復合工藝制備的表面微凹坑織構的摩擦性能研究*
2019-11-27 07:13:44
潤滑與密封 2019年11期
(江蘇大學機械工程學院激光技術研究所 江蘇鎮江 212013)
在機械傳動過程中,摩擦副之間的摩擦磨損行為是導致工作效率、安全系數和零件使用壽命降低的主要因素。機械傳動中各種摩擦磨損引起的能量損失高達40%,每年有約80%的零件因摩擦磨損而損壞,造成的經濟損失高達數千億[1]。近年來,科學家們通過仿生學研究發現,生物表面的非光滑織構可以一定程度上減小摩擦,提高耐磨性[2]。1966年,HAMILTON等[3]首次提出了凹坑型表面微織構,并驗證了此類非光滑表面的減摩性能。以色列的ETSION等[4]采用激光加工技術在活塞環表面加工出表面微織構,并研究了表面織構的不同參數對摩擦性能的影響,研究表明,微織構的形狀、大小及分布等對材料表面摩擦學性能有十分顯著的影響。近年來,研究人員提出了多種有效的材料表面微織構加工方法,主要有激光噴丸技術(LPT)[5]、激光表面織構技術(LST)[6-7]、機械壓刻[8]、電化學加工技術[9]、反應離子刻蝕技術(RIE)[10]等。這些加工方法都為單一的加工工藝,既有其優點也有其不足,例如反應離子刻蝕技術具有加工尺寸微細、可控性高、無污染的優點,但只能進行各向異性刻蝕加工,材料具有一定的局限性;激光噴丸技術與機械壓刻技術雖然加工材料局限性小,但主要依靠接觸力進行加工,加工結果受隨機因素影響較大,幾何精度不高;激光加工技術為非接觸式加工,定域性高、清潔無污染,加工效率高,但加工表面存在毛刺、重熔層等缺陷,加工表面精度不高;電化學加工工藝能獲得較高表面精度的加工結果,但幾何精度不高,部分實驗廢液對環境具有一定的污染性。
為進一步提高織構表面加工質量,本文作者將激光加工與電化學加工技術相結合,采用復合加工工藝在鋁合金材料表面制備了凹坑型微織構,通過摩擦磨損試驗研究了復合加工工藝制備出的試件的摩擦學性能,并分析凹坑織構的直徑、深度和面積密度對鋁合金材料表面摩擦性能的影響,為凹坑型微織構在鋁合金工件上的研究與實際應用提供了理論依據。
1 表面微織構加工及摩擦磨損試驗
1.1 表面微織構的加工試驗
試樣材料為7075鋁合金,尺寸為20 mm×30 mm×8 mm,加工前試樣表面用500目、800目、1 200目、1 500目普通砂紙及W10的金相砂紙打磨光滑,用乙醇溶液清洗后烘干備用。
加工所采用的皮秒脈沖激光電化學復合微加工系統如圖1所示,主要由皮秒脈沖激光輻照系統、電化學加工系統和運動控制系統組成。采用的皮秒激光器為Edgewave PX100-1-GM 超短脈沖激光器,激光波長為1 064 nm、最大單脈沖能量為250 μJ、重復頻率為0.4~50 MHz、脈沖寬度為15 ps。電化學加工采用的電解液為質量分數10%的NaNO3溶液,加工電壓為1 V。根據所設定的激光加工參數(功率、重復頻率、掃描速度、掃描次數)在試樣表面加工出不同參數的陣列凹坑結構。
凹坑型微織構的主要參數是凹坑直徑、深度和面積密度,其設計示意圖如圖2所示。在加工時通過改變凹坑間距來達到改變凹坑密度的效果。加工實物圖如圖3所示。
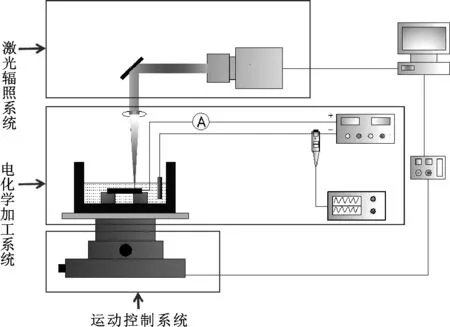
圖1 復合微加工系統示意圖Fig 1 Diagram of composite micromachining system
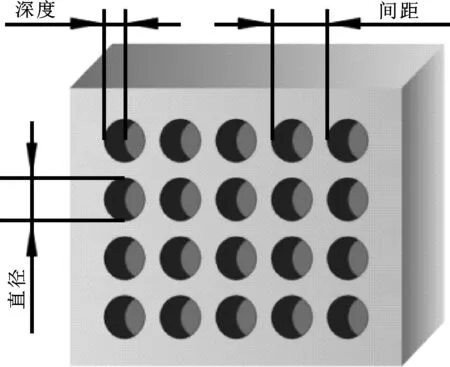
圖2 凹坑織構設計示意圖Fig 2 Diagram of pit texture design
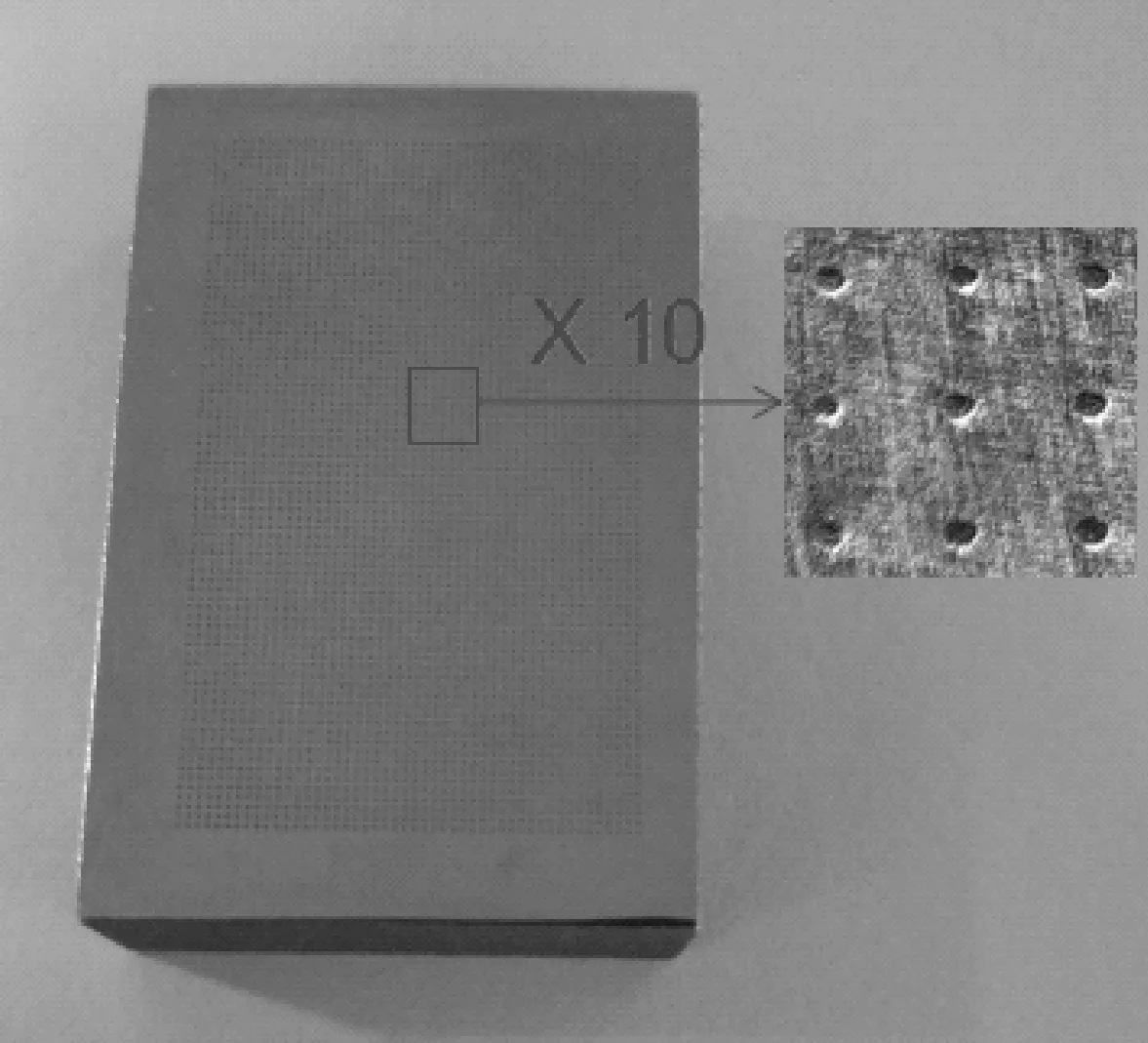
圖3 鋁合金凹坑試樣Fig 3 Pit sample of aluminum alloy
1.2 表面微織構的摩擦磨損試驗
織構試樣在復合加工后采用乙醇溶液進行超聲清洗并烘干,在MFT-5000型RTEC摩擦磨損試驗機上進行摩擦磨損試驗。摩擦模式為銷-塊往復式摩擦,試驗環境為正常大氣壓,所用載荷為20、50、100和150 N,滑動速度為1 mm/s,滑動單行程為10 mm,試驗時間為300 s,潤滑方式為油潤滑。試驗過程中,摩擦因數每秒輸出100個數據,所有數據由摩擦磨損試驗機所配備的計算機收集并記錄。
2 試驗結果及討論
2.1 復合加工試樣表面形貌
圖4所示為共聚焦顯微鏡放大10倍時織構化試樣的表面形貌,可以看出鋁合金表面的凹坑陣列十分整齊清晰,凹坑間距約為480 μm。圖5所示為放大20倍時試樣表面凹坑的三維形貌,可看出,采用皮秒脈沖激光與電化學復合加工方法制備出的凹坑形狀較為清晰,坑壁光滑無明顯毛刺與殘渣,凹坑邊緣幾乎不存在熔融金屬重鑄層,試樣表面質量良好;凹坑形狀呈倒錐形,孔壁錐度很小,凹坑直徑隨深度的增加而略微減小。
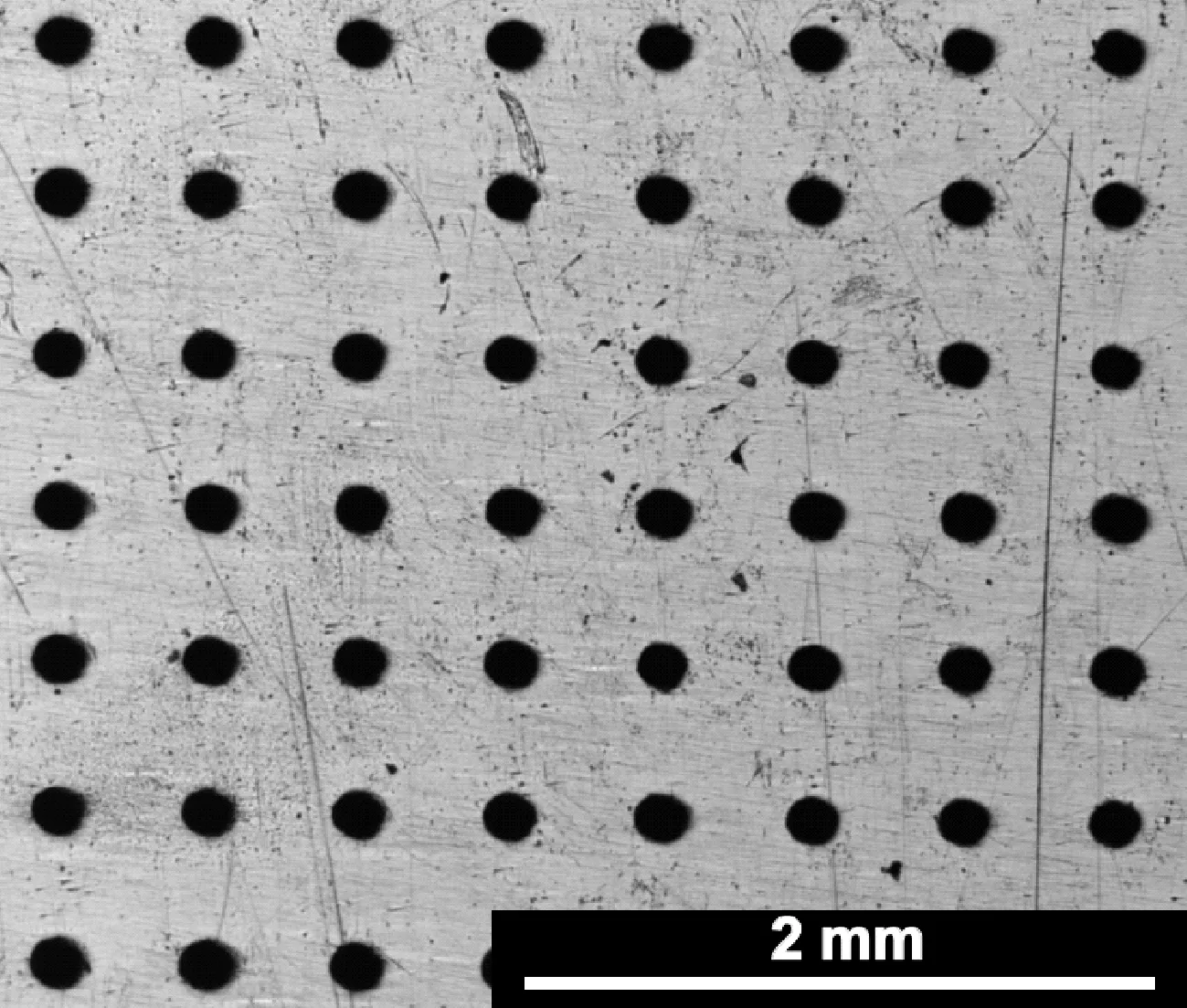
圖4 直徑120 μm、面積密度5%的凹坑試樣表面形貌Fig 4 Surface topography of a pit sample with a diameter of 120 μm and an area density of 5%
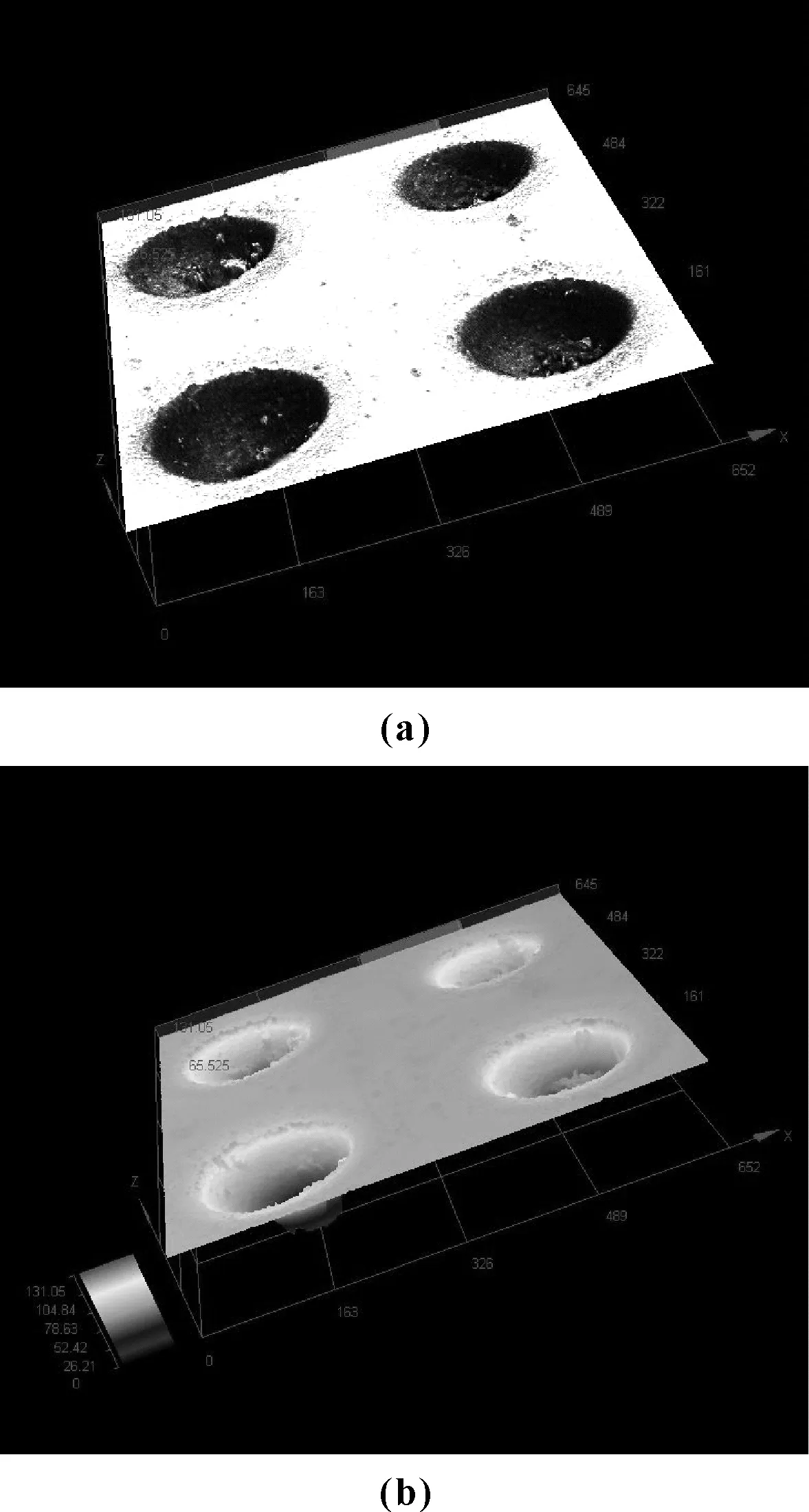
圖5 織構試樣表面凹坑的三維形貌Fig 5 Three-dimensional topography of the pits on the surface of the textured specimen
2.2 凹坑型微織構的減摩性能
圖6所示為同一行程內,相同加工條件時光滑試樣與微織構試樣摩擦因數隨時間變化的曲線。可以看出,起始時兩試樣摩擦因數基本相同,隨著滑動的進行,織構化試樣表面摩擦因數減小速度遠大于光滑試樣。由此可見,凹坑型微織構具有十分明顯的減摩效果。
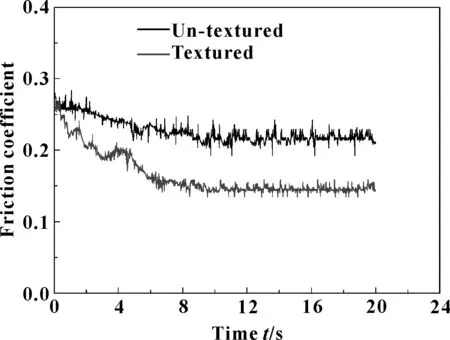
圖6 同一行程內載荷150 N、滑動 速度1 mm/s時摩擦因數曲線Fig 6 Friction coefficient curves under load of 150 N and sliding speed of 1 mm/s
對于凹坑型表面微織構的減摩機制具有多種解釋,主要分為以下幾種:儲存池原理[11]、二次潤滑理論[12]和流體動壓潤滑效應[13]。在油潤滑狀態下,材料表面加工的小凹坑仿佛微型“儲存池”,既可捕獲滑動摩擦過程中產生的微小磨粒,也可儲存部分潤滑油[14]。而在相對滑動過程中,凹坑中的潤滑油被不斷擠壓溢出、被帶出至兩摩擦副之間,可保持潤滑的持續進行,形成二次潤滑。此外,在相對滑動過程中,凹坑各處油膜壓力隨著潤滑介質的相對運動而不斷降低或增加,當增加的壓力超過降低的壓力時,會為整個油膜提供更高的承載能力,在此情況下,形成了流體動壓潤滑效應。
2.3 不同凹坑參數對減摩性能的影響
2.3.1 凹坑直徑對的影響
圖7所示為凹坑深度為20 μm、面積密度為15%時,不同載荷下不同直徑凹坑織構試樣的摩擦因數曲線。可知,在低載狀態下時,不同直徑的凹坑織構對摩擦因數的影響不大;隨著載荷的增加,試樣的摩擦因數隨凹坑直徑的增大而減小,即凹坑直徑的增大有助于減摩性能的提高。這與KIM等[15]采用激光在鑄鐵表面加工出的不同直徑的陣列凹坑的摩擦磨損試驗結果一致。在文中的試驗條件下,當載荷為150 N、凹坑直徑為160 μm時,織構試樣具有最佳的減摩效果,較之光滑試樣的摩擦因數降低了30%左右。這是因為較大直徑的凹坑更易捕捉兩摩擦副之間的磨粒,減小磨粒磨損,另外也具有更好的儲油效果。
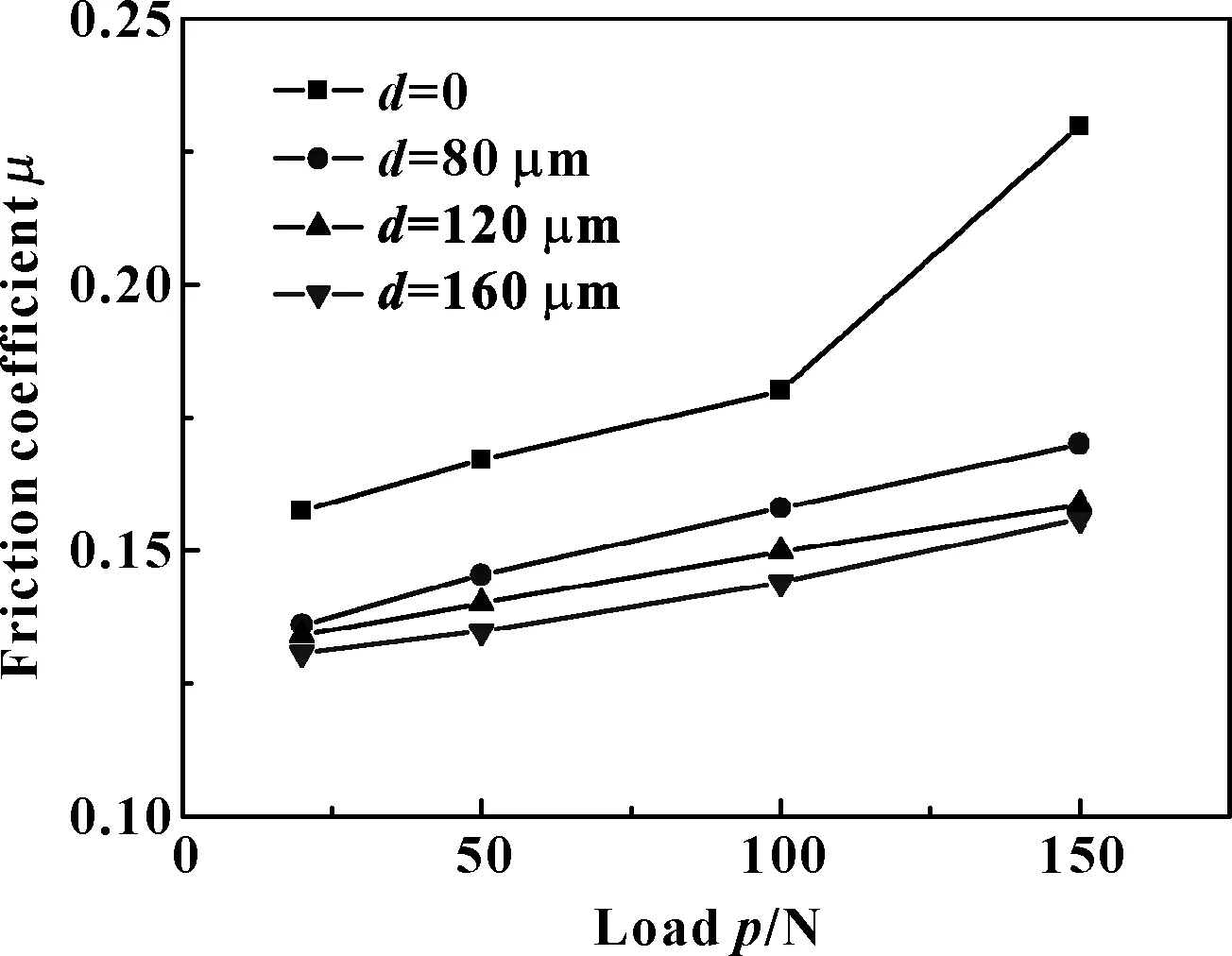
圖7 不同直徑凹坑試樣摩擦因數隨載荷變化曲線Fig 7 Variation of friction coefficient with load of the pit samples with different diameter
2.3.2 凹坑深度的影響
圖8所示為織構試樣摩擦因數隨凹坑深度變化曲線(工作載荷為100 N,面積密度為5%)。可知,在深度大于20 μm時,不同試樣的摩擦因數隨凹坑深度的增加先減小后增大,深度為30 μm的凹坑試樣表面摩擦因數最小,但變化的幅值都小于1%,所以深度對摩擦性能的影響很小。PODGORNIK等[16]的研究也表明凹坑深度對摩擦因數的影響非常小,當凹坑深度小于20 μm時摩擦因數隨深度的增加略為減小。
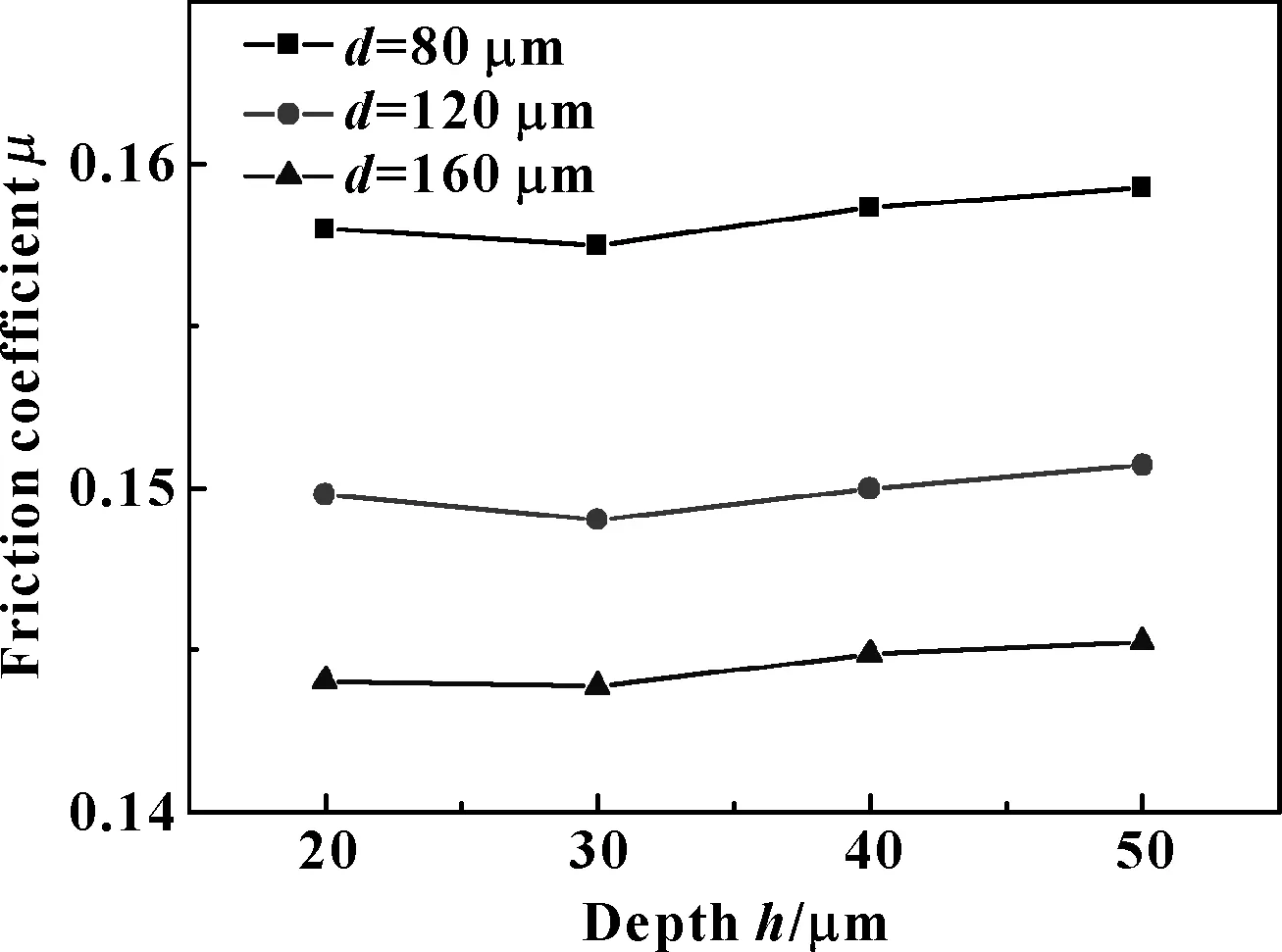
圖8 試樣摩擦因數隨凹坑深度和直徑變化曲線(100 N)Fig 8 Variation of friction coefficient with pit depth and diameter of the samples(100 N)
2.3.3 凹坑面積密度的影響
圖9顯示了凹坑面積密度為0、5%與15%的試樣摩擦因數隨載荷變化曲線(凹坑直徑為120 μm,深度為20 μm)。可知,不同面積密度的試樣摩擦因數都隨著載荷的增加而變大;相同載荷時,凹坑的面積密度越大摩擦因數越小,即較大面積密度的凹坑織構具有更好的減摩效果。這是因為凹坑直徑相同時,面積密度越大,潤滑油“儲存池”越多,儲存效果越好[17];凹坑面積密度越大,滑動過程中的動壓潤滑效果越明顯。而SEGU等[18]研究不銹鋼表面激光直刻制備的凹坑微織構摩擦學性能時發現,在載荷為10 N、滑動速度為0.18~0.55 m/s時,材料表面摩擦因數隨著面積密度(5%、7%與12%)的增大而減小,當面積密度增大到20%時,其摩擦因數反而增大。這是因為凹坑面積密度過大時,試樣表面與上摩擦副的球頭接觸面積降低,平均壓力增大,潤滑油膜更易被破壞,兩摩擦副之間的摩擦磨損增加,不利于減摩性能的改善。
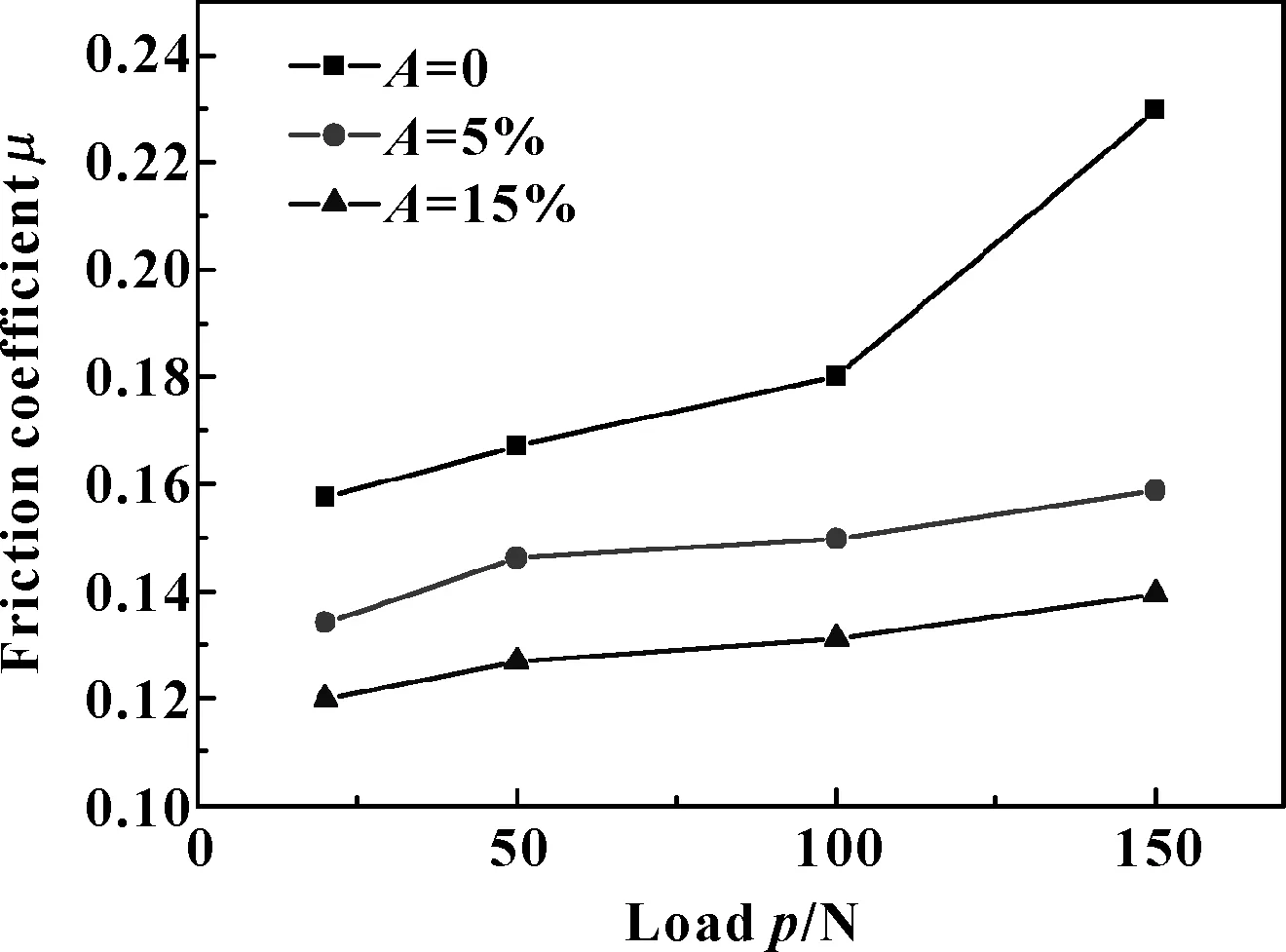
圖9 不同面積密度的凹坑試樣摩擦因數隨載荷變化曲線Fig 9 Variation of friction coefficient with load for the pit samples with different area densities
3 結論
(1)采用皮秒脈沖激光與電化學加工復合方法制備的陣列微凹坑試樣,具有良好的表面形貌。
(2)在油潤滑狀態下,凹坑型表面微織構能顯著地改善鋁合金試樣的摩擦性能,在相同工作條件下,凹坑型微織構的摩擦因數較之光滑表面最高可降低30%左右。
(3)在試驗參數范圍內,凹坑型表面微織構試樣的摩擦因數隨凹坑直徑與凹坑面積密度的增加而減小,而凹坑深度的改變對試樣摩擦性能的影響不大。在合理參數范圍內,增大凹坑直徑與凹坑面積密度可以改善材料表面的摩擦性能。
