多軸全自動繞線生產線的整體方案及機械結構設計
2019-10-22 08:39:42廖建明
制造業自動化 2019年10期
廖建明
LIAO Jian-ming
(廈門宏發工業機器人有限公司,廈門 361009)
0 引言
繞圈是電子電器行業不可缺少的配件,而繞線機是生產線圈不可缺少的設備。繞線機種類也是多種多樣,本文以有骨架引腳平行繞線機(以下簡稱繞線機)及其周邊其他設備為研究目標。目前市場上繞線機大都處于半自動化階段。最簡單的繞線機是:需要人工上下料,人工纏始末端引腳,設備只是提供繞制時的轉動及機械式的排線裝置。好一點的繞線機是可以實現自動繞線,自動排線,自動纏始末端引腳,但還是需要人工上下料。由于需要人工參與,設備生產效率低,勞動者工作強度大,且因工人動作熟練程度不同,繞線的質量也參差不齊。同時繞線只是線圈生產中的一道工序,后道還必須對引腳漆包線進行焊錫,電阻檢測,引腳打彎等。因此,普通的繞線機已經遠遠不能滿足現代大批量電子元器件的生產需求。本文通過設計16軸繞線機含后道工序的整體方案及機械結構,實現全自動繞線生產線的需求。
1 線圈生產工藝流程
多軸繞線生產線工藝流程可簡述為:
1)骨架通過振動料斗按固定方向自動進料;
2)上料部件通過氣缸動作將骨架自動送入繞線機前傳送部件;
3)繞線機前傳送部件通過氣缸動作將骨架自動送入繞線機主軸;
4)漆包線通過張力器,裝于x,y,z向三軸部件上的線嘴把漆包線自動纏繞到始端引腳上,而后繞線機主軸部件高速旋轉進行自動繞線,再把漆包線末端纏繞到末端引腳上,完成繞線。
5)繞線機后傳送部件通過氣缸動作將骨架線圈自動下料;
6)繞線機后傳送部件分4次把繞好的骨架線圈送入8工位轉盤的第一工位。后道工序采用8工位轉盤式結構,每個工位對4個骨架進行同時動作;
7)第二工位對線圈骨架預壓確保線圈骨架上料到位;
8)第三工位對線圈骨架引腳進行沾助焊劑;
9)第四工位對線圈骨架引腳進行焊錫;
10)第五工位對線圈骨架進行吹異物及冷卻;
11)第六工位對線圈骨架引腳進行復直(產品工藝要求);
12)第七工位對線圈骨架進行電阻檢測,及電阻不良品自動下料;
13)第八工位自動下料致裝盤機;
14)裝盤機接料后翻轉使用線圈骨架引腳朝上,自動送入線圈骨架傳送皮帶;
15)線圈骨架傳送皮帶通過自動分料機構將線圈骨架按料盤間距自動分料;
16)線圈料盤通過堆垛方式,皮帶自動傳送。人工將一垛空料盤放于空盤堆垛區,通過氣缸動作將堆垛區空盤取出并置于料盤傳送皮帶上,通過氣缸限制定位料盤準確停于預定裝盤位置。
17)通過機械手自動將已經按料盤間距分好料的線圈骨架抓入線圈料盤內排放整齊;
18)料盤裝滿后氣缸限制定位機構自動放開,料盤自動流致滿料堆垛區,自動堆垛,至此完成全自動線圈骨架一個周期的生產。
2 方案設計
按功能模塊組合分類,可分為上料部分,繞線部件,沾錫檢測部分,裝盤部分。各功能單元獨立機架設計,方便裝配調試及運輸拆裝,如圖1所示。
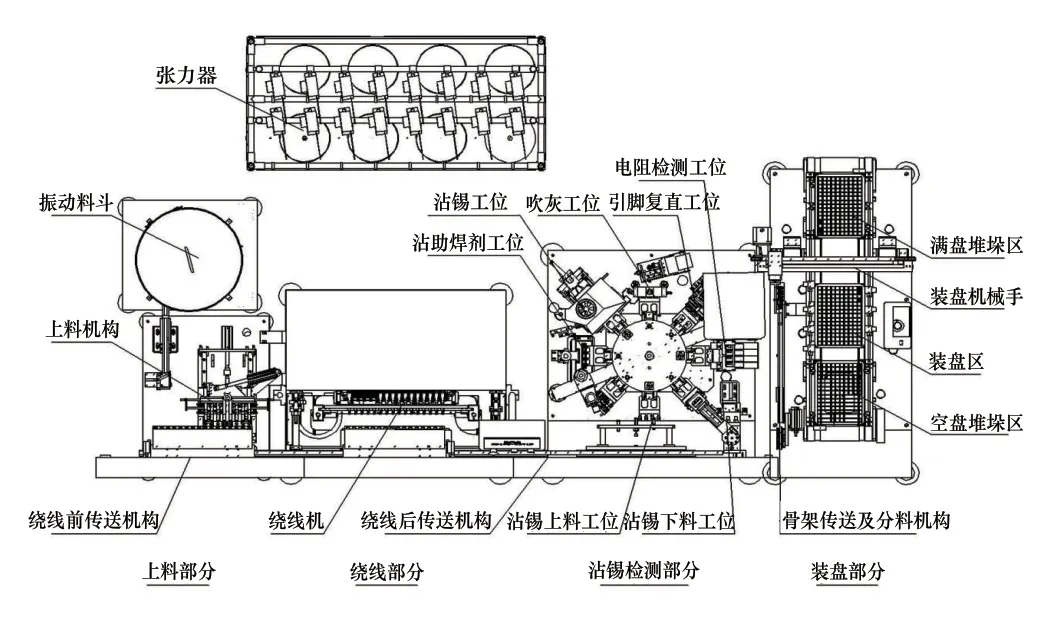
圖1 方案布局圖
3 結構設計
多軸全自動繞線生產線按方案布局可劃分為自動上料機、繞線機(由機架、前后傳送部件、主軸、xyz三軸運動部件、夾線部件、張力機構等組成)、沾錫機(由機架、8工位轉盤部件、沾助焊劑、沾錫、吹灰、打彎、電阻檢測、下料部件等組成)、裝盤機等。
3.1 自動上料機
如圖2所示,自動上料機主要由振動料斗、分料部件、變距部件、90°旋轉部件、上下移動部件等組成。主要功能是實現骨架的自動上料,使原本無規律的骨架按預定方向排列好且按繞線機主軸間距上料致繞線機前傳送部件。
大量骨架一次性置于振動料斗內(可擴展料倉或其它自動送料設備),骨架在振動料斗內沿斜槽定向運動,特定方向的骨架通過振動直線進入分料部件,其余骨架落回料斗內。分料部件內安裝有檢測骨架到位的感應開關,當最前端4個料到位后,90°旋轉部件及上下移動部件移動使變距部件芯軸插入骨架中心孔內,變距部件共兩組,分兩次把8個骨架轉移到變距部件芯軸上。通過移動、擺動、變距把變距部件芯軸上的骨架放入繞線前傳送機構型腔內,完成上料動作。
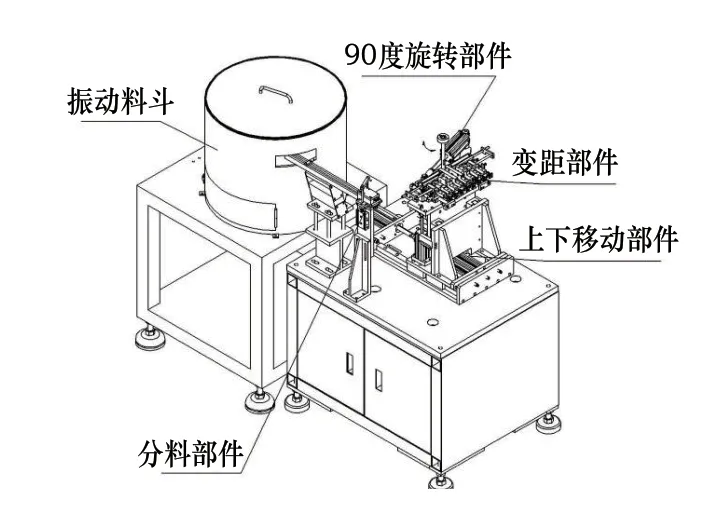
圖2 自動上料機
3.2 繞線機
如圖3所示,繞線機主要由機架,機架、前后傳送部件、主軸、xyz三軸運動部件、夾線部件、張力機構等組成。漆包線通過張力器到安裝于xyz三軸部件的陶瓷過線器,引到線嘴上,通過xyz三軸部件即可帶動漆包線在xyz三個方向(既橫向,縱向,豎向)自由運動。
首先將漆包線夾固定于夾線部件上,線嘴帶動漆包線在骨架的始端引腳上纏繞好,通過夾線部件運動將漆包線拉斷,對較粗漆包線則可以通過安裝刀片,氣剪之類的利器將線剪斷,然后再將夾線部件上的廢線排掉。骨架則通過主軸機構的帶動高速旋轉,漆包線在xyz三軸運動的帶動下前后往復運動進行排線,既可對骨架進行繞線。繞線完成后,對骨架的末端引腳進行纏線,再將漆包線固定于夾線部件上,然后再將骨架與夾線部件之間的漆包線進行斷線動作。既完成一個產品的繞線周期。
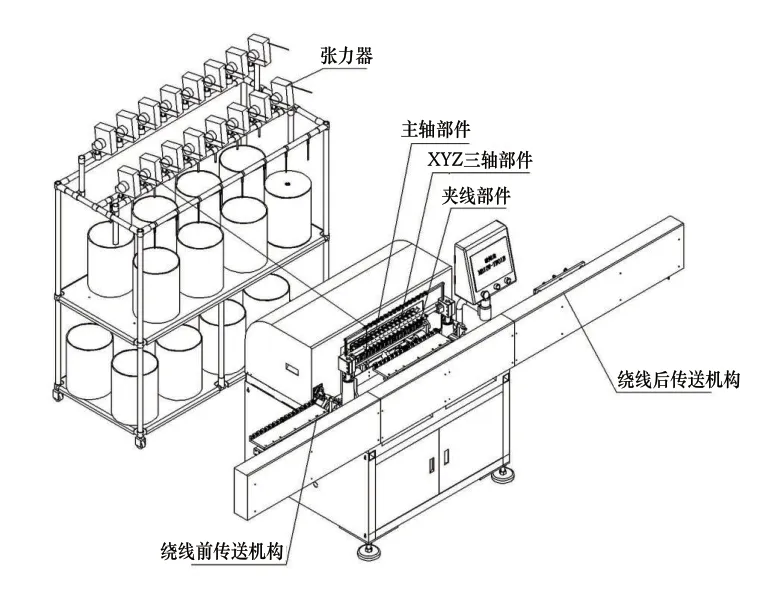
圖3 繞線機
3.2.1 主軸部件
主軸部件是繞線機核心部件,為滿足現代工業大批量高質量的生產需求,對繞線機的主軸轉速要求越來越高。
如圖4所示,該部件由伺服電機通過同步帶帶動左右兩個一級變速軸轉動,同時一級變速軸又通過同步帶各帶動兩個主動軸轉動,其余主軸通過同步帶輪與主動軸串聯,從而實現整個主軸系16根軸的轉動,同步帶輪能保證各個軸轉動的同步性和準確性。通過加工及裝配精度保證各繞線軸同心,實現骨架在繞線過程中的平滑穩定,最高轉速可達18000rpm,同時能保證骨架繞線的質量。
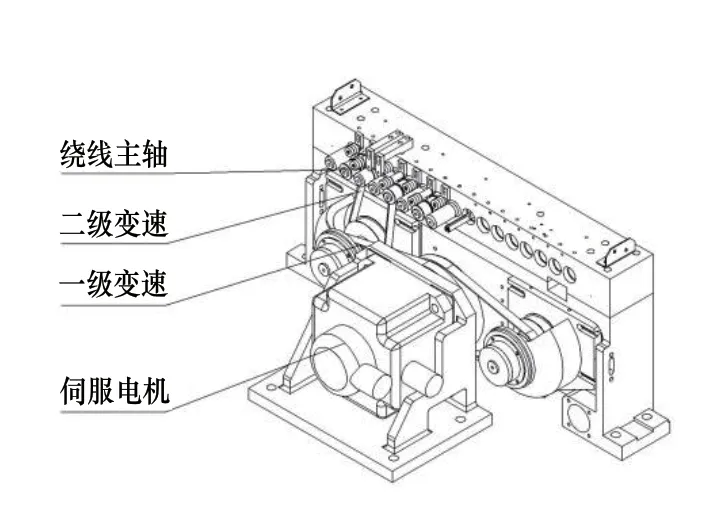
圖4 主軸部件
3.2.2 xyz三軸部件
該機構由伺服電機、精密絲桿、精密直線導軌組成。主要功能是依靠三軸聯動帶動線嘴自由動作來完成漆包線在骨架上的纏引腳、線的排線繞制過程、線的過槽等,使繞線能夠準確平滑地繞制在骨架線圈上。
如圖5所示,xyz三軸部件組成規范的三坐標伺服系統,使得線嘴可以在有效行程內自由移動,可以根據程序自動進行纏繞等動作。本機構設置于大板下方,使得設備易于維護,外觀簡潔。

圖5 三軸部件
3.3 沾錫檢測機
如圖6所示,沾錫檢測機主要由機架、8工位轉盤部件、沾助焊劑、沾錫、吹灰、打彎、電阻檢測和下料部件等組成。8工位轉盤采用高精度8等分分割器為主體,通過電機帶動實現8工位高精度分割停止。同時每個工位設置氣缸上下機構,通過工裝的上下動作可以很好的實現各個工位動作的完成。沾助焊劑部件采用助焊劑大槽內放置可單獨上下的小槽,保證沾助焊劑時液面高度一致,再通過氣缸帶動工裝上產品下壓完成沾助焊劑。沾錫同樣采用大錫槽內放置可單獨上下的小錫槽,保證錫面高度一致,再通過氣缸帶動工裝上產品下壓完成沾錫。因錫鍋溫度高達400℃~550℃,錫鍋采用鈦合金加工,這種材料具有耐高溫耐腐蝕等特性,能很好的滿足設計使用要求。吹灰部件采用上吹下吸方式,氣源入口安裝精密過濾器作為吹氣氣源,電磁閥控制間歇性吹氣,底部安裝負壓吸塵口吸塵。經過吹灰可吹走部份沾錫時產生的飛濺物確保產品質量,同時可對骨架線圈進行冷卻,確保后續電阻檢測不受溫度影響。打彎部件采用氣缸推引腳焊錫部位,保證打彎時不損傷纏繞于引腳上的漆包線,分兩次打彎各打彎45°確保打彎到位。電阻檢測采用探針與引腳接觸方式,通過電阻檢測儀器進行電阻檢測,檢測到不良品時直接用氣缸把產品拉出,拉入不良品盒,確保斷線,電阻不良的產品不流入后道工序。下料部件采用旋轉式機械手,把工位上4個產品同時抓取后旋轉放致裝盤機。至此沾錫機完成一個循環周期。

圖6 沾錫機
3.4 裝盤機
骨架線圈為電子原件精密部件,漆包線最細的小于0.02,輕微的磕碰就有可能造成斷線,所以要求在搬運傳送過程中無損傷,不碰撞。本設備針對產品采用注塑料盤,在料盤內按產品大小設計分成15×10共150個空格用于放置骨架線圈。料盤可堆垛,方便搬運。如圖7所示,因沾錫時焊錫引腳在下方,不便于員工觀察焊錫情況。裝盤機接料后,采用翻轉機械手把產品翻轉焊錫引腳朝上放于傳送皮帶上,線圈骨架傳送皮帶通過自動分料機構將線圈骨架按料盤間距自動分料,通過機械手自動將已經按料盤間距分好料的線圈骨架抓入線圈料盤內排放整齊。
線圈料盤通過堆垛方式,皮帶自動傳送。人工將一堆空料盤放于空盤堆垛區,通過氣缸動作將堆垛區空盤取出并置于料盤傳送皮帶上,通過氣缸限制定位料盤準確停于預定裝盤位置,等待機械手把線圈骨架抓入。料盤裝滿后氣缸限制定位機構自動放開,料盤自動流致滿料堆垛區,自動堆垛,至此完成全自動線圈骨架的一個生產周期。
4 結語
多軸全自動繞線生產線可廣泛應用于繼電器、接觸器、斷路器、電磁閥、點火線圈等骨架線圈的生產。在目前人工成本不斷上升的今天,使用半自動繞線機實現本月產1000萬只線圈需要上30臺~60臺繞線機,車間員工大約需要50~100人,通過多軸全自動繞線生產線的應用,月產1000萬只線圈只需要約10條生產線,人員在3~5人即可,可很大程度提高生產效率。多軸全自動繞線生產線是今后繞線工藝技術發展的趨勢。
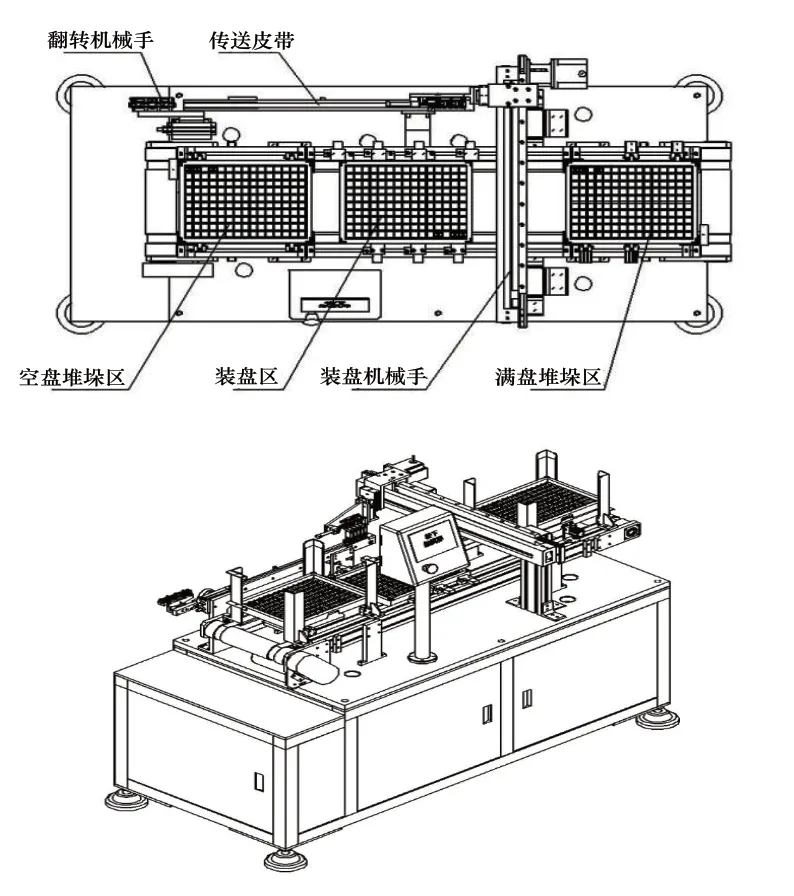
圖7 裝盤機
