態(tài)等,并能在線修改各功能模塊的運(yùn)行參數(shù)及對(duì)各功能模塊發(fā)送控制指令;此外,當(dāng)裝置發(fā)生報(bào)警或者其他運(yùn)行錯(cuò)誤時(shí),能在觸摸屏報(bào)警窗口上顯示錯(cuò)誤信息,為系統(tǒng)的故障查找及排除提供參考。如圖3為自動(dòng)填料裝置系統(tǒng)伺服軸間信號(hào)交互圖,由圖可知,人機(jī)交互模塊作為系統(tǒng)的上位機(jī),對(duì)自動(dòng)填料裝置的各功能模塊進(jìn)行控制;各功能模塊通過(guò)PLC控制器對(duì)各軸所設(shè)置的狀態(tài)標(biāo)志位進(jìn)行修改,實(shí)現(xiàn)自動(dòng)填料裝置工作流程的銜接,實(shí)現(xiàn)所需功能,具體操作流程為:首先,操作人員按下觸摸屏界面上的啟動(dòng)控件,系統(tǒng)對(duì)各軸發(fā)送初始化指令,控制各軸運(yùn)動(dòng)至原點(diǎn)位置;然后,控制器發(fā)送上料請(qǐng)求信號(hào),抓料軸夾取上料轉(zhuǎn)盤上的坩堝,運(yùn)動(dòng)至加工轉(zhuǎn)盤漏斗正上方,并發(fā)出請(qǐng)求推棒信號(hào);碳棒推至填料工位后,發(fā)送請(qǐng)求放料信號(hào),抓料軸通過(guò)旋轉(zhuǎn)氣缸將坩堝內(nèi)的礦料倒入漏斗,由塞料氣缸將礦粉樣品密實(shí)填充至碳棒內(nèi);動(dòng)作完成后,控制推碳棒軸、抓料軸和上料轉(zhuǎn)盤軸回到待工作位置,并發(fā)送上料完成信號(hào);上料完成后,發(fā)出請(qǐng)求碳棒收納請(qǐng)求,控制下料XYZ軸將已填料碳棒放入至收納盒對(duì)應(yīng)孔內(nèi),并通過(guò)氣泵和離心泵清洗模塊,至此,整個(gè)工作流程結(jié)束。

圖3 伺服軸信號(hào)交互圖
3 自動(dòng)填料機(jī)控制系統(tǒng)軟硬件設(shè)計(jì)
3.1 硬件設(shè)計(jì)
為了保證系統(tǒng)控制的精準(zhǔn)性,且滿足系統(tǒng)的功能需求,自動(dòng)填料機(jī)硬件部分由PLC模塊、觸摸屏模塊、傳感器檢測(cè)模塊、電機(jī)及其驅(qū)動(dòng)器等組成。如圖4為自動(dòng)填料機(jī)硬件結(jié)構(gòu)圖,三菱FX5UPLC作為整個(gè)控制系統(tǒng)的控制器,結(jié)合多源傳感器信息融合技術(shù),通過(guò)綜合分析處理各傳感器的信號(hào)變化,判斷自動(dòng)填料機(jī)的運(yùn)動(dòng)狀態(tài),同時(shí)發(fā)出相應(yīng)的驅(qū)動(dòng)指令控制對(duì)應(yīng)的執(zhí)行部件協(xié)調(diào)動(dòng)作,完成系統(tǒng)各部分的工作任務(wù)。
3.1.1 PLC控制模塊

圖4 自動(dòng)填料機(jī)硬件結(jié)構(gòu)圖
PLC選型之前需要根據(jù)控制要求,分析控制系統(tǒng)所需的輸入設(shè)備(開關(guān)、傳感器、磁性開關(guān)等)及輸出設(shè)備(伺服電機(jī)驅(qū)動(dòng)器、報(bào)警指示燈、電磁閥等),從而確定PLC的I/O點(diǎn)數(shù)[9]。根據(jù)自動(dòng)填料裝置功能需求,選用日本三菱微型可編程控制器,型號(hào)為FX5U-80MT/ES-A,其輸入點(diǎn)數(shù)為40,輸出點(diǎn)數(shù)為40,內(nèi)置4軸定位。自動(dòng)填料裝置系統(tǒng)PLC控制器的輸入輸出I/O分配如圖5所示,由圖可知,PLC控制器I/O分配包括輸入模塊和輸出模塊。其中,輸入模塊用來(lái)接收和采集輸入信號(hào),如伺服軸的原點(diǎn)信號(hào)、極限限位信號(hào)、磁性開關(guān)信號(hào)和光纖信號(hào)等;輸出模塊用來(lái)接收控制器處理過(guò)的數(shù)字信號(hào),將其轉(zhuǎn)化為執(zhí)行部件能夠接收的信號(hào),控制放大器、電磁閥和警示燈。
根據(jù)自動(dòng)填料裝置執(zhí)行部件需求分析可知,控制系統(tǒng)需要七根軸完成相應(yīng)動(dòng)作需求,而選用的三菱FX5UPLC控制器只能控制四根軸,故需要添加定位模塊,增加控制軸的數(shù)量。定位模塊選用三菱可編程控制器MELSEC IQ-F系列的簡(jiǎn)易運(yùn)動(dòng)控制器模塊,型號(hào)為FX5-40SSC-S,其自身內(nèi)置4軸定位,通過(guò)SSCNETⅢ/H總線與伺服放大器連接。
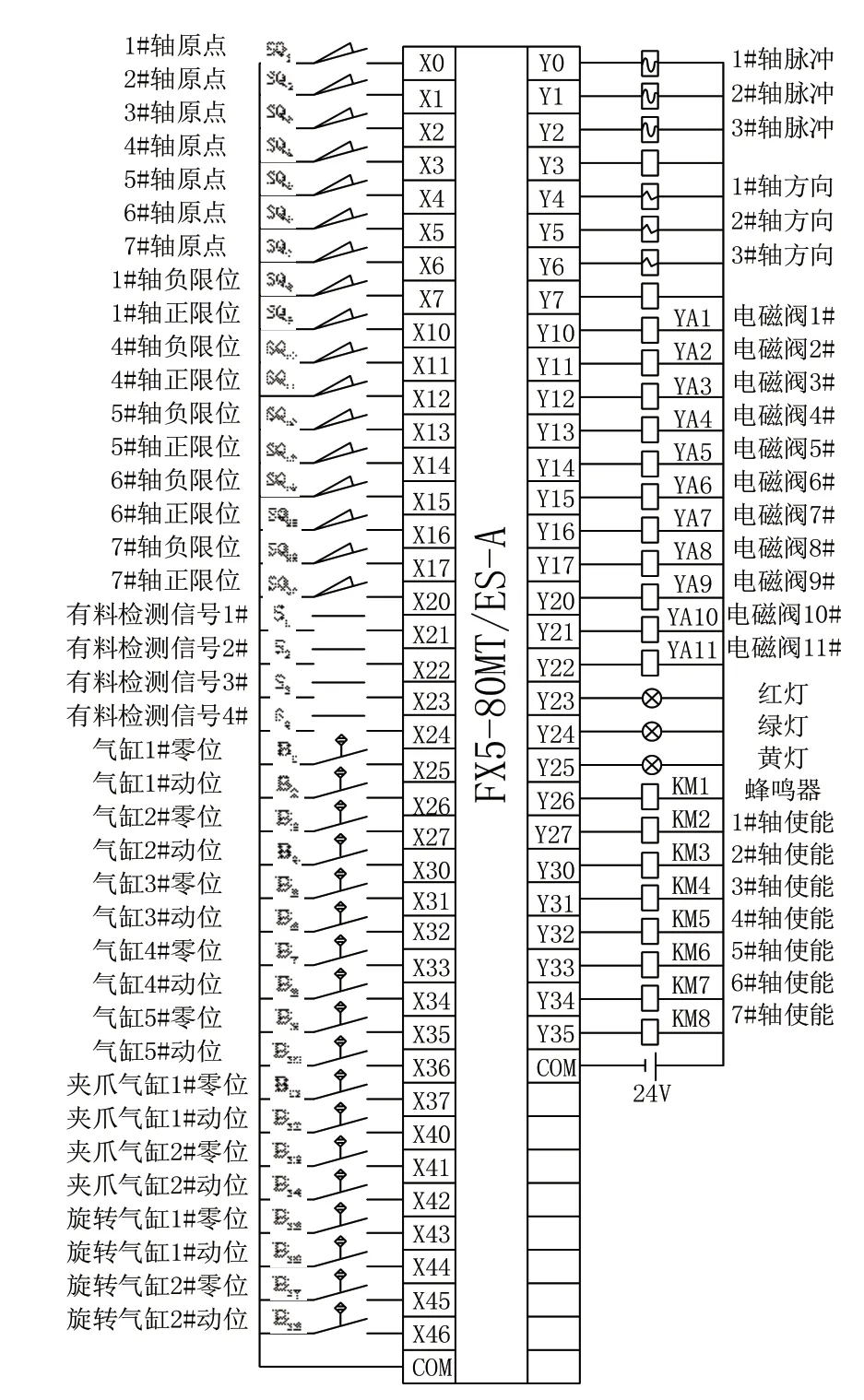
圖5 PLC輸入輸出分配圖
3.1.2 傳感器檢測(cè)模塊
為了提高自動(dòng)填料裝置系統(tǒng)穩(wěn)定性和自動(dòng)化程度,需要安裝合適的傳感器檢測(cè)自動(dòng)填料裝置各部分的運(yùn)行狀態(tài),并將傳感器的信號(hào)變化反饋給PLC控制器[10],PLC通過(guò)綜合處理各類傳感器的信號(hào)變化,依次發(fā)送程序指令執(zhí)行下一步動(dòng)作流程。自動(dòng)填料裝置系統(tǒng)使用的傳感器型號(hào)及其作用如表1所示。

表1 傳感器型號(hào)及其功能
由于對(duì)系統(tǒng)工作精度要求較高,光電傳感器具有檢測(cè)精度高,響應(yīng)速度快等優(yōu)點(diǎn),因此選其作為直線模組的位置檢測(cè)信號(hào);為提高系統(tǒng)的穩(wěn)定性,需對(duì)系統(tǒng)中的氣動(dòng)部件的運(yùn)動(dòng)狀態(tài)進(jìn)行檢測(cè),故在各個(gè)氣動(dòng)元件上安裝磁性開關(guān)以達(dá)到檢測(cè)目的;為保證自動(dòng)填料裝置工作過(guò)程的容錯(cuò)率和效率,在各夾爪末端安裝對(duì)射光纖檢測(cè)夾爪是否完成夾取動(dòng)作,在料盒底部安裝反射光纖檢測(cè)料盒內(nèi)有無(wú)碳棒,避免系統(tǒng)在未夾取成功時(shí)進(jìn)行空流程運(yùn)行,影響工作效率。
3.2 軟件設(shè)計(jì)
3.2.1 人機(jī)交互
為方便操作人員操作、控制、修改系統(tǒng)參數(shù),自動(dòng)填料裝置系統(tǒng)配置人機(jī)交互模塊顯得尤為重要。人機(jī)交互模塊需要體現(xiàn)系統(tǒng)的運(yùn)行參數(shù)及工作狀態(tài),為提高系統(tǒng)的智能化程度,人機(jī)交互模塊需添置錯(cuò)誤診斷功能,便于操作人員維修系統(tǒng)。自動(dòng)填料裝置系統(tǒng)選用維綸TK6070i型觸摸屏作為人機(jī)交互界面,與主控制器PLC通過(guò)的RS-485串口通信。觸摸屏作為自動(dòng)填料機(jī)系統(tǒng)的上位機(jī),操作人員可通過(guò)觸摸屏對(duì)當(dāng)前自動(dòng)填料機(jī)設(shè)備進(jìn)行初始化、啟動(dòng)、暫停、停止操作,也可以通過(guò)觸摸屏修改設(shè)備的運(yùn)行參數(shù),監(jiān)控設(shè)備的運(yùn)行狀態(tài)。系統(tǒng)發(fā)生故障報(bào)警時(shí),報(bào)警信息將在觸摸屏上顯示,方便操作人員及時(shí)檢查設(shè)備的問題并解決故障。
觸摸屏界面采用維綸界面編制軟件Utility Manager進(jìn)行設(shè)計(jì),觸摸屏界面的主界面包含對(duì)其他各個(gè)操作界面的集成,通過(guò)主界面可以進(jìn)入其他操作界面;運(yùn)動(dòng)控制界面主要包括對(duì)設(shè)備的啟停操作;手動(dòng)操作界面是對(duì)各個(gè)氣缸進(jìn)行手動(dòng)操作;監(jiān)控界面包括對(duì)系統(tǒng)運(yùn)行到哪一工位進(jìn)行實(shí)時(shí)監(jiān)控和對(duì)系統(tǒng)故障的顯示,當(dāng)系統(tǒng)出現(xiàn)報(bào)警時(shí),相應(yīng)的信號(hào)燈會(huì)閃爍并且蜂鳴器會(huì)啟動(dòng),提醒操作人員系統(tǒng)故障。操作者可以通過(guò)觸摸屏對(duì)設(shè)備進(jìn)行啟停操作、運(yùn)行監(jiān)控、參數(shù)設(shè)置等操作。觸摸屏主要界面如圖6所示。
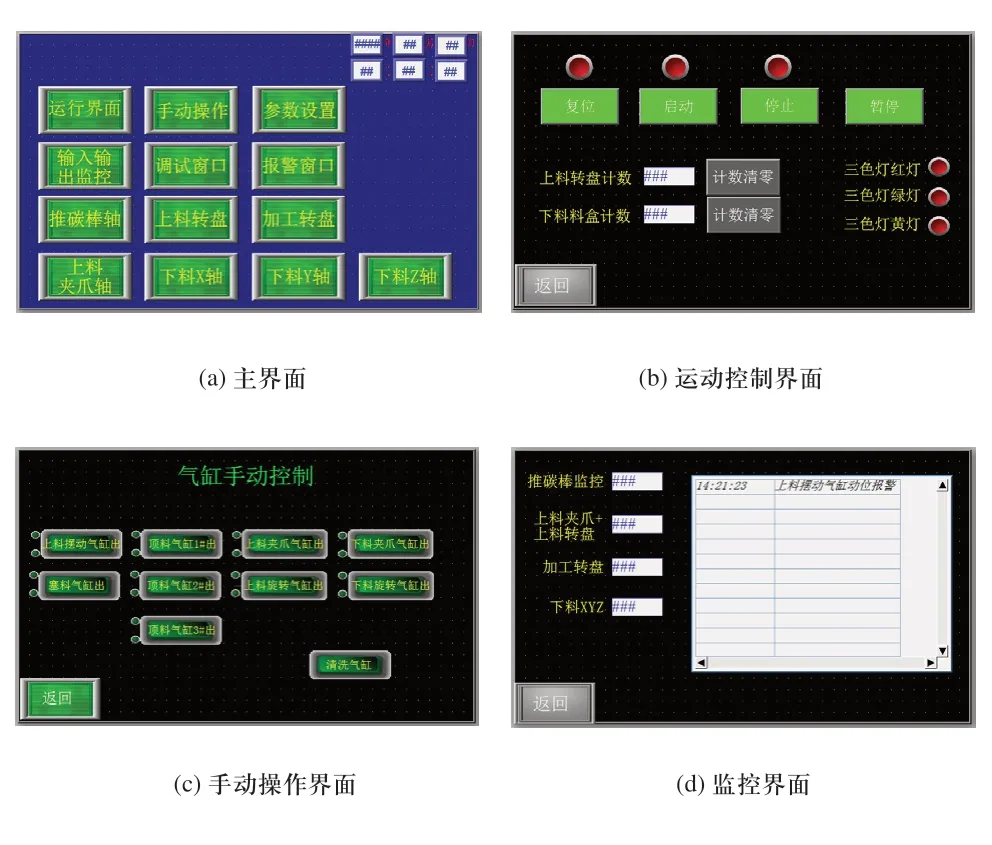
圖6 人機(jī)界面
3.2.2 PLC主程序設(shè)計(jì)
自動(dòng)填料裝置系統(tǒng)使用三菱PLC的編程軟件GX Works3對(duì)主控制器進(jìn)行編程,根據(jù)被控對(duì)象的工作流程和控制要求,將自動(dòng)填料裝置總流程劃分為四個(gè)模塊,為了降低程序的復(fù)雜度,使程序設(shè)計(jì)、調(diào)試和維護(hù)等操作簡(jiǎn)單化,在程序設(shè)計(jì)上也對(duì)各功能采用模塊化編程,對(duì)各伺服軸進(jìn)行子程序設(shè)計(jì),在模塊化程序設(shè)計(jì)時(shí),反復(fù)調(diào)用子程序,實(shí)現(xiàn)各部分功能。各模塊完成各自工作后,將改變程序輔助繼電器的標(biāo)志位,通過(guò)標(biāo)志位的變化,同時(shí)結(jié)合傳感器信號(hào),實(shí)現(xiàn)各模塊間的有序協(xié)作。主程序設(shè)計(jì)采用梯形圖編程,使用順序控制法實(shí)現(xiàn)編程。主控制器PLC的程序通過(guò)以太網(wǎng)端口與電腦進(jìn)行上傳與下載。
根據(jù)系統(tǒng)的控制需求,PLC控制流程如圖7所示,由圖可知,系統(tǒng)啟動(dòng)后,在觸摸屏上點(diǎn)擊復(fù)位按鍵對(duì)控制系統(tǒng)進(jìn)行初始化操作,初始化成功后,點(diǎn)擊啟動(dòng)按建,系統(tǒng)開始運(yùn)行;當(dāng)系統(tǒng)啟動(dòng)后,石墨棒下料模塊開始率先工作,同時(shí)石墨棒填料模塊和石墨棒收納模塊進(jìn)入到待加工的工位,等待下料模塊流程結(jié)束信號(hào);收到結(jié)束信號(hào)后,兩個(gè)工位開始協(xié)調(diào)動(dòng)作,直至完成各部分的工作流程后,重新回到待加工工位繼續(xù)等待新一輪的下料流程結(jié)束信號(hào),同時(shí)下料模塊又重復(fù)新一輪的工作,周而復(fù)始,實(shí)現(xiàn)流水線生產(chǎn)加工。

圖7 PLC程序流程圖
自動(dòng)填料裝置系統(tǒng)在工作過(guò)程中,通過(guò)傳感器信號(hào),控制器要對(duì)執(zhí)行機(jī)構(gòu)的運(yùn)動(dòng)位置實(shí)時(shí)控制,絲桿模組的定位取決于伺服電機(jī)的動(dòng)作,選用的控制伺服電機(jī)的方式是位置控制,通過(guò)控制器給伺服放大器脈沖數(shù),控制電機(jī)的運(yùn)轉(zhuǎn)。在多個(gè)工作位置均需要高精度的定位完成,所以PLC程序需要對(duì)各工作位置進(jìn)行實(shí)時(shí)監(jiān)控并反映在觸摸屏上,以上料模塊程序監(jiān)控部分為例,PLC梯形圖的程序如圖8所示。
4 實(shí)驗(yàn)結(jié)果分析
如圖9為自動(dòng)填料裝置,由圖可知,該裝置由人機(jī)交互模塊、工作結(jié)構(gòu)和控制柜等構(gòu)成,自動(dòng)填料裝置分上下兩層,其中人機(jī)交互模塊和工作結(jié)構(gòu)位于機(jī)箱上層,控制柜位于機(jī)箱下層。人機(jī)交互模塊作為系統(tǒng)的上位機(jī)對(duì)自動(dòng)填料裝置的工作狀態(tài)進(jìn)行實(shí)時(shí)監(jiān)控;圖10(a)為工作結(jié)構(gòu)圖,工作結(jié)構(gòu)由石墨棒下料模塊、填料模塊、收納模塊和清洗模塊等組成;圖10(b)為自動(dòng)填料裝置的控制箱,控制箱由空氣開關(guān)、PLC控制器、驅(qū)動(dòng)器和電磁閥等組成,其中,空氣開關(guān)為整個(gè)裝置控制電路正常工作提供安全保障;PLC為系統(tǒng)的主控,用于實(shí)現(xiàn)整個(gè)裝置的動(dòng)作流程控制;驅(qū)動(dòng)器和電磁閥與PLC的輸出模塊相連,用于接收PLC的指令并驅(qū)動(dòng)相應(yīng)的執(zhí)行機(jī)構(gòu)動(dòng)作,各功能模塊間協(xié)調(diào)有序工作,實(shí)現(xiàn)自動(dòng)填料功能。

圖8 上料模塊位置監(jiān)控程序

圖9 自動(dòng)填料裝置

圖10 工作結(jié)構(gòu)和控制柜實(shí)物圖
為提高自動(dòng)填料裝置的填料效率和可靠性,對(duì)自動(dòng)填料裝置各功能模塊間的動(dòng)作協(xié)調(diào)性進(jìn)行改進(jìn)優(yōu)化,通過(guò)對(duì)動(dòng)作順序和節(jié)拍進(jìn)行優(yōu)化,并調(diào)整伺服驅(qū)動(dòng)器的增益參數(shù)。下面對(duì)優(yōu)化內(nèi)容說(shuō)明:
1)優(yōu)化動(dòng)作順序。優(yōu)化部分為石墨棒下料模塊和石墨棒填料模塊之間的動(dòng)作順序,未優(yōu)化前動(dòng)作順序?yàn)椋和铺及糨S將碳棒推至待加工工位后,上料夾爪軸夾取坩堝并運(yùn)動(dòng)至加工轉(zhuǎn)盤漏斗的正上方,并將坩堝內(nèi)的礦料倒入漏斗內(nèi),待碳棒填料完成后,推碳棒軸和上料夾爪軸運(yùn)動(dòng)至等待位置后加工轉(zhuǎn)盤軸再運(yùn)動(dòng);優(yōu)化過(guò)后的動(dòng)作順序?yàn)椋和铺及糨S和上料夾爪軸同時(shí)動(dòng)作,完成各自的動(dòng)作后再返回等待位置,與此同時(shí)加工轉(zhuǎn)盤軸并行動(dòng)作。
2)優(yōu)化動(dòng)作節(jié)拍。減少石墨棒填料模塊動(dòng)作的等待時(shí)間,將上料夾爪夾取坩堝的延遲時(shí)間由1S改為0.3S;將頂料氣缸接坩堝縮回延時(shí)時(shí)間由0.8S改為0.3秒;將塞料氣缸工作縮回延時(shí)時(shí)間由0S改為0.3S。
3)優(yōu)化驅(qū)動(dòng)器參數(shù)。減小速度積分時(shí)間常數(shù),具體為將電機(jī)啟動(dòng)加速時(shí)間和減速時(shí)間由1S改為0.1S,以提高電機(jī)驅(qū)動(dòng)的加減速率。
自動(dòng)填料裝置上料轉(zhuǎn)盤整盤料個(gè)數(shù)和收納盒孔位數(shù)均為54個(gè)且一一對(duì)應(yīng),以填料完整盒料盒作為一個(gè)實(shí)驗(yàn)單元,為了驗(yàn)證優(yōu)化效果,現(xiàn)分別對(duì)動(dòng)作順序、節(jié)拍和驅(qū)動(dòng)器增益參數(shù)調(diào)整前后各做10組實(shí)驗(yàn),表2為實(shí)驗(yàn)數(shù)據(jù)記錄表,圖11為實(shí)驗(yàn)結(jié)果數(shù)據(jù)分析圖。

表2 實(shí)驗(yàn)數(shù)據(jù)記錄表

表2 (續(xù))

圖11 驗(yàn)結(jié)果數(shù)據(jù)分析圖
由實(shí)驗(yàn)結(jié)果可知,未優(yōu)化前每根石墨棒的平均加工用時(shí)為24.92秒,加工整盒料平均用時(shí)1346秒;優(yōu)化動(dòng)作流程后每根石墨棒的平均加工用時(shí)為23.61秒,加工整盒料平均用時(shí)1275秒,較優(yōu)化前單根石墨棒加工用時(shí)提高了1.31秒,加工整盒料平均用時(shí)較優(yōu)化前提高近1分鐘;優(yōu)化動(dòng)作節(jié)拍后每根石墨棒的平均加工用時(shí)為24.24秒,加工整盒料平均用時(shí)1309秒,較優(yōu)化前單根石墨棒加工用時(shí)提高了0.68秒,加工整盒料平均用時(shí)較優(yōu)化前提高了37秒;優(yōu)化驅(qū)動(dòng)器參數(shù)后每根石墨棒的平均加工用時(shí)為22.80秒,加工整盒料平均用時(shí)1231.2秒,較優(yōu)化前單根石墨棒加工用時(shí)提高了2.12秒,加工整盒料平均用時(shí)較優(yōu)化前提高了近兩分鐘;同時(shí)優(yōu)化動(dòng)作流程、節(jié)拍和驅(qū)動(dòng)器參數(shù)后每根石墨棒的平均加工用時(shí)為21.85秒,加工整盒料平均用時(shí)1180.6秒,較優(yōu)化前單根石墨棒加工用時(shí)提高了3.07秒,加工整盒碳棒平均用時(shí)較優(yōu)化前提高了近3分鐘。從實(shí)驗(yàn)結(jié)果得出,對(duì)自動(dòng)填料裝置的動(dòng)作順序、節(jié)拍和驅(qū)動(dòng)器參數(shù)同時(shí)進(jìn)行優(yōu)化后,效果提高顯著,加工整盒料平均用時(shí)提高近三分鐘,且自動(dòng)填料裝置系統(tǒng)的運(yùn)行穩(wěn)定,可靠性高,正常工作過(guò)程中無(wú)出錯(cuò)情況。
5 結(jié)語(yǔ)
針對(duì)制作光譜實(shí)驗(yàn)分析石墨棒所存在的問題及難點(diǎn)分析,設(shè)計(jì)一套光譜實(shí)驗(yàn)樣品智能處理系統(tǒng)。該系統(tǒng)采用PLC控制器、觸摸屏及傳感器技術(shù)研制一款高自動(dòng)化實(shí)驗(yàn)裝置,能實(shí)現(xiàn)光譜石墨棒上料、填料、下料和清洗等功能。該設(shè)備彌補(bǔ)了我國(guó)光譜實(shí)驗(yàn)室制作填料石墨棒通過(guò)自動(dòng)化設(shè)備的技術(shù)空白,通過(guò)實(shí)驗(yàn)證明該裝置能有效克服石墨棒填料過(guò)程中所遇到的相關(guān)問題,提高了填料效率,降低了人工成本,增強(qiáng)了我國(guó)光譜實(shí)驗(yàn)室的自動(dòng)化水平。該裝置具有十分可觀產(chǎn)業(yè)化前景。
猜你喜歡
工業(yè)設(shè)計(jì)(2022年8期)2022-09-09 07:43:20
軍民兩用技術(shù)與產(chǎn)品(2021年10期)2021-03-16 06:05:30
北京測(cè)繪(2020年12期)2020-12-29 01:33:58
裝備制造技術(shù)(2019年12期)2019-12-25 03:06:46
制造技術(shù)與機(jī)床(2019年10期)2019-10-26 02:47:06
中國(guó)洗滌用品工業(yè)(2019年4期)2019-05-11 09:27:34
鐵道通信信號(hào)(2018年5期)2018-06-28 03:06:24
家庭影院技術(shù)(2017年9期)2017-09-26 03:41:45
知識(shí)經(jīng)濟(jì)·中國(guó)直銷(2017年5期)2017-06-15 20:28:19
通信電源技術(shù)(2016年6期)2016-04-20 06:21:32

- 制造業(yè)自動(dòng)化的其它文章
- 基于多重啟動(dòng)迭代掃描的需求可拆分車輛路徑問題
- 基于自動(dòng)化軟件功能的計(jì)算機(jī)網(wǎng)絡(luò)管理系統(tǒng)設(shè)計(jì)
- 基于ERP的耗材采購(gòu)管理系統(tǒng)設(shè)計(jì)與應(yīng)用
- 數(shù)值天氣預(yù)報(bào)的自動(dòng)化太陽(yáng)能光伏功率資源評(píng)估組合算法
- 基于PLC的熱電廠反滲透水處理系統(tǒng)控制系統(tǒng)設(shè)計(jì)
- 無(wú)芯鋼卷抱圓器抱圓機(jī)構(gòu)設(shè)計(jì)與優(yōu)化研究