鋰電池電芯的堆疊方案
2019-10-22 08:39:42周迎華
制造業(yè)自動化 2019年10期
關(guān)鍵詞:系統(tǒng)
周迎華
ZHOU Ying-hua
(哈工大機器人集團(哈爾濱)華粹智能裝備有限公司,哈爾濱 150001)
0 引言
根據(jù)需求,整條電池模組自動裝配生產(chǎn)線設(shè)備系統(tǒng)需要完成以下功能:接收并自動輸送來料裝載24只電池的托盤(極柱極性朝向統(tǒng)一)電池OCV測試與掃碼電池拆盤輸送并暫存→NG品下料、合格品上線輸送極性檢測按照模組極性配方對應(yīng)翻轉(zhuǎn)電池電池上表面等離子清洗電池翻面電池下表面等離子清洗端板上料于翻轉(zhuǎn)電池與端板上表面貼限位膠端板與電池上表面涂膠貼膠于涂膠CCD檢測預(yù)堆疊端板與電池按模組配方堆疊堆疊后多只電池壓緊至模組長度要求尺寸側(cè)板上料并CMT焊接模組翻轉(zhuǎn)下料激光打標(biāo)(下料翻轉(zhuǎn)過程中完成激光打標(biāo)操作)。
整線三維如圖1所示。

圖1 電池模組自動裝配產(chǎn)線二維布局示意圖
本文中詳細(xì)介紹側(cè)向堆疊系統(tǒng)。側(cè)向堆疊系統(tǒng)包含預(yù)堆疊后電芯于端板移栽系統(tǒng)、模組側(cè)向定位堆疊系統(tǒng)、PLC控制系統(tǒng),共3部分,系統(tǒng)機構(gòu)簡圖如圖2所示。
1 預(yù)堆疊后電芯與端板移栽系統(tǒng)
預(yù)堆疊后電芯與端板移栽系統(tǒng)包含1套三軸伺服模組、1套擺角氣缸、1套旋轉(zhuǎn)氣缸、1套電芯與端板夾爪、1套夾爪氣缸,如圖3所示。
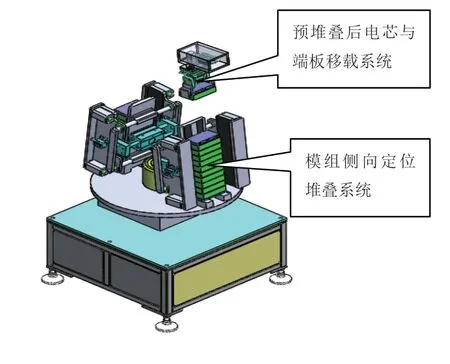
圖2 側(cè)向堆疊系統(tǒng)示意圖

圖3
移栽系統(tǒng)接到MES系統(tǒng)命令后,三軸伺服模組開始動作,到指定位置抓取原先堆疊好的電芯和端板,經(jīng)過抓取、旋轉(zhuǎn),擺動角度最終把電芯和端板調(diào)整到堆疊需要的正確位置,為下一步的堆疊做好準(zhǔn)備。
2 預(yù)堆疊后電芯與端板移栽系統(tǒng)技術(shù)要求
1)要求能與MES系統(tǒng)通信,獲得模組內(nèi)電芯配方;
2)每兩個模組內(nèi)組分進行配對預(yù)堆疊,錯誤概率=0%;
3)抓取與堆疊過程不得造成電芯或端板損傷;
4)重疊位置偏差<±1mm;
5)堆疊過程要求與水平面偏轉(zhuǎn)一定角度(與堆疊平臺平面平行),角度偏差<5°;
3 模組側(cè)向定位堆疊系統(tǒng)
模組側(cè)向定位堆疊系統(tǒng)包含1套兩工位轉(zhuǎn)盤、2套電芯側(cè)向堆疊支架、2套電芯側(cè)向夾緊定位機構(gòu)(每套夾緊定位機構(gòu)包含1套夾緊氣缸、1套對中聯(lián)動機構(gòu)、2套導(dǎo)柱),系統(tǒng)如圖4所示。
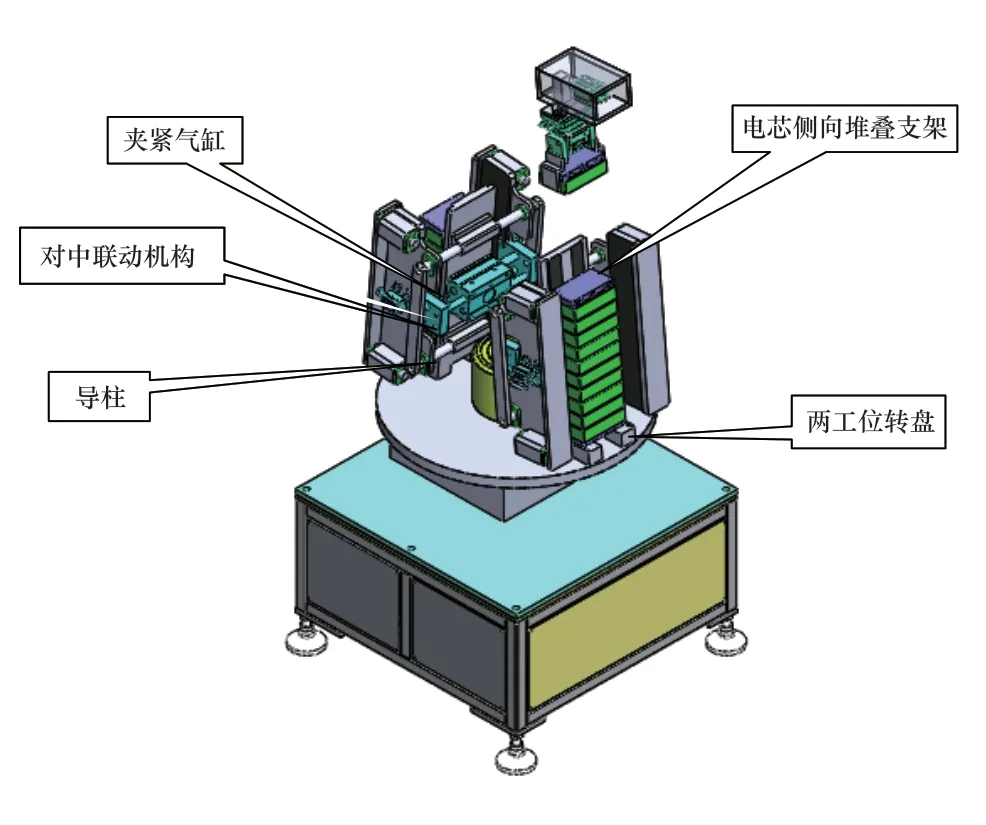
圖4 模組側(cè)向定位堆疊系統(tǒng)示意圖
系統(tǒng)接到命令后,對中聯(lián)動機構(gòu)打開,三軸伺服模組帶動移栽系統(tǒng),把調(diào)整好角度的電芯放到堆疊機構(gòu)上,循環(huán)反復(fù)直到電芯數(shù)量達到要求,對中聯(lián)動機構(gòu)閉合實現(xiàn)電芯的整形、壓緊,轉(zhuǎn)臺旋轉(zhuǎn)實現(xiàn)工位的切換,如此循環(huán)。
4 模組側(cè)向定位堆疊系統(tǒng)技術(shù)要求
1)擠壓后各電池與端板對齊度偏差<0.2mm;
2)對中精度偏差<±0.1mm;
3)卡頓概率=0%;
4)擠壓對中過程中不得出現(xiàn)電芯與端板損傷情況;
5)電池極柱端面對齊精度偏差<±0.2mm;
6)轉(zhuǎn)盤精度≤30";
7)轉(zhuǎn)盤最外段誤差≤0.1mm。
5 PLC控制系統(tǒng)
1)PLC接收MES系統(tǒng)信號,MES系統(tǒng)告知其堆疊配方,PLC控制機械手按照配方進行抓取模組內(nèi)個預(yù)堆疊后組分,進行堆疊;
2)堆疊結(jié)束后,并且之前一個堆疊完成的模組已經(jīng)下料移栽完成,控制轉(zhuǎn)盤旋轉(zhuǎn)180°;
3)每移栽抓取堆疊一個組分,對中夾緊機構(gòu)都需要夾緊定位一次。
6 結(jié)語
此方案針對一種型號鋰電池的堆疊,不同的型號需要更換堆疊工裝。該方案提高了鋰電池裝配線的生產(chǎn)效率,節(jié)約了大量人力。
猜你喜歡
工業(yè)設(shè)計(2022年8期)2022-09-09 07:43:20
軍民兩用技術(shù)與產(chǎn)品(2021年10期)2021-03-16 06:05:30
北京測繪(2020年12期)2020-12-29 01:33:58
裝備制造技術(shù)(2019年12期)2019-12-25 03:06:46
制造技術(shù)與機床(2019年10期)2019-10-26 02:47:06
中國洗滌用品工業(yè)(2019年4期)2019-05-11 09:27:34
鐵道通信信號(2018年5期)2018-06-28 03:06:24
家庭影院技術(shù)(2017年9期)2017-09-26 03:41:45
知識經(jīng)濟·中國直銷(2017年5期)2017-06-15 20:28:19
通信電源技術(shù)(2016年6期)2016-04-20 06:21:32
