釬焊金剛石微刃砂輪的制備及其磨削AlSiC的性能研究
2019-10-29 03:33:58廖燕玲劉文廣李明聰黃耀杰張鳳林
超硬材料工程 2019年4期
廖燕玲,劉文廣,李明聰,黃耀杰,張鳳林
(廣東工業(yè)大學(xué) 廣州 510006)
釬焊金剛石砂輪具有磨粒出刃高、磨削鋒利、不易堵塞等優(yōu)點(diǎn)[1-5]。但目前細(xì)粒度金剛石磨粒的釬焊工藝難以實(shí)現(xiàn),且釬焊時(shí)的高溫會(huì)導(dǎo)致金剛石表面出現(xiàn)微米級(jí)的石墨化層,弱化了金剛石的力學(xué)性能,并進(jìn)而影響磨削性能[6,7]。對(duì)砂輪表面形貌進(jìn)行微細(xì)加工以實(shí)現(xiàn)砂輪表面結(jié)構(gòu)化,可以改善砂輪的磨削性能[8]。對(duì)砂輪磨粒進(jìn)行有序排布可以提高磨削效率、砂輪壽命,降低磨削力、磨削溫度以及工件表面粗糙度[9]。由于金剛石易于實(shí)現(xiàn)激光的各種微細(xì)結(jié)構(gòu)加工,為此許多國(guó)內(nèi)外學(xué)者通過激光對(duì)各種金剛石砂輪表面進(jìn)行微細(xì)加工,制備出不同的表面微結(jié)構(gòu),以此改善砂輪的磨削性能[10,11]。Yung等[12]利用Nd:YAG激光器對(duì)樹脂粘結(jié)cBN砂輪進(jìn)行表面加工,與常規(guī)修整相比,砂輪的磨削力降低了10%~15%。郭兵等[13]使用納秒脈沖激光器對(duì)金剛石砂輪表面進(jìn)行微結(jié)構(gòu)加工,分析了激光加工幾何微結(jié)構(gòu)對(duì)砂輪磨削精度的影響,制備了具有不同類型的微溝槽幾何微結(jié)構(gòu)砂輪,實(shí)現(xiàn)了對(duì)碳化鎢金屬陶瓷及BK7光學(xué)玻璃的精密磨削。張偉[14]使用紫外激光器對(duì)銅結(jié)合劑金剛石砂輪上的金剛石磨粒進(jìn)行微溝槽加工,將制備的結(jié)構(gòu)化砂輪進(jìn)行磨削實(shí)驗(yàn),發(fā)現(xiàn)磨粒表面溝槽數(shù)量增加有助于降低磨削材料表面粗糙度,減小亞表面層的裂紋深度。何杰[15]對(duì)青銅結(jié)合劑金剛石砂輪進(jìn)行紫外激光微結(jié)構(gòu)化研究,采用結(jié)構(gòu)化后的金剛石砂輪和未結(jié)構(gòu)化砂輪磨削YG8 硬質(zhì)合金,對(duì)比發(fā)現(xiàn)結(jié)構(gòu)化砂輪磨削的工件表面的滑擦痕跡比較淺而且均勻,微觀形貌較好,表面粗糙度值較低,但砂輪耐磨性有所降低。
目前使用激光對(duì)釬焊金剛石砂輪表面進(jìn)行微結(jié)構(gòu)化的研究還比較少,因此本文提出一種釬焊金剛石微刃砂輪的制備方法,使用脈沖激光在釬焊的粗顆粒金剛石上進(jìn)行微細(xì)加工,制備了一種釬焊金剛石微刃砂輪,并對(duì)比研究了釬焊金剛石微刃砂輪與普通釬焊金剛石砂輪加工70%SiC體積分?jǐn)?shù)的AlSiC復(fù)合材料的磨削性能,研究砂輪在不同磨削參數(shù)下的磨削力,分析了不同砂輪加工后復(fù)合材料的表面粗糙度和微觀形貌。
1 實(shí)驗(yàn)
本實(shí)驗(yàn)所使用的激光釬焊金剛石砂輪包括基體、磨削鑲塊以及緊固環(huán)三個(gè)部分,磨削鑲塊上有序釬焊20/25目金剛石。使用HT-20F型光纖激光設(shè)備對(duì)釬焊金剛石砂輪進(jìn)行加工,磨削實(shí)驗(yàn)在WAZA520X-NC超精密成型平面磨床上進(jìn)行,磨削材料為西安創(chuàng)正新材料有限公司提供的含70%SiC體積分?jǐn)?shù)的AlSiC復(fù)合材料。
在CAD軟件上設(shè)計(jì)的相鄰的微刃加工跡距離為0.2mm,使加工之后表面形成正方形的磨削刃結(jié)構(gòu),砂輪磨粒與微刃示意如表1所示,激光加工砂輪參數(shù)如表2 所示。激光器最大功率為20W,波長(zhǎng)為1064nm,圖1為激光加工釬焊金剛石鑲塊現(xiàn)場(chǎng)照片。

表1 砂輪磨粒與微刃示意圖Table 1 Schematic illustration of grinding wheel grits and its micro-edge
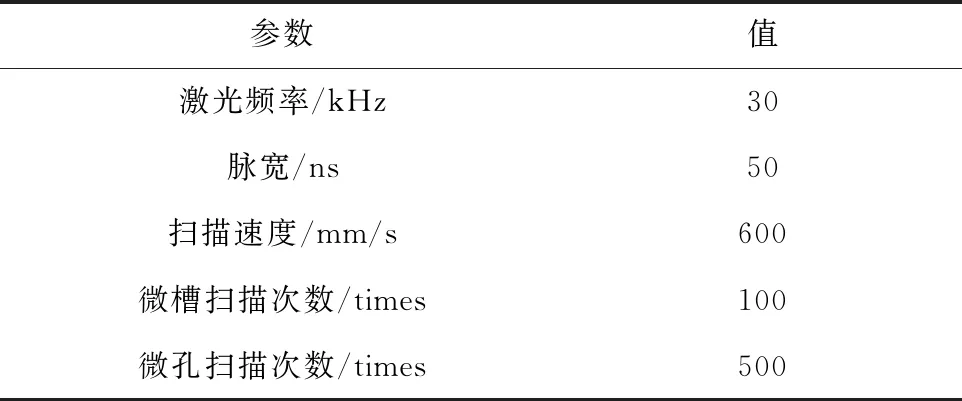
表2 激光加工砂輪參數(shù)Table 2 Laser processing parameters
圖1 激光加工釬焊金剛石鑲塊現(xiàn)場(chǎng)圖片F(xiàn)ig.1 Photograph of Laser processing of brazed diamond insert
將激光加工后的磨削鑲塊依次排布在砂輪基體上,通過緊固環(huán)壓緊定位,如圖2所示。使用普通釬焊金剛石砂輪和釬焊金剛石微刃砂輪對(duì)AlSiC復(fù)合材料進(jìn)行磨削實(shí)驗(yàn),實(shí)驗(yàn)?zāi)ハ鲄?shù)如表3所示。砂輪磨削時(shí)使用9527B測(cè)力儀對(duì)砂輪的磨削力進(jìn)行測(cè)量,用掃描電子顯微鏡(SEM)觀察激光加工后磨削鑲塊和磨削后工件表面的微觀形貌,用馬爾公司生產(chǎn)的型號(hào)為XT-20的表面輪廓儀進(jìn)行表面粗糙度測(cè)量。

圖2 砂輪實(shí)物圖Fig.2 Picture of the prepared grinding wheel
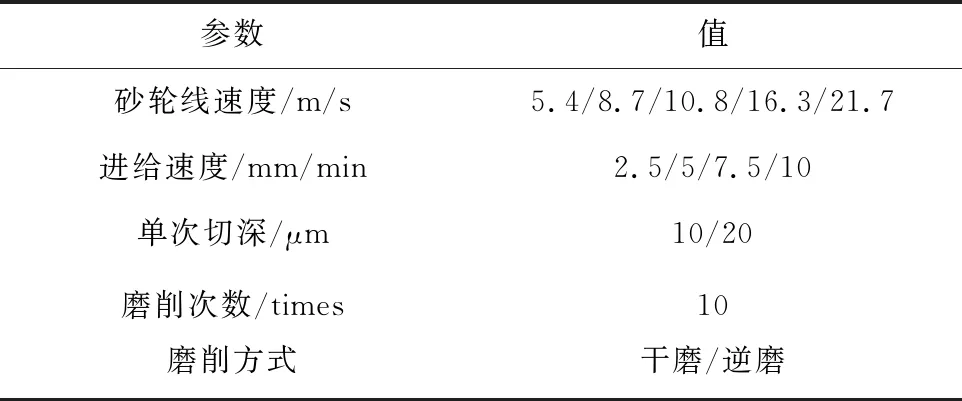
表3 砂輪磨削實(shí)驗(yàn)參數(shù)Table 3 The grinding parameters
2 實(shí)驗(yàn)結(jié)果與討論
2.1 激光加工金剛石磨粒的表面形貌
圖3為激光加工后釬焊金剛石微刃砂輪磨粒表面的微觀形貌,從圖中可以觀察到,磨粒經(jīng)激光加工后,在表面形成了正方形的磨削刃陣列。這些磨削刃可以細(xì)化磨粒,提高磨粒的鋒利性,從而提高砂輪的磨削性能。
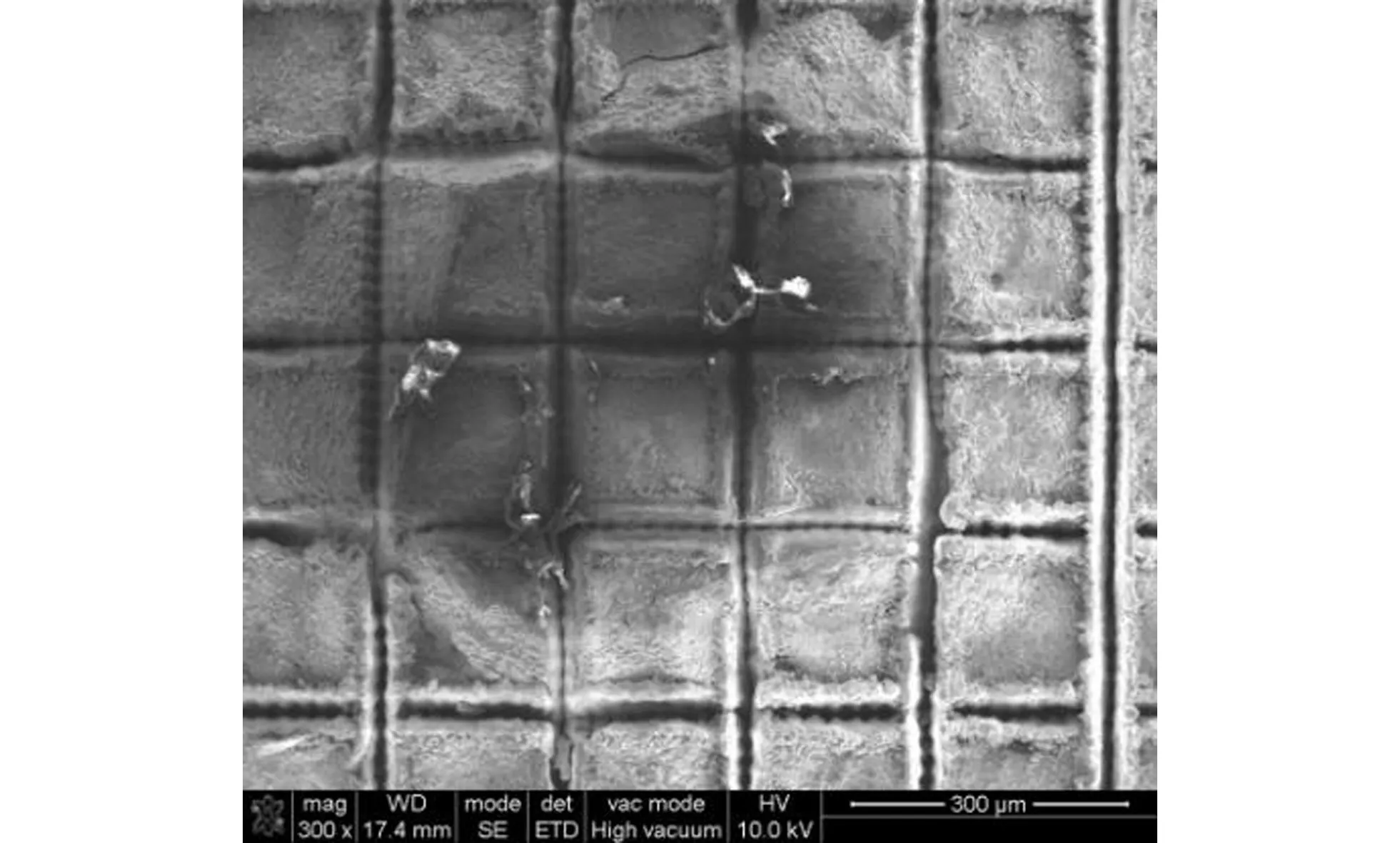
圖3 激光加工微刃后磨粒表面形貌Fig.3 Surface morphology of laser processed diamond grit.
2.2 不同磨削參數(shù)下砂輪的磨削力特征
從圖4至圖9可以發(fā)現(xiàn)兩組砂輪在不同磨削參數(shù)下的磨削力規(guī)律,兩組砂輪的法向磨削力與切向磨削力都隨著砂輪線速度的增加而減小,隨工件速度與磨削深度的增加而變大。磨削過程中,提高砂輪速度會(huì)導(dǎo)致單顆磨粒的未變形切屑厚度降低,使得磨削力減小[16],而進(jìn)給速度增加和磨削深度增加都會(huì)導(dǎo)致材料去除率提高,導(dǎo)致未變形磨削厚度增加[17]。通過對(duì)磨削力的測(cè)量,發(fā)現(xiàn)在相同的磨削條件下,相較于普通釬焊金剛石砂輪,釬焊金剛石微刃砂輪的磨削力更小。一方面,根據(jù)Malkin的磨削理論[18]:
(1)
其中:hm為最大未變形切屑厚度,C為單位砂輪面積上的磨刃數(shù)量,vw為工件速度,vs為砂輪線速度,ap為磨削深度,de為砂輪當(dāng)量直徑。由公式(1)可知,最大未變形切屑厚度隨有效磨刃數(shù)量的增大而減小。釬焊金剛石微刃砂輪表面磨粒經(jīng)過激光加工得到細(xì)化,單顆磨粒粒徑變小,磨粒上的磨削刃數(shù)量增加,單位砂輪面積上的磨刃數(shù)量變大,相應(yīng)的單顆磨粒的最大未變形切屑厚度變小,因此釬焊金剛石微刃砂輪較普通釬焊金剛石砂輪的磨削力要小。另一方面,磨削時(shí)砂輪周圍形成的“氣障”影響磨削液的注入[19],研究表明,在表面加工有溝槽等結(jié)構(gòu)的砂輪可以在磨削時(shí)通過溝槽帶入磨削液,從而減輕摩擦,降低磨削力[20]。釬焊金剛石微刃砂輪經(jīng)過激光加工,磨粒表面形成微刃陣列結(jié)構(gòu),在磨削時(shí)可以將磨削液帶入,形成潤(rùn)滑膜,此外微刃結(jié)構(gòu)還可容納磨屑,減小磨削時(shí)砂輪表面磨粒、工件和磨屑之間的摩擦,從而降低磨削力。
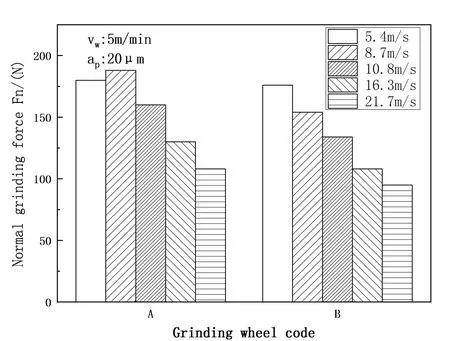
圖4 不同線速度下不同砂輪的法向磨削力Fig.4 The normal grinding force of the diamond grinding wheels at different wheel speed
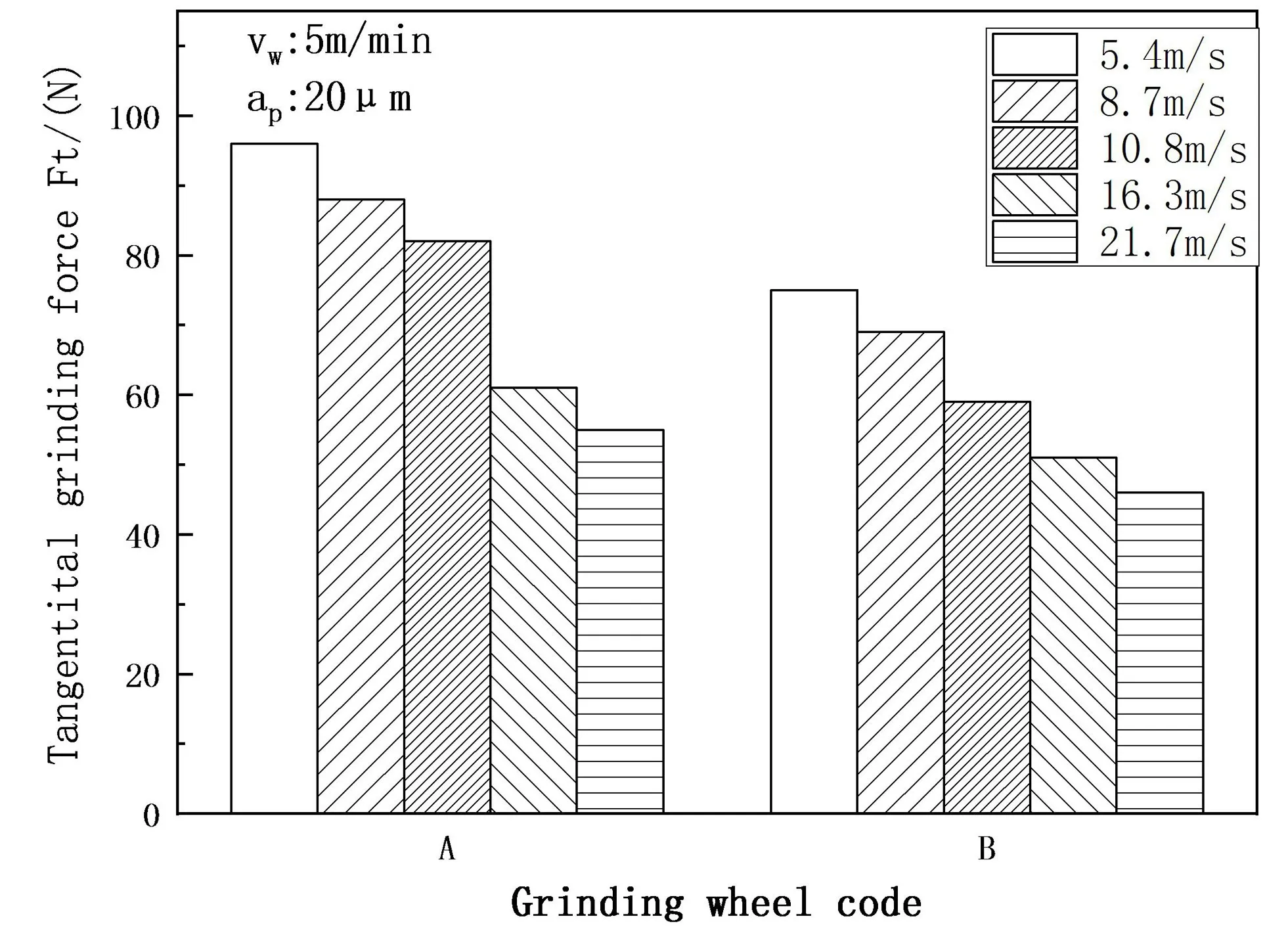
圖5 不同線速度下不同砂輪的切向磨削力Fig.5 The tangential grinding force of the diamond grinding wheels at different wheel speed
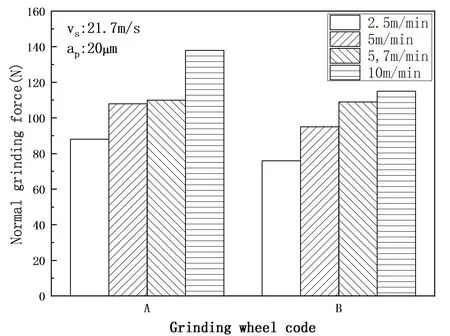
圖6 不同工件速度下不同砂輪的法向磨削力Fig.6 The normal grinding force of the diamond grinding wheels at different workpiece speed
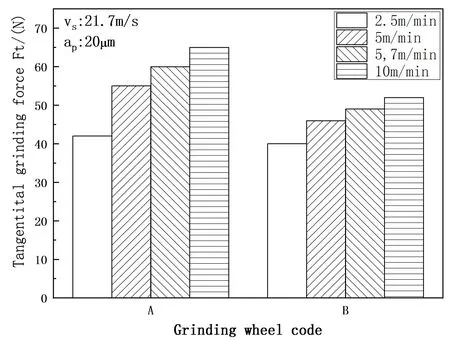
圖7 不同工件速度下不同砂輪的切向磨削力Fig.7 The tangential grinding force of the diamond grinding wheels at different workpiece speed
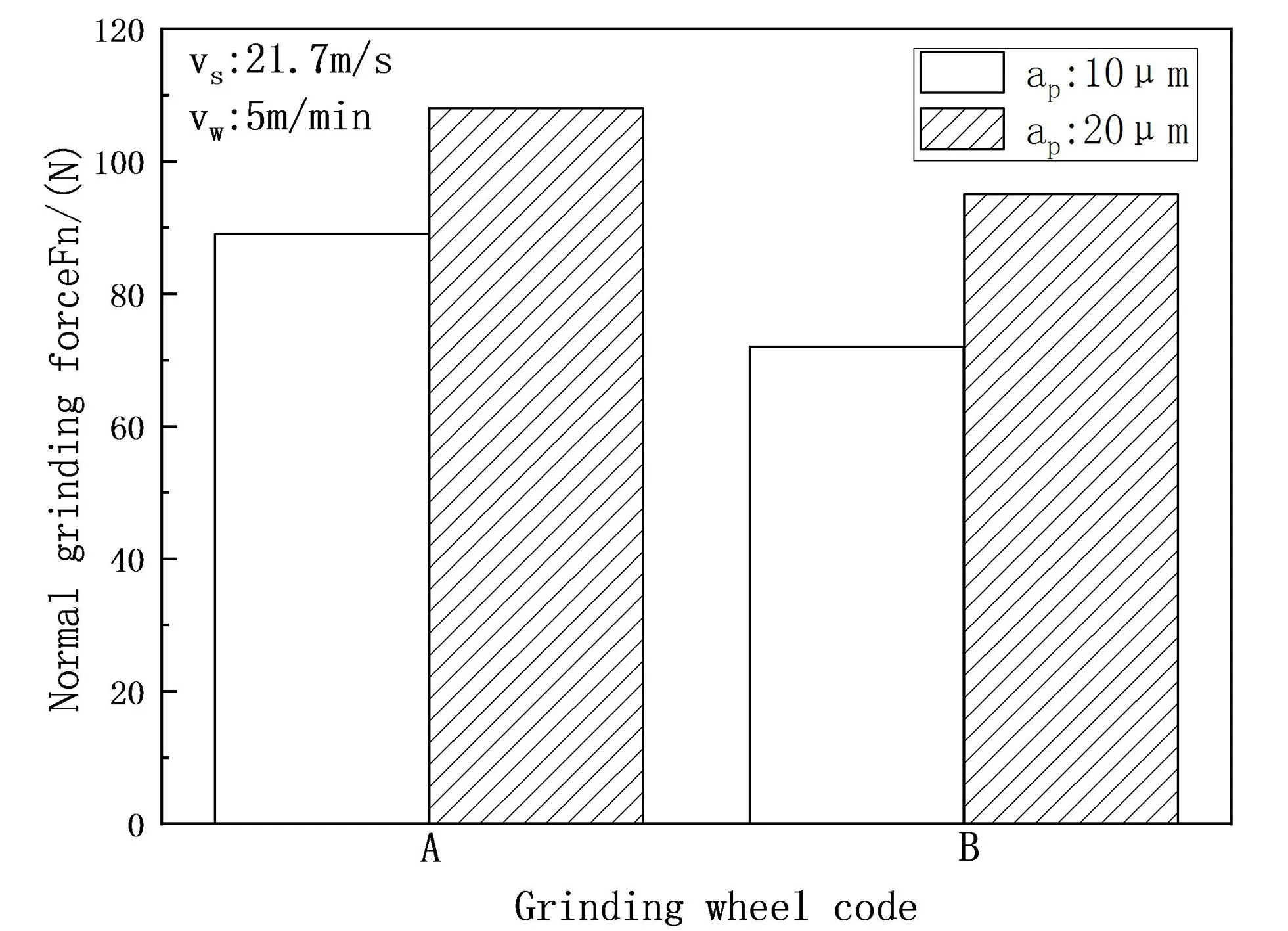
圖8 不同磨削深度下不同砂輪的法向磨削力Fig.8 The normal grinding force of the diamond grinding wheels at different grinding depth
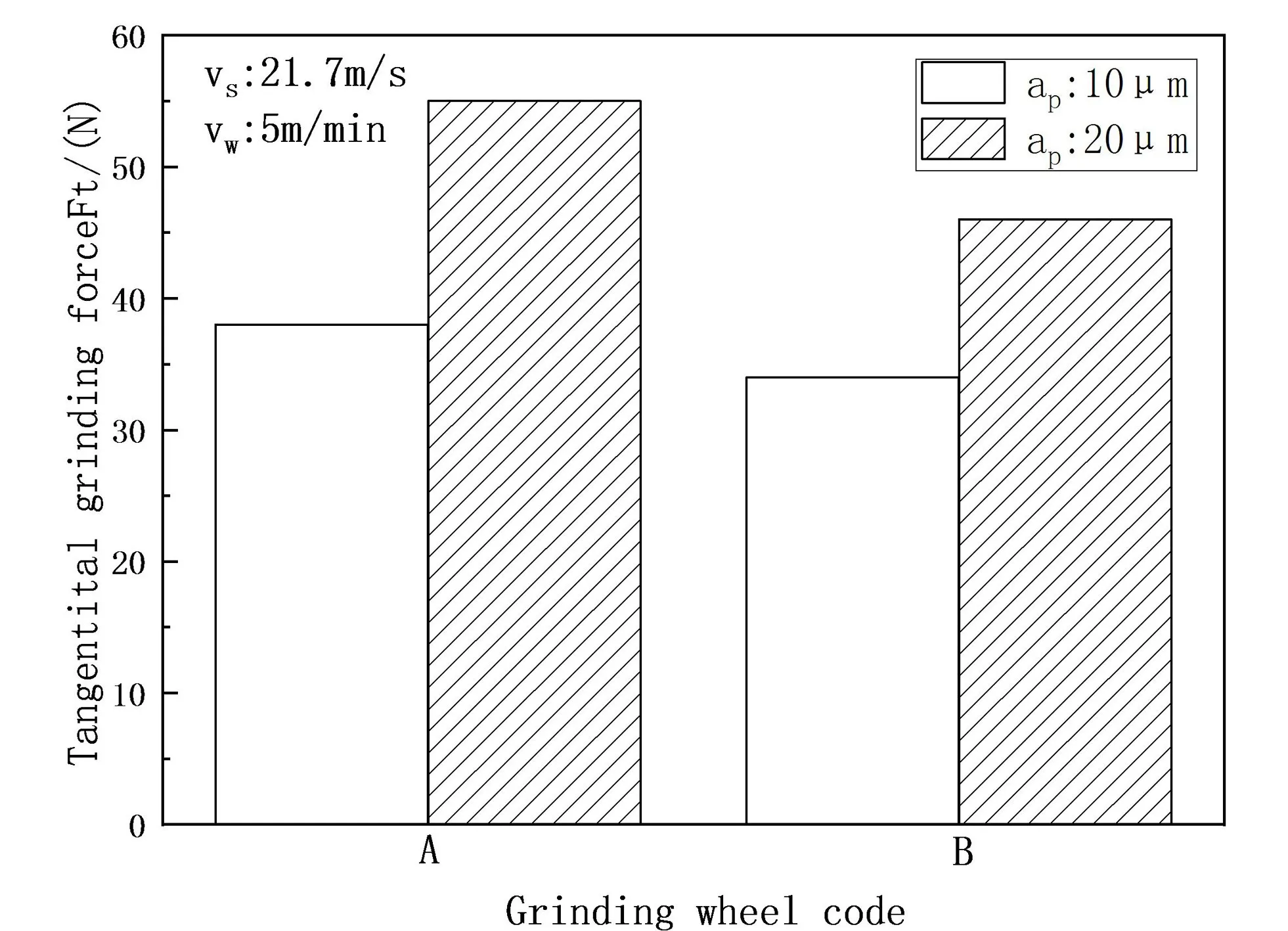
圖9 不同磨削深度下不同砂輪的切向磨削力Fig.9 The tangential grinding force of the diamond grinding wheels at different grinding depth
2.3 砂輪磨削AlSiC的表面粗糙度和微觀形貌
從圖10至圖12可以觀察到,兩組砂輪磨削工件的表面粗糙度變化規(guī)律與磨削力規(guī)律相似,隨著砂輪線速度的增加而減小,隨工件速度與磨削深度的增大而增大。在相同的磨削條件下,相較于普通釬焊金剛石砂輪,釬焊金剛石微刃砂輪的表面粗糙度值更小。這與文獻(xiàn)中砂輪表面結(jié)構(gòu)化會(huì)導(dǎo)致粗糙度增加的結(jié)論[21]不符,這可能是因?yàn)楸疚牡慕饎偸チ]^粗,激光加工表面微結(jié)構(gòu)尺寸較小。Zhang等[22]研究了激光加工金剛石砂輪表面宏觀-微觀溝槽結(jié)構(gòu)的不同排布對(duì)磨削性能的影響,結(jié)果發(fā)現(xiàn)磨削時(shí)切入邊緣較細(xì)較窄的砂輪磨削力最小,工件表面質(zhì)量最好。Guo等[23]對(duì)比了不同表面槽間距的砂輪磨削的影響,發(fā)現(xiàn)槽間距較小的砂輪獲得的表面粗糙度較小,溝槽方向與進(jìn)給方向垂直的表面粗糙度比與進(jìn)給方向平行的要小。磨削過程中材料得到去除主要是依靠砂輪表面的磨粒共同作用的結(jié)果,已有研究表明磨粒越細(xì),同時(shí)參與磨削的磨粒數(shù)量越多,加工材料表面的劃痕越淺,間距越小,表面粗糙度越低[24],通過對(duì)釬焊金剛石微刃砂輪磨削力較小的分析可知,釬焊金剛石微刃砂輪表面磨粒經(jīng)過激光加工后會(huì)減小磨粒尺寸,增加單位面積上的磨削刃數(shù)量,故磨削后得到的材料表面粗糙度較普通釬焊金剛石砂輪要小。
另外,當(dāng)磨削液充足時(shí),有助于降低磨削溫度,沖走磨屑,降低工件表面粗糙度,提高表面質(zhì)量[25],而微刃結(jié)構(gòu)有利于磨削液的注入,帶來良好的冷卻、潤(rùn)滑性能和磨屑處理能力,避免了堵塞工具表面容屑空間,能有效改善磨削材料的表面質(zhì)量。
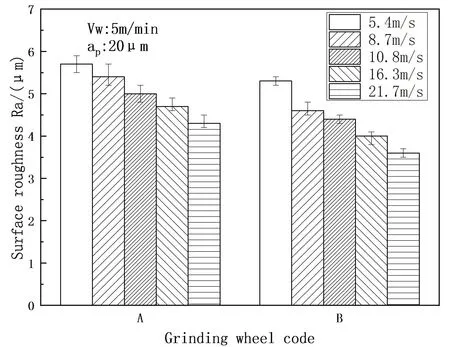
圖10 不同砂輪線速度下不同砂輪加工AlSiC表面粗糙度Fig.10 The surface roughness of AlSiC gound at different wheel speed
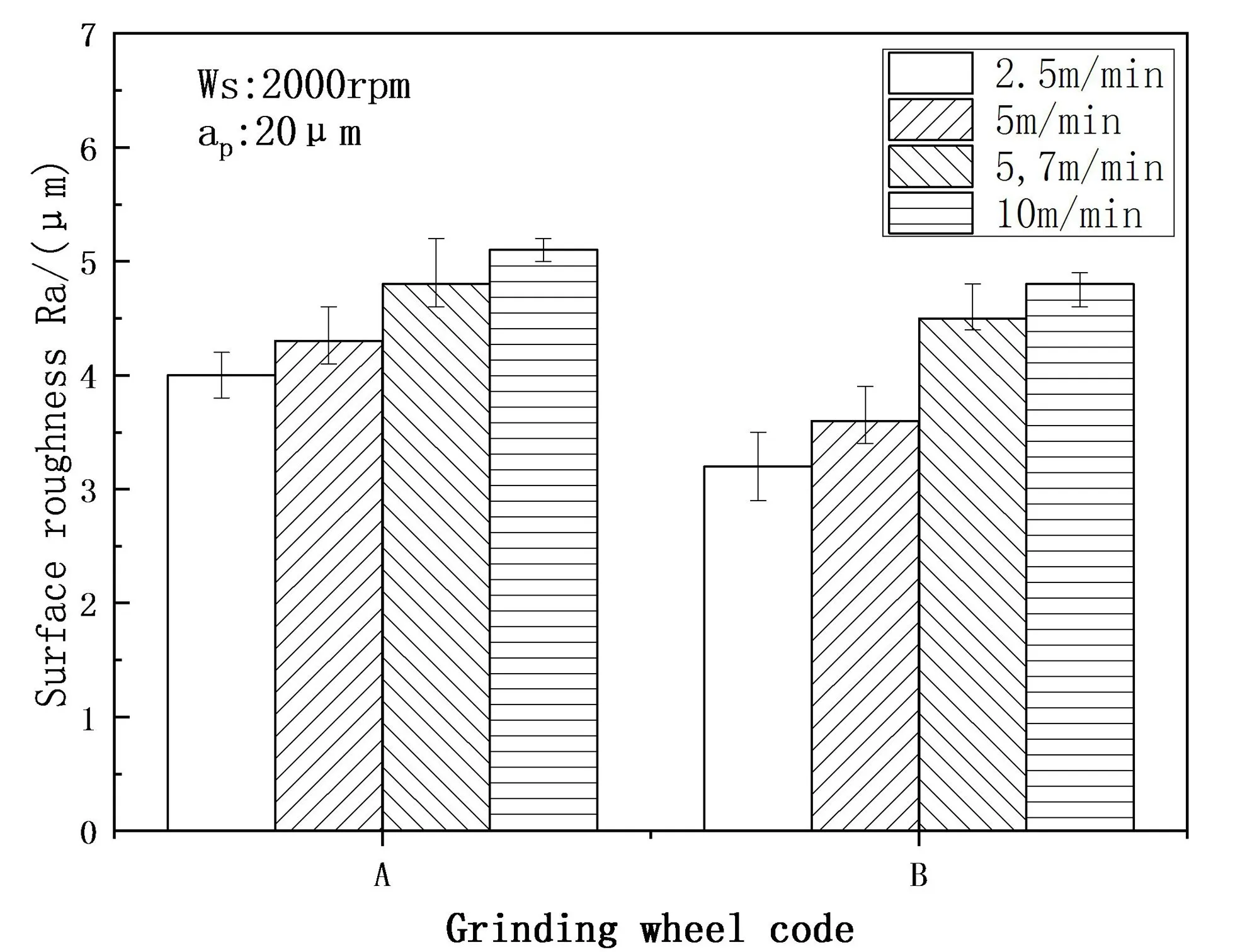
圖11 不同工件速度下不同砂輪加工加工AlSiC表面粗糙度Fig.11 The surface roughness of AlSiC ground at different workpiece speed
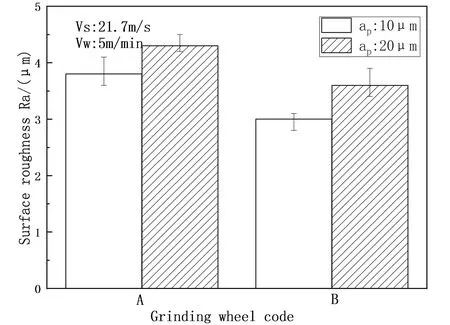
圖12 不同磨削深度下不同砂輪加工AlSiC表面粗糙度Fig.12 The surface roughness of AlSiC ground at different grinding depth
圖13為普通釬焊金剛石砂輪和釬焊金剛石微刃砂輪磨削后工件表面的SEN照片,觀察發(fā)現(xiàn)兩組工件表面都存在因磨削Al合金軟基體材料而產(chǎn)生的涂覆以及破碎的SiC顆粒被砂輪磨粒推擠而在合金基體上形成的劃痕。由圖a可見大小不一的孔洞,這是因?yàn)槠胀ㄢF焊金剛石在高速磨削時(shí),金剛石磨粒沖擊和擠壓SiC顆粒,致使其發(fā)生脫落,在表面形成凹坑。SiC顆粒被破碎,其周圍存在大量裂縫,砂輪磨粒沖擊、打碎SiC顆粒的同時(shí)對(duì)其擠壓,致使SiC發(fā)生位移出現(xiàn)裂紋。由圖(b)可見釬焊金剛石微刃砂輪磨削后,磨粒產(chǎn)生的劃痕比較均勻,表面比較光滑。可以看到SiC顆粒在Al基體表面劃擦的痕跡,材料中SiC顆粒被粉碎效果較好,破碎、脫落的顆粒重新落在砂輪和工件表面之間,被砂輪重新壓入材料中,形成圖中出現(xiàn)的白色區(qū)域。釬焊金剛石微刃砂輪磨粒加工有微刃結(jié)構(gòu),磨粒得到細(xì)化,鋒利度提高,磨削力相對(duì)較小,磨削的工件表面相對(duì)普通釬焊金剛石較好。
3 結(jié) 論
本文制備了普通釬焊金剛石砂輪和釬焊金剛石微刃砂輪,對(duì)70%SiC含量的AlSiC復(fù)合材料進(jìn)行磨削,研究了兩組砂輪在不同磨削參數(shù)下的磨削性能和工件被磨削后的粗糙度和表面形貌。得出主要結(jié)論如下:
(1)兩組砂輪在不同磨削參數(shù)加工AlSiC復(fù)合材料時(shí),釬焊金剛石微刃砂輪比普通釬焊金剛石砂輪的磨削力低。
(2)釬焊金剛石微刃砂輪磨削AlSiC復(fù)合材料得到的表面粗糙度較低,其表面加工質(zhì)量較好。
