基于響應面-遺傳算法的CSP焊點隨機振動應力與回波損耗雙目標優化設計
2019-11-20 03:59:40路良坤黃春躍李天明
振動與沖擊 2019年21期
路良坤,黃春躍,梁 穎,李天明
(1.桂林電子科技大學 機電工程學院,桂林 541004;2.成都航空職業技術學院 電子工程系,成都 610021;3.桂林航天工業學院 汽車與動力工程系,桂林 541004)
隨著電子產品對小型化、多功能化、高集成度化及低成本需求日益增長,對集成電路芯片封裝技術提出了更小尺寸、更好力學、熱學及電磁性能的要求。與球柵陣列(Ball grid array,BGA)封裝技術相比,CSP封裝技術占用印制板的面積更小,芯片面積與封裝面積之比接近1∶1的理想情況,可廣泛用于微薄型電子產品中,在相同的封裝尺寸時可有更多的I/O數,使組裝密度進一步提高,因此符合電子產品小型化的發展潮流,是極具市場競爭力的高密度封裝形式。
在CSP封裝中,CSP焊點起著機械支撐和電氣連接的關鍵作用,當CSP芯片應用于包括機載、車載和船載通訊電子產品的情況時,隨機振動載荷成為造成CSP焊點疲勞失效,據美國空軍統計,超過20%的電子器件是由于振動導致失效的[1];作為應用于通訊產品中的CSP焊點面臨著在高頻條件下因自身寄生電容和自感而造成的信號在傳輸過程中回波損耗增大,從而導致出現信號完整性問題。
雖然振動沖擊引起的焊點可靠性問題日益引起人們的重視,但國內關于CSP焊點隨機振動的研究尚不多見,僅王紅芳等[2]通過建立倒裝焊點電子組件模型,研究了振動環境對焊點可靠性的影響;韋何耕等[3]研究了PBGA焊點結構方式、焊點材料、底充膠彈性模量和密度在隨機振動環境下對疊層無鉛焊點可靠性的影響。在國外,Kim等[4]針對PBGA電子產品在隨機振動載荷下的可靠性進行分析研究;Tang等[5]板級組件產品在隨機振動下的失效模式進行分類。針對焊點信號完整性問題,國內外學者也開展了相應的研究工作:黃春躍等[6]基于HFSS建立單個焊點模型,研究了信號頻率對焊點完整性的影響,發現頻率增加會導致焊點信號完整性變差;石光耀等[7]分析了焊點形態和布局對信號完整性的影響,結果表明焊點的尺寸參數對焊點的信號完整性有著不可忽略的影響;Ndip等[8]研究了焊點阻抗對焊點信號完整性影響,發現隨著頻率升高焊點內阻抗會增加,進而導致焊點信號完整性變差。從以上國內外學者對焊點振動可靠性和信號完整性所展開的研究工作表明了對焊點進行隨機振動分析和信號完整性分析研究具有重要意義。已有研究成果也反映出目前國內外學者只局限于對焊點進行單方面振動分析研究或單方面信號完整性進究,沒有兼顧焊點振動可靠性和信號完整性,而實際應用條件下,焊點則是必須同時具備振動可靠性和良好的電氣傳輸性能的,因此,有必要展開振動分析與信號完整性分析相結合的研究,以確保焊點同時具備振動可靠性和優良的信號傳輸性能。由此,本文以CSP焊點為研究對象,對CSP焊點進行隨機振動加載仿真分析,得到焊點隨機振動應力;隨后對CSP焊點進行電磁仿真分析,獲取焊點回波損耗(即S11值);在此基礎上采用響應面和遺傳算法相結合的方法進行以CSP焊點隨機振動應力和回波損耗同時降低為目標的雙目標優化設計,得到CSP焊點隨機振動應力和回波損耗同時降低的最優參數水平組合,并對最優參數水平組合加以試驗驗證,實現了CSP焊點振動應力和回波損耗同時降低的優化目標,為同時提高CSP焊點可靠性和信號完整性提供理論指導。
1 CSP焊點隨機振動應力應變有限元分析
1.1 CSP焊點有限元分析模型
本文采用有限元分析方法對CSP焊點進行隨機隨機振動環境下應力應變。為了確保CSP焊點模型在形態上的準確性,采用基于最小能量原理的Surface Evolver軟件對CSP焊點形態進行預測之后,得到焊點直徑和焊點高度等幾何形態參數,將得到的形態參數在有限元分析軟件ANSYS中建模,所模擬的單個CSP焊點三維形態如圖1所示。采用ANSYS軟件建立的CSP焊點有限元分析整體模型如圖2所示。

圖1 CSP焊點三維形態Fig.1 Three dimensional shape of CSP solder joint
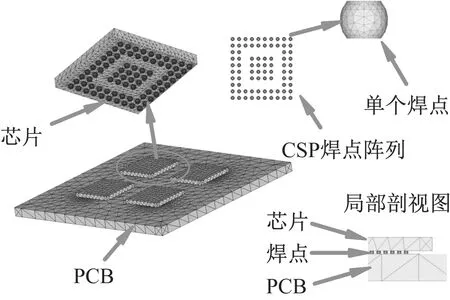
圖2 CSP焊點有限元分析模型Fig.2 Finite element model of CSP package
模型中PCB尺寸為40 mm×40 mm×1.8 mm,4個CSP芯片尺寸均為7 mm×7 mm×0.75 mm;單個芯片焊點為10×10非全陣列,焊點數80個,焊點高度0.2 mm,焊點直徑0.3 mm,焊點間距0.65 mm,焊盤直徑0.24 mm。進行有限元網格劃分時CSP焊點使用VISCO107黏塑性實體單元,其他結構使用SOLID45實體單元,整個模型網格劃分后單元數為308 565個。模型中各部分的材料參數如表1所示。

表1 材料參數Tab.1 Material parameters
本文隨機振動分析所用PSD加速度功率譜條件來源于美國軍標MIL-STD NAVMAT P9492,如圖3所示。當隨機振動頻率在20~80 Hz時,曲線上升斜率為+3 dB/oct,對應的加速度功率譜密度幅值范圍為0.01~0.04 g2/Hz,80 Hz時為0.04 g2/Hz;當隨機振動頻率在80~350 Hz時,對應的加速度功率譜密度幅值為0.04 g2/Hz,當隨機振動頻率在350~2 000 Hz時,曲線以-3 dB/cot的斜率下降,對應的加速度功率譜密度幅值范圍為0.04~0.01 g2/Hz。

圖3 隨機振動加速功率譜加密度曲線Fig.3 Acceleration power spectral density curve with random vibration
1.2 CSP焊點應力應變有限元分析
在ANSYS軟件中,對CSP焊點進行隨機振動有限元時,在PCB板底面四個角點處施加全約束,先對CSP焊點有限元模型進行模態分析,再進行PSD譜分析[9]。通過有限元分析得出CSP焊點應力應變分布情況如圖4和圖5所示。圖4為CSP焊點陣列應力分布情況,最大等效應力焊點位于右上側位置芯片的右下角焊點,最大等效應力為9.63×10-2MPa;圖5為CSP焊點陣列應變分布情況,最大等效應變0.318×10-5。由圖4和圖5可見,隨機振動載荷下,CSP焊點陣列內不同焊點的應力應變大小均不同,位于中心的焊點等效應力應變最小,從中心焊點到邊緣焊點應力應變逐漸增加,離中心最遠處的焊點等效應力應變最大。因此離焊點陣列中心最遠處的焊點為關鍵焊點,振動所致疲勞裂紋優先在該焊點處產生,從而造成CSP器件失效。

圖4 CSP焊點等效應力Fig.4 Equivalent stress of CSP solder joints
CSP焊點的焊點直徑、焊點高度和焊盤直徑等幾何形態參數的變化會對焊點內隨機振動應力應產生相應的影響。為分析CSP焊點形態參數變化對焊點隨機振動應力應變的影響,在只改變某一個形態參數的條件下,建立單一形態參數變化的有限元分析模型并進行隨機振動加載仿真分析,得到相應的應力應變,從而可以對比分析某一個焊點形態參數單一變化時對隨機振動應力應變的影響規律。
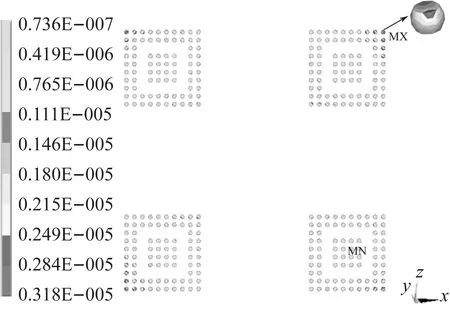
圖5 CSP焊點等效塑性應變Fig.5 Equivalent plastic strain of CSP solder joints
在分別只改變CSP焊點的焊點直徑和焊點高度情況下,焊點內應力應變數據如表2所示。從表2可知,隨著CSP焊點直徑的增加,焊點內最大應力應變均隨之相應增加,適當減小焊點直徑有利于減小焊點內應力應變;隨著CSP焊點高度的增加,焊點內最大應力應變均總體呈現減小趨勢,適當增加焊點高度有利于減小焊點內的應力應變。

表2 焊點直徑和焊點高度對焊點隨機振動應力影響Tab.2 Effects of solder joint diameter and solder joint height on random vibration stress of solder joints
2 CSP焊點三維電磁仿真分析
2.1 CSP焊點電磁仿真分析模型
利用HFSS軟件建立與1.1節相同尺寸的焊點模型,如圖6所示。分析時定義相關輻射邊界條件,焊點上下焊盤處添加波端口激勵,設定頻率變化范圍為1~10 GHz,進行仿真分析后即可獲取CSP焊點的回波損耗值,即S11參數,以回波損耗值作為CSP焊點信號完整性評價指標,通常回波損耗值越小則說明信號傳輸過程中信號完整性越好。
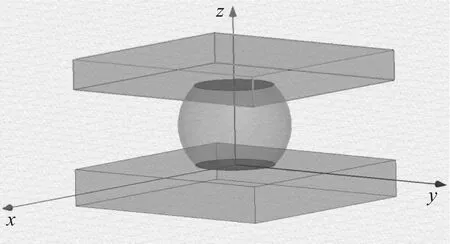
圖6 CSP焊點電磁仿真模型Fig.6 Electromagnetic simulation model of CSP solder joint
2.2 CSP焊點電磁仿真結果分析
對圖6所示CSP焊點模型進行回波損耗仿真分析,分析結果如圖7和表3所示。圖7所示為回波損耗變化趨勢圖,由圖可見隨著頻率的增加回波損耗值會發生變化;表3所示為不同頻率條件下回波損耗值,從表3可以見頻率為1 GHz時,焊點S11值為-12.826 dB;當頻率升至10 GHz時,S11值為-12.821 dB,即隨著信號頻率的升高,焊點的回波損耗值也逐漸增大,說明隨著信號頻率的升高,焊點信號完整性變差。這是由于在高頻條件下焊點的寄生電容不容忽略,寄生電容使信號上升沿減慢,降低信號傳輸速度,且焊點在高頻條件下由于高頻趨膚效應[10]導致焊點內電阻增大,從而導致阻抗增加,這些變化會造成焊點內回波損耗增加,從而使焊點信號完整性變差。

圖7 頻率對回波損耗影響規律Fig.7 The influence of frequency on return loss
表3 不同頻率條件下回撥損耗值
Tab.3 Return loss value under different frequency

頻率f/GHzS11值/dB頻率f/GHzS11值/dB1-12.82606-12.82212-12.82497-12.82183-12.82438-12.82154-12.82339-12.82125-12.822410-12.8209
與CSP焊點的焊點直徑、焊點高度和焊盤直徑等幾何形態參數的變化會對焊點隨機振動應力應會產生影響相類似,CSP焊點形態參數的變化同樣會的焊點的信號完整性產生影響,為了分析CSP焊點形態參數變化對焊點信號完整性的影響,在只改變某一個形態參數而其他參數不變的條件下,建立單一形態參數變化下的電磁仿真模型并進行仿真分析,得到相應的回波損耗,從而對比分析焊點形態參數單一變化對其信號完整性影響的規律。
在分別只單一改變CSP焊點的焊點直徑和焊點高度的情況下,焊點回波損耗數據如表4所示(為了便于比較,統一取頻率為5 GHz時的回波損耗值來)。由表4可見,回波損耗隨焊點直徑的增大而增大,也隨焊點高度的增大而增大。

表4 焊點直徑和焊點高度對回波損耗影響Tab.4 Effect of solder diameter and solder joint height on return loss
3 基于響應面法和遺傳算法的CSP焊點形態參數優化
由本文前兩節分析可知焊點形態參數變化對隨機振動應力和回波損耗均會產生相應影響,為了獲得CSP焊點隨機振動應力和回波損耗同時降低的CSP焊點形態,本文將采用響應曲面法與遺傳算法相結合,對形態參數進行回歸分析,以實現CSP焊點隨機振動應力和回波損耗同時降低,獲取CSP焊點的最優參數水平組合。
3.1 響應面法
響應面法(Response Surface Method,RSM)是一種用近似的函數關系式表示變量與目標函數之間關系的擬合設計方法[11]。該方法首先利用實驗設計建立因素的若干實驗組合,分別對各組合進行實驗并獲得相應的目標值,然后選擇合適的數學模型對因素與目標結果表示,再運用最小二乘原理求得模型中未知系數,最后得到變量與結果的擬合函數表達式。
3.2 仿真試驗設計
選取CSP焊點形態結構參數:焊點直徑L、焊點高度H、焊盤直徑D。3個因素分別選取3個水平值,各水平取值如表5所示(因素是指影響試驗結果的原因,水平是指試驗中因素所設定的不同量或質的級別)。

表5 CSP焊點結構參數因素水平表Tab.5 Factors and levels of CSP solder
為了用較少的實驗次數獲得較精準的實驗結果,本文選用Box-Behnken 設計方法[12]得到CSP焊點結構參數的因素水平組合,如表6所示,表中共有17組完整傳輸路徑參數水平組合,其中12組為分析因子,5組為零點因子,即參數水平組合相同,用于試驗誤差估計。分別根據這17組參數水平組合建立對應仿真分析模型,仿真分析后獲得隨機振動應力值和回波損耗值分別如表6最后兩列所示。
3.3 建立雙目標模型
RSM可以選擇可選用的數學模型比較多,其中包括一元線性回歸模型、多元線性回歸模型和多項式回歸模型等。根據微積分知識,任一函數都可由若干個多項式分段近似表示,因此在實際問題中,無論變量和結果間關系復雜程度如何,總可以用多項式回歸來分析計算,由于本文設計變量為3個且變量與目標之間函數關系為非線性,結合表6的試驗樣本數,選用基于泰勒展開式的二階多項式型
(1)

隨機振動應力F
F=-9.07-1.18×L-0.94×H-0.06×D-
3.12×L2+0.46×H2-3.09×D2+2.33×
L×H+4.38×L×D-0.62×H×D
(2)
回波損耗S11
S11=-13.48-1.15×L+0.47×H+1.04×D+
2.51×L2-0.67×H2+1.43×D2-0.45×
L×H-2.69×L×D+0.35×H×D
(3)
在式(2)和式(3)中,L、H、D分別代表CSP焊點直徑、焊點高度和焊點焊盤直徑。

表6 響應曲面組合與分析結果Tab.6 Response surface combination and analysis results
3.4 基于遺傳算法的隨機振動應力和回波損耗雙目標優化
遺傳算法利用生物進化思想對求解域逐步篩選比較最終搜索得到問題優,該算法能準確預測出回歸方程的目標函數值[13]。本文采用遺傳算法對CSP焊點進行隨機振動應力和回波損耗雙目標化,以獲取滿足隨機振動應力和回波損耗同時降低的CSP焊點形態參數水平組合。
依據影響焊點回波損耗的焊點形態參數:即焊點直徑L、焊點高度H和焊盤直徑D,結合3.3節得到焊點形態參數與隨機振動應力、回波損耗的二次多項式回歸方程。在此基礎上將響應曲面所得擬合函數與遺傳算法相結合,通過MATLAB遺傳算法工具箱對隨機振動應力F、回波損耗S11回歸方程進行參數優化,并利用該算法得到隨機振動應力和回波損耗的預測值,遺傳算法參數設置如表7所示。

表7 遺傳算法參數設置表Tab.7 Genetic algorithm parameter setting table
設置好相應參數,在MATLAB中運行編輯好的程序,得到如圖8所示的隨機振動應力與回波損耗之間的帕累托前沿(Pareto Front),即通過gamultiobj求解后得到的30組Pareto Front 優化解(非劣解)的分布,由圖可見30組優化解分布相對均勻,優化解比較接近前沿面,可見優化解相對響應曲面數據而言有較大的改進。

圖8 帕累托前沿圖Fig.8 Picture of pareto frontal
在進行CSP焊點隨機振動應力值及回波損耗雙目標優化過程中,為了同時提高CSP焊點的可靠性和信號完整性,即應力值、回波損耗值越小越好,本文將CSP焊點各權重系數設置為λσ=0.5、λδ=0.5(在不同領域對隨機振動應力和回波損耗的側重點不同,可設置不同的權重系數),令評價函數P=λσ×F+λδ×S11,分別求得30組優化解的函數P的值如表8所示,以評價函數P值最小表征該組合應力值、回波損耗值同時降低的程度最高,由表8可知,權重系數為λσ=0.5、λδ=0.5時,在全部30組優化解中的第9組的評價函數P的值最小,表明該組的結構參數組合在所有優化解中應力值和回波損耗值同時降低的程度最高,即第九組為權重系數為λσ=0.5、λδ=0.5時的最優解。在MATLAB軟件的結果文件中查看可知此第9組優化解所對應的焊點直徑為0.35 mm、焊點高度為0.2 mm、焊盤直徑為0.17 mm(該組參數水平組合即為最優結構參數水平組合),隨機振動應力預測值為8.767 3×10-2MPa,回波損耗預測值為-13.186 8 dB。

表8 30組非劣解評價函數值Tab.8 Evaluation function value of 30 groups of non-inferior solutions
4 CSP焊點雙目標優化最優參數組合驗證
4.1 最優參數組合仿真驗證
基于3.4節中由響應面法-遺傳算法得出最優CSP焊點結構參數水平組合,即焊點直徑為0.35 mm、焊點高度為0.2 mm、下焊盤直徑為0.17 mm,在設定其他條件不變的情況下,根據以上CSP焊點參數重新建立分析模型,進行仿真分析,得到隨機振動條件下CSP焊點應力結果如圖9所示;同時再建立最優組合的電磁仿真模型進行仿真,得到焊點不同頻率下的回波損耗如圖10所示。
由圖9可見,在隨機振動載荷下CSP焊點應力值為8.57×10-2MPa,與遺傳算法預測值8.77×10-2MPa相比僅相差0.22×10-2MPa,比優化前降低1.06×10-2MPa,下降程度為11%;由圖10可見,當信號頻率為5 GHz時,回波損耗值為-13.179 6 dB,與遺傳算法預測值相差僅0.004 dB,比優化前降低了0.357 2 dB,下降程度為2.78%。
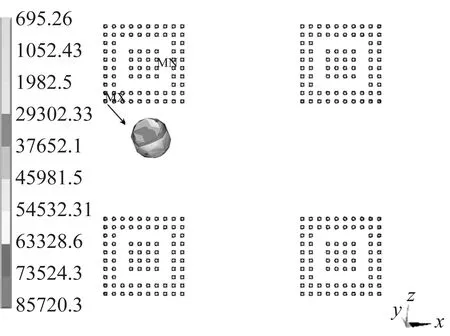
圖9 最優組合CSP焊點應力分布圖Fig.9 Stress distribution of CSP solder joint optimal combination
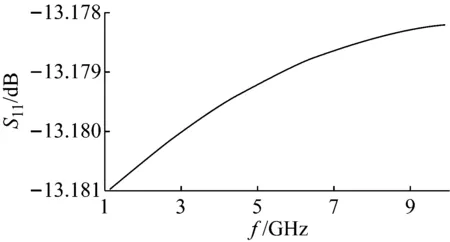
圖10 最優組合CSP焊點回波損耗變化圖Fig.10 Return loss of CSP solder joint optimal combination
此外,通過與表6中所示的其他水平組合方案相比可知,優化后的水平組合兼顧了隨機振動應力和回波損耗(如第17組方案雖然隨機振動應力最小但回波損耗較高;第4組實驗方案回波損耗最低但隨機振動應力較大),與僅考慮隨機振動應力最小或回波損耗最小的參數水平組合相比,優化后的水平組合實現了CSP焊點的隨機振動應力和回波損耗同時優化。說明遺傳算法對應力值預測相對準確,證明了響應面-遺傳算法相結合得到的優化組合使CSP焊點的應力值和回波損耗值均明顯減小,實現了CSP焊點應力和回波損耗的優化。
4.2 CSP焊點最優參數水平組合回波損耗實驗驗證
為了驗證經響應面-遺傳算法分析所得到的CSP焊點最優參數水平組合的回波損耗是否降低,本文制作了兩種不同結構參數水平組合的CSP焊點回波損耗測試樣件,其中一種樣件的結構參數水平組合與本文2.1節所述基本結構模型一致,而另一種樣件的結構參數則為經過響應面-遺傳算法分析所得到的最優參數水平組合,通過對兩種不同結構參數水平組合的CSP焊點樣件進行回波損耗實驗測試,以驗證響應面-遺傳算法分析結果的準確性。
圖11所示為具有最優參數水平組合結構參數的CSP焊點回波損耗測試樣件,CSP焊點位于兩印制電路板之間,在焊接過程中通過將0.2 mm厚度的塞尺(厚薄規)置于兩電路板之間,以實現最優參數水平組合結構參數的CSP焊點回波損耗測試樣件的制作,保證了焊點高度準確。CSP焊點的回波損耗測試實驗測量系統連接圖如圖12所示,CSP焊點的兩端通過測試樣件上的兩個微波高頻連接器(Sub-Miniature-A,SMA)與矢量網絡分析儀相連,采用矢量網絡分析儀測量焊點的回波損耗值S11。所采用的矢量網絡分析儀為Agilent公司生產,其型號為N5230C,工作頻段為10 MHz~40 GHz。

圖11 CSP焊點回波損耗測試樣件Fig.11 The return loss test sample of micro-scale CSP solder joint

圖12 CSP焊點回波損耗測試系統連接圖Fig.12 Picture of the CSP solder joint return loss test
利用網絡矢量分析儀分別測量兩種不同結構參數水平組合的CSP焊點回波損耗測試樣件,測量結果如圖13所示。

圖13 不同結構參數水平組合焊點回波損耗測試結果Fig.13 The return loss test results of different structure parameters
由圖13可知,實測CSP焊點回波損耗的變化曲線與仿真曲線變化趨勢一致,但總體趨勢與仿真結果吻合,這一方面是由于樣件在制作過程中確實存在加工誤差和測量環境等方面的影響,另一方面仿真是在理想環境下進行計算求解,而實測過程中由于SMA接頭、微帶線及測量連接線纜等部分引入部分損耗,使得信號強度減弱,從而降低了反射回來的電磁波,導致實測結果與仿真結果相差較大[14-15]。在頻率為5 GHz時,基本結構和最優結構焊點的回波損耗值分別為-24.32 dB和-25.37 dB,實測結果低于仿真結果,優化后焊點回波損耗值比優化前降低了1.05 dB,由此可知,采用響應面法和遺傳算法相結合的方法優化CSP焊點信號完整性是有效的。
5 結 論
對CSP焊點進行隨機振動應力和回波損耗優化進行了研究,尋找出一組使CSP焊點隨機振動應力和回波損耗同時降低的最優參數組合,優化后CSP焊點最大等效應力下降了11%的同時回波損耗降低了2.78%,試驗實測焊點優化后回波損耗比優化前降低了1.05 dB,證明響應面法和遺傳算法相結合對CSP焊點參數進行優化設計是切實可行的。該結論對一些必須同時具備振動可靠性和良好的電氣傳輸性能的電子器件的選用具有一定的指導意義 。
猜你喜歡
房地產導刊(2022年5期)2022-06-01 06:20:14
建材發展導向(2021年12期)2021-07-22 08:06:48
建材發展導向(2021年7期)2021-07-16 07:07:52
中學生數理化(高中版.高二數學)(2021年12期)2021-04-26 07:43:48
鴨綠江(2021年35期)2021-04-19 12:24:18
民用飛機設計與研究(2020年4期)2021-01-21 09:15:02
考試與評價·高一版(2020年6期)2020-11-02 02:45:24
電子制作(2018年18期)2018-11-14 01:48:24
電子制作(2018年11期)2018-08-04 03:25:42
山東工業技術(2016年15期)2016-12-01 05:31:22
