造紙法再造煙葉煙梗專用粗解磨片技術
2019-10-26 09:20:50趙亞奇武士杰孫光發
設備管理與維修 2019年12期
關鍵詞:效果
趙亞奇,武士杰,關 平,王 杰,孫光發,李 偉
(1.紅云紅河煙草(集團)有限責任公司新疆卷煙廠,新疆烏魯木齊 830000;2.云南中煙再造煙葉有限責任公司,云南昆明 650000)
0 引言
打漿作為造紙法再造煙葉生產過程中的一道關鍵工序,其目的是利用磨片的摩擦和搓揉作用處理經過提取擠干后的固體物料,形成分絲、細纖維化的漿料,使其具備適應抄紙機抄造生產和產品品質需求的質量要求。而雙盤磨是打漿過程中最重要的設備,磨片是雙盤磨對漿料纖維進行處理的核心元件,因此打漿過程磨片選擇、工藝參數設計對造紙法再造煙葉漿料的質量起著至關重要的作用。目前,造紙法再造煙葉行業磨漿設備及磨片選擇主要沿用及借鑒造紙行業處理木漿、草漿制漿設備進行使用,由于市場上沒有專門針對煙草原料生產的磨漿設備專用磨片,從而造成造紙法再造煙葉煙草原料在進行粗解及制漿過程中出現纖維分布不均,煙梗粗解橫向切斷嚴重,縱向煙草纖維分絲帚化效果差,切斷嚴重,煙草漿料造碎嚴重,漿料細小纖維含量大,漿料得率較低,煙草纖維打漿后粗纖維含量高,抄片后硬度較高,柔軟性能差,產品在切絲加工過程容易跑片;且現使用粗解磨片屬鑄鐵材料制造,局部磨損變形較快,使用周期內漿料質量波動大,磨片磨損大及磨片易損壞等問題。
因此,為解決造紙法再造煙葉煙梗原料在粗解過程存在的問題,有必要選用適合造紙法再造煙葉煙梗原料使用的磨漿專用磨片進行針對性開發及研究,從而提高制漿過程中漿料得率,降低打漿能耗,穩定成漿質量為抄造工序提供均勻穩定的漿料。
1 專用粗解磨片設計
現使用的600 磨片為扇形分區直通齒、摩擦切斷型磨片,磨片無擋、無封邊,齒槽從進漿段到出漿段是直通的,轉盤轉動時進入齒槽的煙梗在離心力的作用下,一部分在整個齒緣上沿切線拋向定盤齒槽,在轉盤和定盤磨齒間進行粗解,另一部分沿齒槽向外移動直接通過齒槽,不經過粗解,還有進入定盤齒槽的煙梗也不經過煙梗直接通過齒槽,造成粗解不均勻,另外齒槽較寬寬、深及煙梗在齒槽中的流速快,通過齒槽的煙梗中未被粗解的纖維占比越大。
專用磨片為扇形分區尖齒、撕裂型磨片,為阻止煙梗直接從齒槽中通過,在齒面上設置多道由內到外、傾斜方向與磨齒轉動方向相同的擋漿弧,迫使煙梗在轉盤和定盤間來回粗解,這樣,粗解后纖維質量比較均勻,粗纖維含量減少;另一方面磨片齒形為尖齒型:磨齒在運轉過程中磨齒能夠楔入煙梗物料,產生的撕力,且力的作用較為集中,使物料沿撕裂面破碎成兩塊,并在作用點處產生局部破碎,隨后物料受離心力的作用進入下一級齒槽中,進行下一級撕裂,同時動盤、定盤磨齒設計為互鎖狀可以纖維束更好的導向盤磨,提高分絲效果。
2 專用粗解磨片效果驗證
2.1 實驗方法
利用專用設計的粗解磨片和現用粗解磨片,對經浸泡后的煙梗進行粗解,分別對粗解煙梗磨設備進刀0 mm,0.5 mm,1 mm,1.5 mm,2 mm,然后利用纖維篩分儀分析檢測粗解煙梗纖維的效果。
檢測方法:分別取粗解磨片和現用粗解磨片粗解后的煙梗纖維,測定樣品水分含量,稱取10±0.05 g 絕干粗解梗,加入2000 mL 的水分,充分攪拌均勻和分散。將煙梗纖維懸浮液注入最高級的篩分槽中,各篩分槽裝有篩網,篩分槽成階梯式,當粗解煙梗懸浮液從一個容器流到另外一個容器時,在不同篩網上留住不同長度、寬度的粗解煙梗。在一定的水流速度下,篩分一定時間后,收集起各篩分槽內的纖維,烘干、恒重后,按各級網目存留纖維量對投入試樣的質量百分率報告的結果,用來測定并評價粗解煙梗的纖維特性。
2.2 專用粗解磨片效果分析
由圖1 可知,優化改進后的磨片不同的進刀量對煙梗粗解影響較大,未通過14 目的煙梗粗解纖維比較多,隨著進刀量的增加,煙梗破碎的力度更大,粗解更均勻徹底。進刀在(1~2)mm時效果不明顯,進刀在(0~0.05)mm 時小于14 目的煙梗粗解纖維與經過梗高濃1 級磨打漿后的纖維效果較為接近。和目前生產煙梗粗解磨粗解的效果相比,煙梗粗解效果明顯提升,粗梗的占比約減小10%~27%。

圖1 不同進刀煙梗粗解未通過14 目篩分效果對比
由圖2 可知,在(14~28)目,煙梗纖維含量占比較小,進刀0 mm 明顯優于0.5 mm,1 mm,1.5 mm,2 mm 和現有磨片粗解效果,其次進刀2 mm 相對比其他幾個較好。由圖3 可知,通過28 目篩的纖維占比相對較好,現生產的粗解比較少,說明現有生產中粗煙梗含量多,解纖的作用變弱,在制漿過程中增加制漿的難度。
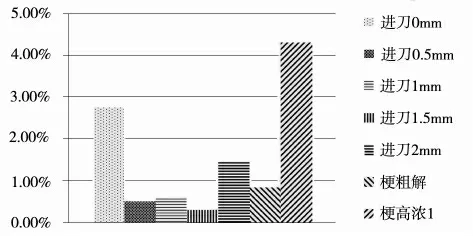
圖2 不同進刀煙梗粗解通過14 目篩分效果對比
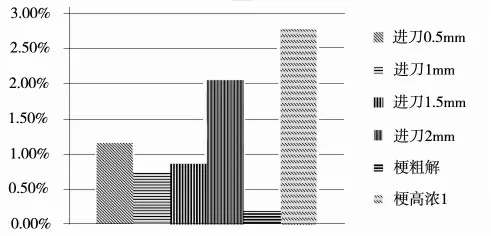
圖3 不同進刀煙梗粗解通過28 目篩分效果對比
由圖4、5 可知,,隨著進刀量的增加,梗粗解后,分散越均勻,粗解效果降低。當優化改進后的磨片進刀0mm 時,篩分通過100目時,占單個粗解纖維的23.55%,現有生產的設備粗解磨粗解纖維僅2.71%,對比發現經煙梗高濃1 級打漿(16.78%)通過100 目纖維占比小于進刀0、0.5mm 時,與進刀1.5mm 時較為接近。

圖4 不同進刀煙梗粗解通過48 目篩分效果對比
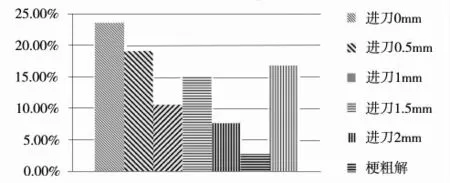
圖5 不同進刀煙梗粗解通過100 目篩分效果對比
由圖6 可看出生產線的煙梗粗解后含有大量粗大纖維束和較多的煙梗碎片,磨片通過優化改進后粗解的煙梗纖維中粗大纖維束和煙梗碎片明顯減少。另一方面隨著進刀量增加,粗大纖維束含量也隨著增加,基本不存在煙梗碎片。

圖6 煙梗粗解對比效果
3 結論
通過對造紙法再造煙葉粗解磨片進行專用開發及設計,煙梗纖維得到較好的粗解,篩選后效果明顯優于現用磨片,特別是進刀0 mm 和0.5 mm 時,其次就是進刀2 mm,保證了粗解后煙梗纖維的分絲化,有利于后續打漿。隨著進刀量的增加,其未通過14 目篩的纖維占比增加,但都小于生產線粗解占比,其通過100目篩的纖維占比增加,但都優于生產線粗解比例,有利于纖維與纖維之間、纖維與磨齒之間的摩擦作用,增加纖維的分絲作用,減少粗解過程中的粗大纖維束和煙梗碎片含量。
猜你喜歡
中老年保健(2021年12期)2021-11-30 02:58:01
好日子(2021年8期)2021-11-04 09:02:46
小學生學習指導(爆笑校園)(2020年6期)2020-07-03 10:01:10
攝影之友(影像視覺)(2019年2期)2019-03-05 08:27:14
攝影之友(影像視覺)(2018年12期)2019-01-28 09:01:02
攝影之友(影像視覺)(2018年12期)2019-01-28 09:01:02
中華詩詞(2018年11期)2018-03-26 06:41:34
小學生學習指導(低年級)(2017年11期)2017-10-23 01:32:36
Coco薇(2016年8期)2016-10-09 02:11:50
中國醫藥科學(2015年19期)2015-02-27 12:33:11
