一種柔性車型的門檻內板抓手和對接工裝定位系統
2019-11-28 15:47:09馮志鵬張濤陳周生
科技創新與應用 2019年31期
馮志鵬 張濤 陳周生


摘? 要:在白車身焊裝主線上,門檻內板上件要滿足車型柔性化以及精確定位一直是個難題。文章介紹一種柔性車型的門檻內板抓手和對接工裝定位系統,滿足多種車型的門檻內板的上件、精確定位功能。
關鍵詞:門檻內板;抓手;對接工裝定位系統;車型柔性
中圖分類號:U472 文獻標志碼:A 文章編號:2095-2945(2019)31-0109-03
Abstract: On white body welding line, loading the sill inner panel to satisfy the flexible and accurate positioning of the models, it has always been a difficult problem. In this paper, we introduce a flexible gripper models within the sill inner panel and docking tooling positioning system, to satisfy the loading of the various models on the sill inner panel and accurate positioning function.
Keywords: sill inner panel; gripper; docking tooling positioning system; flexibility of models
在白車身焊裝線上,門檻內板這個零件,根據零件形狀以及與其它零件搭配情況,各個公司采取的生產制造策略不一樣。有的公司直接放在前地板分拼焊裝線上裝配焊接,有的公司是將其放在焊裝主線上。一般而言,將門檻內板放在焊裝主線上裝配焊接,其零件相對復雜一些,和其它搭接面要求較高。這個裝配好壞,直接影響到后續裝配質量,如側圍總成的裝配,最終影響到白車身的合格率。
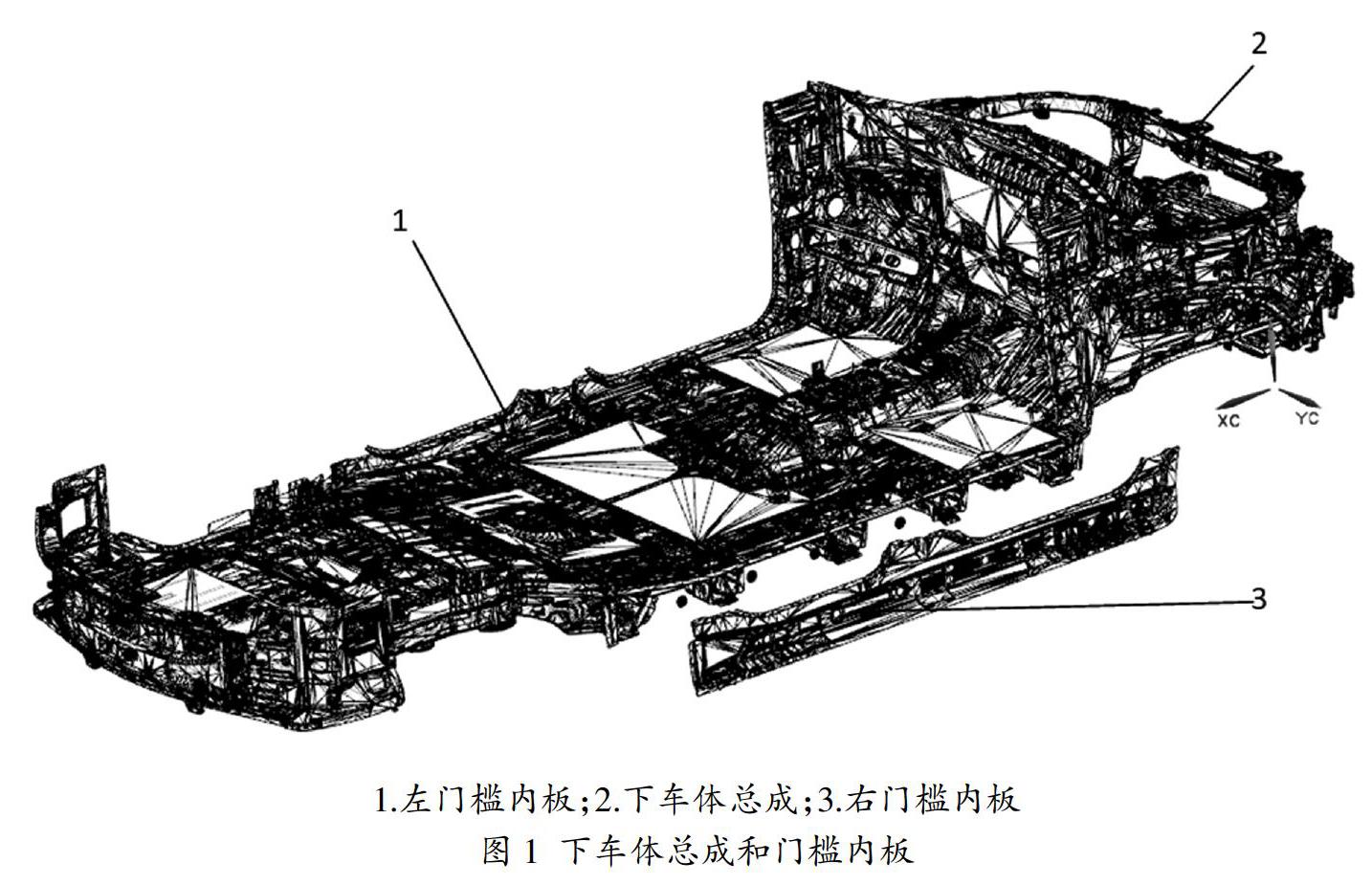
在實際生產中,下車體總成運送到焊裝主線指定工位精確定位后,通過某種形式將門檻內板裝配上去,其搭接關系如圖1所示,并且進行定位焊接。可采用的形式,一種是人工上件,通過線旁工裝夾具定位夾緊,完成裝配和焊接;另一種是直接用機器人,用抓手抓取并定位零件,直接放到下車體相應位置并由其它的機器人進行焊接;最后一種就是在第二種基礎上,加上和抓手對接的工裝定位系統,兩者共同作用下進行定位,并由機器人焊鉗焊接。
抓手,是一種抓取和定位零件的工裝夾具。工裝夾具是要保證焊件準確定位和可靠夾緊,便于焊件進行裝配和焊接,保證焊件結構精度方面要求的工藝設備[1]。抓手連接在機器人的手臂上,類似機器人的手掌。其結構如圖2所示。如上段所述,有用抓手直接抓取零件放到白車身上,固定不動,其它機器人用焊鉗對零件進行定位焊。這種模式有如下缺點,一是定位不夠精準,在空載的情況下機器人重復精度是足夠的,但是機器人的手臂帶上抓手,機器人的手臂是伸長狀態,是剛度不足的。如果用手拍下抓手,機器人的手臂晃動大,表現剛度不足,再加上要匹配的白車身型面復雜,所上的零件就會被復雜的搭配型面牽引和控制。每臺車的匹配型面情況不一,就會導致零件的裝配質量不穩定,白車身合格率波動;二是機器人在定位焊接的時候,必須得一直固定不動,這說明抓手機器人在大部分時間是閑置,浪費了資源。為此,開發了和抓手匹配的對接工裝定位系統,一是提高抓手在白車身裝配定位零件的穩定性,二是釋放該抓手機器人,在對接工裝對抓手精確定位后,抓手可以保持固定不動。機器人脫離和對接抓手,它可以通過換槍盤來實現,史陶比爾換槍盤是由A和B兩部分組成的,A部分是裝在抓手上,B部分是裝在機器人上,AB兩部分接合是由特殊定位機構來實現的。機器人是帶有焊槍和抓手的。當脫離抓手后,就可以參與一部分焊接。
和抓手對接的工裝定位系統,如圖3所示。該結構可以X向和Y向滑移,適用不同車型的情況。這兩向的滑移系統,是由氣缸來推動的,有兩種不同的位置,到位后并有鎖緊機構鎖緊狀態。不同車型門檻內板的長度不一,需要定位焊接的位置不一樣,就需要兩種狀態的X向寬度抓手。而Y向滑移,面對的是白車身寬度不一樣的情況。這XY兩向可以滑移,就是不同車型門檻內板柔性化的關鍵。抓手和對接工裝定位系統的匹配,也是遵循3-2-1定位原則,兩銷三面的方案。首先,抓手和對接定位系統,有兩個圓形定位銷和孔的配合,銷比孔小0.3mm,控制著X和Z向;其次,圖4里面三個方框內,都是Y向面貼合,外面有抓手夾緊夾具,控制住Y向;最后,這三個方框的夾緊點,形成一個三角形。三角形是比較牢固的形狀,這樣就保證了抓手在對接工裝系統的穩定性。
抓手和對接定位工裝系統動作流程如下:(1)定位工裝系統X向和Y向滑移到對應車型的工作狀態;(2)機器人帶著抓手抓取定位夾緊零件,并通過一定軌跡進入到對接工裝定位系統的范圍區域;(3)抓手的導向板沿著對接工裝定位系統的導向輪,兩個定位銷進入對接工裝定位系統的兩個銷孔,三個Y向接觸面基本貼合,通過感應開關對接定位工裝系統的電控感應開關感應到抓手到位;(4)對接工裝定位系統的三個夾具夾緊,讓三個Y向接觸面完全貼合,完成了對抓手精確定位;(5)機器人通過換槍盤脫離開抓手;(6)機器人焊接零件;(7)焊接完畢之后,抓手本身的夾具壓頭打開,機器人再通過換槍盤和抓手接合起來,并給對接工裝一個信號;(8)受到換槍盤已經接合完畢的信號后,對接工裝定位系統上三個抓手夾具打開,機器人帶著抓手原路退出對接工裝定位系統。
關于車型柔性的問題,從圖5可以看到,這是兩種車型的右門框內板,兩者長短不一,通過對接工裝定位系統XY兩向滑移來實現兩種車型的工作狀態。從工裝結構上看,XY兩向滑移狀態,可以實現四種組合,對應的車型至少有四種,從實際的生產中,已經滿足了9種車型。采用這種形式的抓手和對接系統,在滿足零件精確定位的基礎上,可以省卻新車型導入的對生產線設備改造,縮短新車型導入時間。
這種柔性車型的抓手和對接工裝定位系統的設計原理,不僅僅可以用于門框內板,也可以推廣到其它的零件,適用面比較廣。當然,所謂的車型柔性,都只能滿足一定數量的車型,這個就需要生產的車型平臺化要做得好,盡量用通用的零件,定位點要一致以及工藝生產布局要合理,這樣才能更好發揮這套系統的優越性。
參考文獻:
[1]武紅強.焊接工裝夾具在制造生產中的作用[C].河南省金屬學會2010年學術年會,2010:174-177.
