基于SIMOTION的大部件對接系統研究
2019-10-22 08:39:44鄧珍波殷國富
制造業自動化 2019年10期
鄧珍波,攀 登,雷 沛,殷國富
DENG Zhen-bo1,3 , PAN Deng1,3 , LEI Pei1,3, YIN Guo-fu2
(1.航空工業成都飛機工業(集團)有限責任公司,成都 610073;2.四川大學 制造科學與工程學院,成都 610067;3.四川省航空智能制造裝備工程技術研究中心,成都 610092)
0 引言
飛機制造水平是衡量一個國家制造業發達與否的一個標桿,飛機制造過程通常將飛機分為多個部段進行分段協同制造[1]。要保證制飛機具有較高的裝配制造精度,除了要保證零件制造的制造精度、單個部件的裝配精度,更需要保證部件與部件之間對接精度。而進行部件與部件對接時往往存在對接部件尺寸大、結構復雜等問題,對部件姿態快速精準的調整是一個研究的熱點話題[2,3]。傳統的飛機裝配基本上是基于模擬量信息,采用專用型架進行定位夾緊,尤其在大部件進行對接時更是借助廠房吊車,采取人工觀察調整姿態的方式進行手動對接,這樣對一線工人的經驗要求特別高,而且不同的人對接出來的產品存在著差異性,存在許多不確定的因素。
隨著制造業水平的不斷提升,自動化對接技術不斷得到推廣與應用。以Boeing777、Boeing787、A380等機型為代表的國外新型機型的生產制造上,尤其是大部件對接方面,基于機器人的柔性對接技術、基于數控定位器的自動化對接技術已經得到了一定程度的推廣[4,5]。同時國內一些高校與企業也逐步進行了大部件對接技術的研究,并也逐漸將該項技術應用到飛機裝配制造中。張洪雙等[6]研究了大部件調姿的數控定位器布局,并對調姿行程進行了優化分析。羅中海等[7]研究了飛機大部件調姿平臺力位混合控制系統,對研究壓力傳感器對數控調姿參數的優化修正起到了一個引導作用。雷沛等[8]研究了3PS數控定位器球鉸點中心位置的標定方法,探知了球角對調姿精度的影響,并基于sinurmeric系統實現運動控制。郭志敏等[9]研究并設計了一種精密三坐標POGO調姿柱,該種結構可以實現單點三自由度的調節。張楊等[10]等研究了SIMOTION在數字化對接系統中的多軸同步控制應用,對研究自動化對接系統提供了一種思路。鄭博,李麗娟,林雪竹飛機大部件數字化對接仿真技術研究。本文分析了大部件調姿過程中的關鍵技術流程,針對系統的需求采用SIMOTION系統實現大部件自動對接系統的運動控制,并基于自身的trace功能和MATLAB對關鍵參數進行了驗證分析。
1 系統構架
本文設計的大部件對接系統包含三個站位7個部段的數控調姿,調姿過程中按照預定的工藝順序,分別調整各部段的實際姿態與理論位置重合。要實現部段姿態的調整,需保證該部段具有6個自由度。整個自動化對接系統包含檢測單元、數據處理單元、控制單元、執行單元、人機交互單元、反饋單元等。如圖1所示,激光跟蹤儀作為檢測單元可以監測部段的實際姿態;上位機PC作為數據處理的終端可以將檢測單元的數據,經過運動算法轉換成控制單元SIMOTION運動控制器的關鍵控制參數;數控定位器則包含:執行機構、傳動機構、驅動機構、外部位置反饋機構、壓力傳感機構等,具有執行單元和反饋單元的功能;人機交互單元HMI則可以實現對接系統的便捷操作。
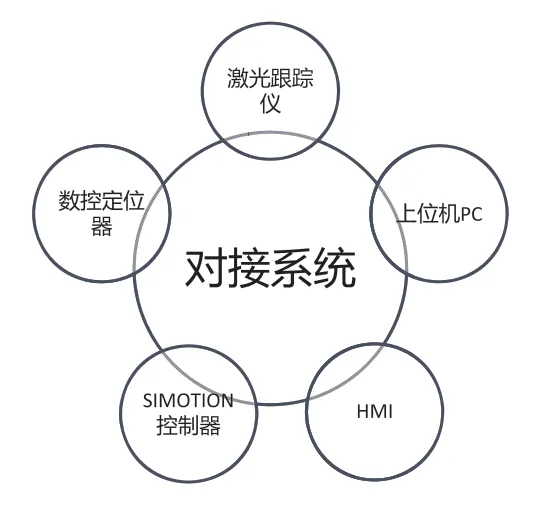
圖1 對接系統
本自動化對接系統是一個多功能集成平臺,包括檢測技術、自動化控制技術、通訊技術等,主要對接流程如圖2所示。
1)產品上架:通過AGV、廠房吊車或站位吊車等運輸工具將調姿部段運輸到指定位置,通過工藝接頭將產品與對應的數控定位器安裝定位。
2)系統歸零:通過HMI或者上位機PC發送系統的歸零指令,包括對人機交互與運動軸對的歸零。
3)激光跟蹤儀測量監測點實際值:借助激光跟蹤儀測量產品上給定的用于調姿檢測的坐標點實際值。
4)上位機獲取調姿部件的剛性變換矩陣:根據上述步驟獲取的監測點實際值和已知的飛機坐標系下的理論值。采用加權最小二乘法獲得產品的旋轉矩陣R和平移矩陣P。
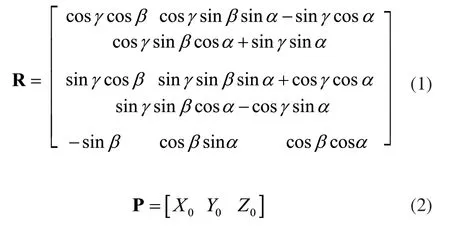
式中:α,β,γ分別為剛體理論位置到實際位置分別繞X,Y,Z旋轉的角度,X0,Y0,Z0分別為剛體理論位置到實際位置分別沿著X,Y,Z平移的值。
5)上位機獲取各驅動軸的運動起點與終點:根據上述步驟所求得的剛性變化矩陣和各驅動軸的理論位置,利用運動學逆解計算出運動過程中剛體關鍵點的實際位置,即獲取了各運動軸的運動起點和終點。
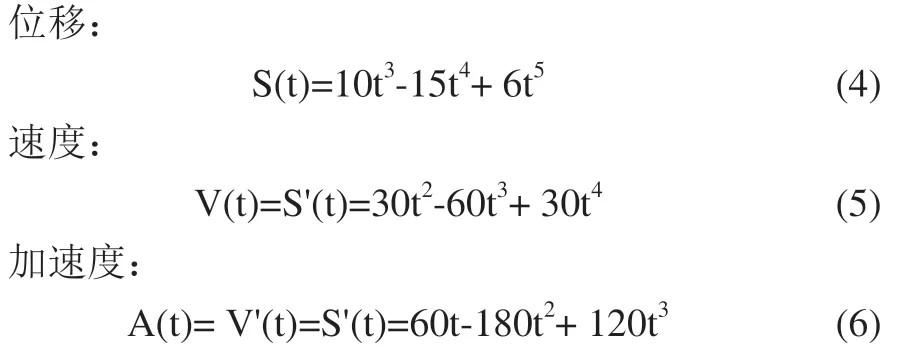
6)上位機獲取運動軸運動關鍵參數:為了保證運動過程的平穩性,需保證整調姿起點和終點的速度、加速度、均為0,再加上上述步驟所獲取的運動軸運動起點和終點位置,設定運動單元各軸從起點位置到終點位置的時間為t,各主動軸的運動位移軌跡為S(t)、速度為V(t)、加速度為A(t)、加加速度為J(t),設定運動過程中位移與時間滿足如下五次多項式方程:

聯合邊界條件,采用歸一化處理
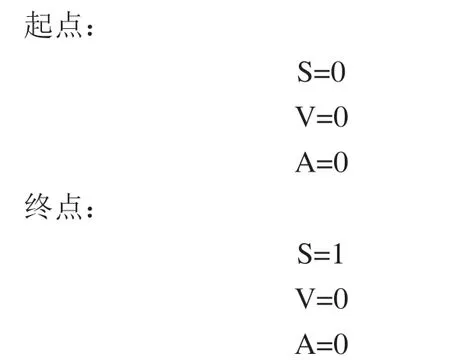
根基6個邊界條件求得:
如圖3所示,五次多項式運動存在起點和終點的加加速度不為0,存在一定的沖擊,而七次多項式可以有效地避免。因此定義運動位移為七次多項式,設定運動單元各軸從起點位置到終點位置的時間為t,各主動軸的運動位移軌跡為S(t)、速度為V(t)、加速度為A(t)、加加速度為J(t):

聯合邊界條件,采用歸一化處理。


根基8個邊界條件求得:
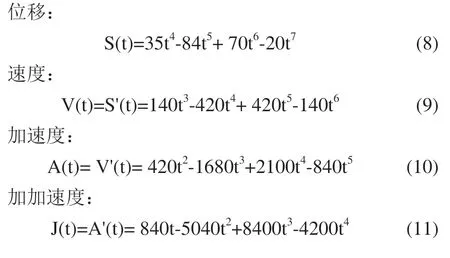

圖2 運動控制過程
7)SIMOTION運動控制系統獲取關鍵參數:根據上述上位機運動算法所獲得的多項式運動軌跡,定義各驅動軸的同步關系。當各軸的壓力傳感器超過設定值時對運動參數做一定量的補償,當超過產品所能承受的應力值則停止調姿運動。
8)下載到對應站位的HMI:當對應站位的實時運動參數生成后,將數據下載到對應站位的HMI,生成人機交互界面。
9)發送運動指令到執行機構:根據現場調姿需求,選擇在上位機PC或者對應站位的HMI上,將指定站位的運動參數發送到執行機構進行相應運動。
10)極限限位判定:調姿結束前如果各驅動軸超過了正向或負向限位,則本次調姿無效,需重新歸零調整系統以適應不同的調姿行程,否則繼續執行調姿運動。
11)應力超限判定:各驅動軸裝載了相應壓力傳感器,用于監測相應位置產品上所承受的應力。當壓力傳感器上的值超過了參數修訂設定值,則反饋給控制器,對相應軸的運動參數進行相應補償,如果沒有超過相應設定值,則執行調姿運動。當壓力傳感器上的值超過停機監測值,聽停止調姿動作檢查原因。
12)調姿到位判定:當完成一個節拍調姿結束后將監測點實際位置與理論位置對比,判定是否達到對合要求:如果不能滿足要求,則重復步驟3)~11)操作,如果滿足要求則結束該部段調姿,執行下一部段調姿,直到全部調姿完成。

圖3 凸輪多項式運動軌跡
2 硬件組態
本文所述大部件對接系統包含三個站位7大部件的對接,每一部件的調姿選用四個3PS數控定位器,各主動軸的軸數配置分別為3211。整個控制系統包含28個數控定位器,49個同步軸,但調姿過程中采用單部段獨立調姿方式,一次只需實現四個定位器的聯動,則最多只用7軸聯動即可。如圖4所示,控制系統數據通訊基于PROFINET通訊協議,采用控制器(主站)+設備(從站)的整體架構,中間采用交換機作為數據交換中心。由于控制器集成的變頻器最多實現6軸的驅動,擴展外部CU以增加控制軸數。采用分布式IO的形式增加數字量與模擬量點數,同時用帶Drive-CLiQ口電機與電機模塊實現高速通訊。為減小主站的計算負擔,實現激光跟蹤儀、壓力傳感器與控制器之間的數據交換,分別對每一個定位器配置了一個專用從站,通過交換機實現與主站和HMI的通訊。

圖4 硬件組態
3 同步仿真
基于SIMOTION的運動控制的同步關系中有兩種:一種為線性同步、另一種為非線性同步。線性同步采用電子齒輪定義同步關系,非線性同步采用電子凸輪定義同步關系。基于多項式的數控調姿軌跡需通過電子凸輪定義各同步軸間的運動關系。定義同步關系時,由于跟隨誤差的存在,若采用不同的跟隨對象則系統的同步性很難保證。因此,定義一個虛軸作為同步跟隨對象,其余同步軸通過定義對應的電子凸輪建立與虛軸之間的同步關系。
如圖5(a)所示,在大部件進行調姿過程中,剛體平動部分采用多項式定義各軸運動軌跡,運動過程中連接點之間實際的相對位置與理論相對位置誤差接近零,不會造成理論上對剛體的應力。圖5(c)中展示了兩個同步軸之間、同步軸實際位置與設定值之間的運動關系,從局部放大圖5(b)可以看出:在空載情況下,同一同步軸實際位置與設定值之間存在跟隨誤差0.035mm,而兩個跟隨與同一虛軸的同步軸之間同步誤差很小,可以忽略不計。

圖5 運動軌跡
4 結論
基于SIMOTION的大部件對接系統可以實現多軸協同運動,完成多部段大部件協同對接,能夠集成激光跟蹤儀、壓力傳感器、上位機完成對部件的高效、快速、準確調姿。
猜你喜歡
工業設計(2022年8期)2022-09-09 07:43:20
軍民兩用技術與產品(2021年10期)2021-03-16 06:05:30
海峽姐妹(2020年9期)2021-01-04 01:35:44
北京測繪(2020年12期)2020-12-29 01:33:58
VOGUE服飾與美容(2020年9期)2020-09-02 14:47:26
裝備制造技術(2019年12期)2019-12-25 03:06:46
中國洗滌用品工業(2019年4期)2019-05-11 09:27:34
家庭影院技術(2017年9期)2017-09-26 03:41:45
山東青年(2016年1期)2016-02-28 14:25:25
當代修辭學(2014年3期)2014-01-21 02:30:44
