基于現場試驗的TBM滾刀磨損分析及預測
2019-12-13 08:08:28秦銀平張竹清孫振川楊延棟
隧道建設(中英文) 2019年11期
關鍵詞:模型
秦銀平, 張竹清, 孫振川, 陳 饋, 楊延棟
(1. 盾構及掘進技術國家重點實驗室, 河南 鄭州 450000; 2. 中鐵隧道局集團有限公司, 廣東 廣州 511458; 3. 廈門軌道交通集團有限公司, 福建 廈門 361021)
0 引言
全斷面隧道掘進機(TBM)作為先進的硬巖掘進設備,可同時完成破巖、出渣、支護等作業,具有掘進速度快、環境污染小、信息化程度高、安全隱患小、圍巖擾動小等優點,被大量應用于公路、鐵路、水利隧道等。滾刀作為TBM破巖的核心工具,對工程的施工速度、施工成本、TBM使用壽命均有舉足輕重的作用。但由于滾刀破巖易損壞,且滾刀檢修、更換時間長(占隧道施工周期的10%以上),對整個施工作業過程產生極大的影響。明確滾刀破巖中的損耗情況,探索滾刀磨損的原理及規律,同時,結合理論預測模型分析滾刀損耗情況,對降低滾刀消耗量、提升作業效率具有重要的作用[1-2]。因此,開展針對滾刀磨損機制及生命周期的相關性研究很有必要。
TBM滾刀磨損主要是滾刀破巖過程中刀具同巖體間發生的相互作用導致的,受地質條件、掘進參數、圍巖強度、刀具分布規律等因素影響。當前,針對滾刀破巖磨損情況,國內外研究人員進行了大量的分析研究。呂瑞虎等[3]針對刀具磨損情況提出了定性定量磨損預測方法;趙青等[4]采用直接、間接判定法預測滾刀壽命;祝和意等[5]用現場實測數據驗證了滾刀磨損預測模型的正確性;趙海鳴等[6]采用多功能試驗臺與預測模型相結合的方式對滾刀磨損進行預測;文獻[7-8]構建了滾刀磨損速率預測模型,對不同工程施工的盾構正滾刀磨損數據進行驗證;楊媛媛等[9]結合秦嶺隧道圍巖分級情況,建立了針對不同圍巖等級的刀具磨損量分析關系式;閆長斌等[10]引入了滾刀直徑影響因子的擬合函數,構建了TBM刀具消耗預測方法并對刀具的磨損規律進行研究;Prieto[11]針對滾刀磨損問題,通過開展CAI試驗分析不同地質因素下滾刀的磨損規律;Christian等[12]通過巖體磨耗性試驗,發現掘進參數、地質條件對刀具磨損具有決定作用;劉錕[13]采用常截面滾刀,基于CSM模型Rostami公式開發了滾刀破巖受力理論計算模型;吳俊等[14]采用Rabinowicz磨粒磨損公式對盾構刀具磨損進了預測分析。
綜上所述,部分文獻中分析了刀具磨損形式,并將曲線擬合函數與現場實測數據、試驗分析相結合,對刀具磨損進行預測分析,但是,僅有少量的文獻中出現了用預測模型與滾刀磨損機制相結合的方式對滾刀磨損進行分析,且缺少滾刀磨損機制及多個理論預測模型同現場試驗數據相結合的方法。為此,本文在分析滾刀磨損機制的基礎上,統計了滾刀磨損數據,同時,借助多個理論預測模型對現場實測數據進行分析驗證,該理論預測模型能夠較好地預測滾刀磨損速率,對TBM快速高效施工具有重要的指導意義。
1 工程概況
大瑞鐵路高黎貢山隧道是國內首條穿越橫斷山脈的特長單線在建鐵路隧道,隧道地理位置特殊、地質構造極為復雜,工程地質條件具有“三高、四活躍”的特征。隧道出口工區施工起訖里程為D1K213~D1K227+500,正線全長13.92 km,全線采用TBM+鉆爆法施工。正洞工程13. 26 km,TBM施工段12.546 km,占據工程總里程的94.6%。
高黎貢山隧道出口段主要地層巖性為花崗巖(75%),變質巖、千枚巖、片巖(合計12%),白云巖、灰巖夾石英巖(合計8%),灰巖、白云巖夾砂巖(合計5%)。圍巖主要為Ⅲ級,抗壓強度5~65 MPa,對滾刀磨蝕性較強,Ⅳ、Ⅴ級圍巖高達40%。TBM施工位置地質剖面圖見圖1。
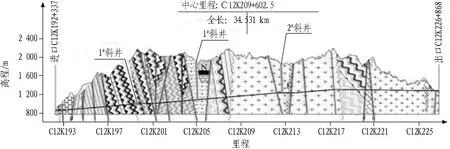
圖1 高黎貢山TBM施工位置地質剖面圖
2 TBM刀盤刀具參數分析
大瑞鐵路高黎貢山隧道出口段正洞采用直徑為9.03 m的TBM“彩云號”施工。刀盤設計采用4+1分塊式結構,刀盤設計有12個均布的進渣口,每個進渣口處設計有格柵。刀具布置為非線性形式,中心刀刀間距89 mm,正滾刀刀間距分別為86、80、75 mm,刀盤共安裝58把滾刀,其中1#—8#為4把雙刀刃、17寸中心刀,9#—49#為42把單刃、19寸正滾刀,50#—62#為12把單刃、19寸邊滾刀。刀盤刀具分布如圖2所示。
3 TBM滾刀磨損分析
3.1 滾刀磨損機制分析
磨粒磨損指在摩擦過程中,由于摩擦表面上存在硬的微突體或摩擦界面上存在硬顆粒而引起物體表面材料損耗。由于材料類型不同,磨粒磨損又有2種磨損機制,即基于塑性變形的去除機制與基于斷裂的去除機制[15]。滾刀破巖主要表現在刀圈與巖體間的相互作用,滾刀在巖體表面擠壓,巖體受力變形。TBM在巖石硬度較低的地段掘進時,刀圈受巖石的沖擊力相對較小,滾刀磨損以基于塑性去除機制的磨粒磨損為主,磨損主要由微觀切削形成的一次切屑與犁溝隆起堆積脫落形成的二次切屑構成,基于斷裂去除機制的磨粒磨損所占份額較小。由此可見,滾刀破巖主要為基于塑性去除機制的磨粒磨損和基于斷裂去除機制的磨粒磨損。滾刀刀刃破巖形貌如圖3所示。
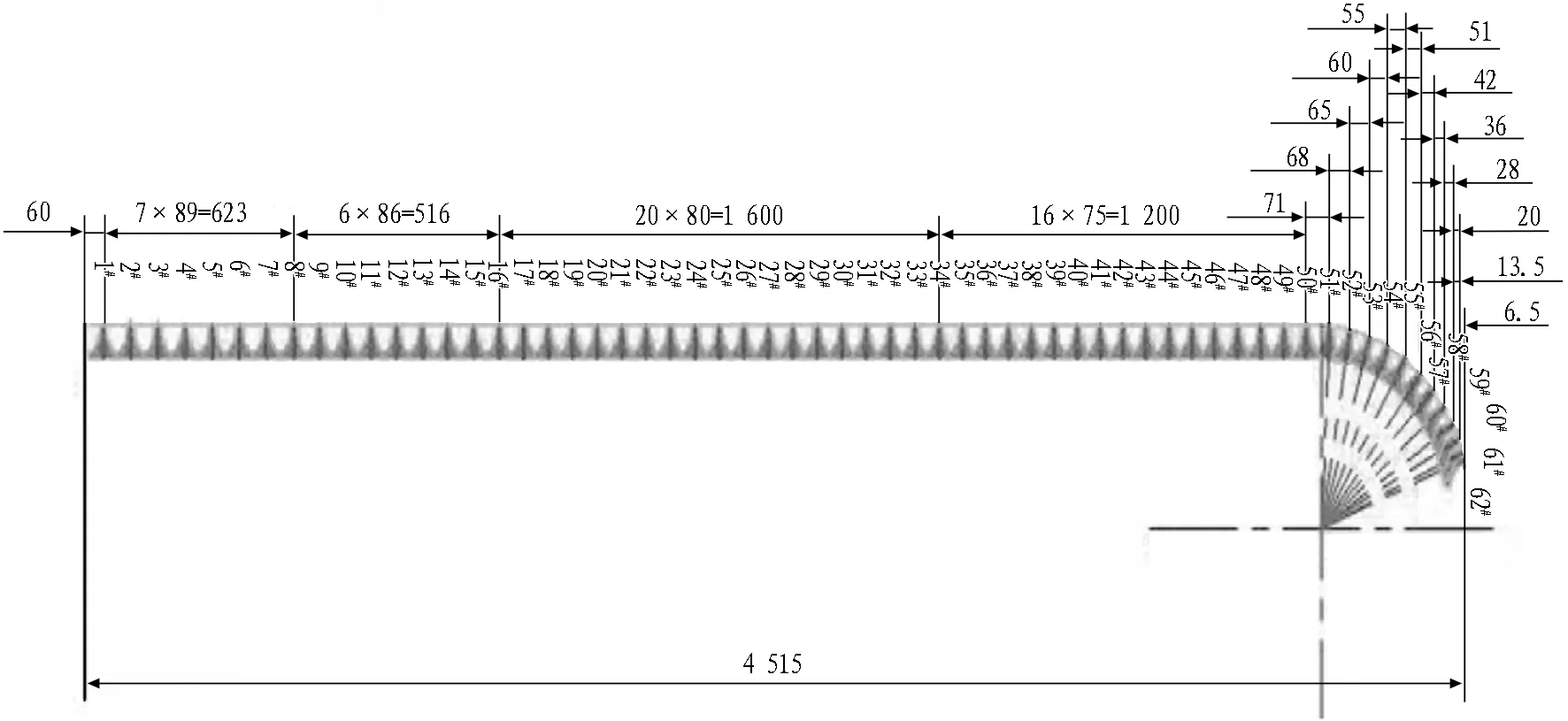
圖2 TBM刀具分布圖(單位: mm)

(a) “彩云號”刀盤

(b) 滾刀破巖面
3.2 滾刀磨損形式分析
3.2.1 正常磨損
TBM掘進過程中,刀盤上滾刀隨著刀盤旋轉而轉動,隨著推進油缸推進,滾刀貫入巖體,刀刃對巖體滾壓產生巖體破碎。滾刀刀刃隨著破巖距離的增加而不斷磨損,掘進一定時間后,滾刀刀刃變寬,破巖能力下降直至無法破巖,進而導致刀盤無法掘進。滾刀正常磨損如圖4所示。

圖4 滾刀正常磨損(單位: mm)
3.2.2 刀圈斷裂
TBM在掘進過程中,滾刀刀圈由于長期滾壓破巖,自身不斷承受來自巖體的反作用力,進而產生局部應力集中。在持續的交變載荷作用下,刀圈裂紋萌生,隨著時間推移,裂紋不斷增大,最后形成裂紋核直至產生斷裂區。裂紋初次產生對刀圈影響不大,TBM可正常掘進,但隨著刀圈裂紋的不斷增大將最終發生斷裂,TBM無法掘進。滾刀刀圈磨損斷裂如圖5所示。
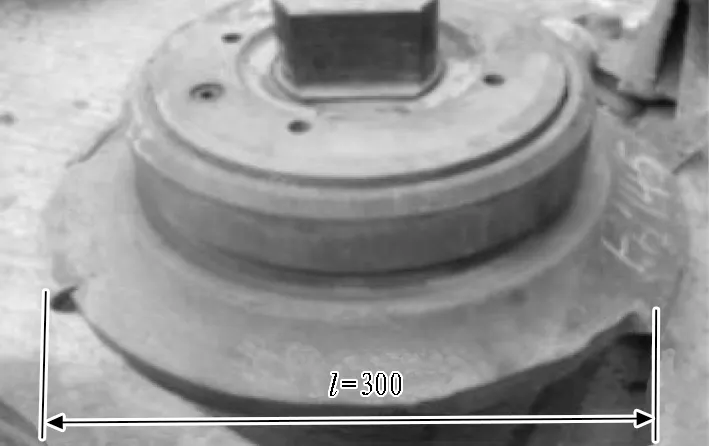
圖5 滾刀刀圈斷裂(單位: mm)
3.2.3 刀圈偏磨
刀圈發生偏磨主要是由滾刀軸承密封的制造和安裝存在缺陷及地質的特殊性造成的。泥水進入軸承造成軸承不轉動、滾刀在掘進工作面不轉動以及刀圈和掘進工作面的相對運動都會造成刀圈的偏磨;由于中心區滾刀線速度較小,承受載荷較大,也容易出現偏磨現象。滾刀偏磨如圖6所示。
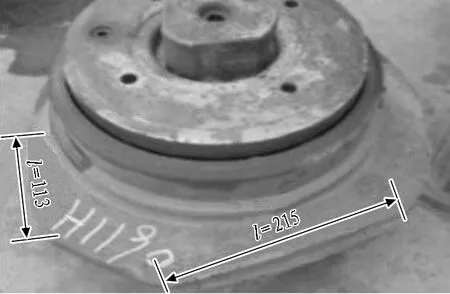
圖6 滾刀刀圈偏磨(單位: mm)
4 滾刀磨損現場試驗分析
通過對滾刀磨損規律進行現場跟蹤試驗,發現刀盤上滾刀破巖能力同滾刀的分布半徑關系緊密,同時與不同的地質條件、掘進參數及刀具材質都有著不可分割的關系。其中,不同掘進區間內的圍巖強度、刀盤滾刀分布規律對滾刀的磨損影響較大,為此,對現場滾刀磨損情況及規律進行分析研究。
4.1 現場滾刀磨損換刀統計分析
針對正洞滾刀磨損及更換情況,采用現場試驗的方法對TBM開挖過程進行跟蹤試驗。為了便于統計分析,對TBM掘進里程進行分段劃分,按500 m每段進行1次詳細統計。通過對4段共計2 000 m的掘進里程數據進行分析研究,發現刀盤上不同位置的滾刀消耗量有所不同,其中,邊滾刀消耗量最大,其次正滾刀隨著在刀盤的安裝半徑不同產生快慢不同的滾刀磨損情況,中心刀則易發生滑移及刀圈偏磨情況。2 000 m內刀盤上不同刀位滾刀的磨損數量如表1所示。
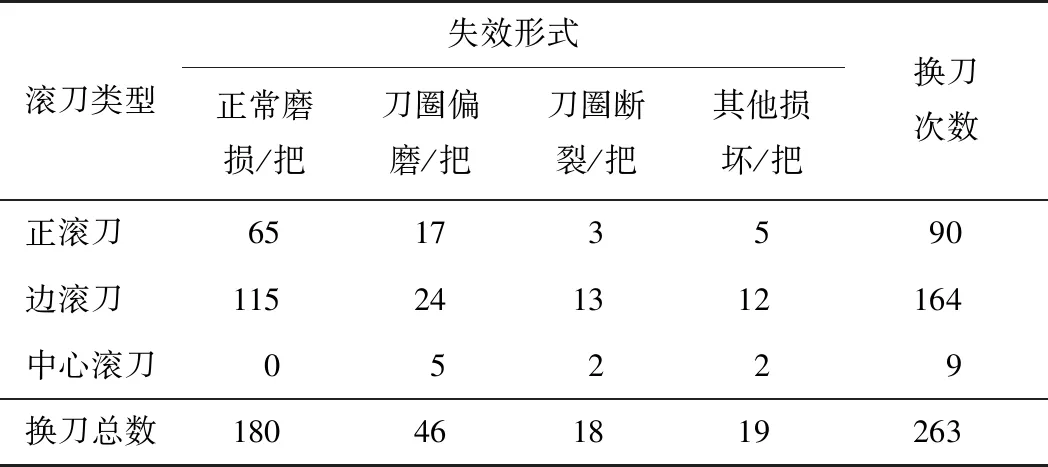
表1 滾刀失效換刀數量統計
由圖7和圖8餅狀圖可以看出滾刀失效形式及換刀分布情況。在TBM掘進2 000 m范圍內,滾刀磨損換刀263把刀,邊滾刀磨損換刀164把,占據了換刀總量的62%,表明邊滾刀的換刀頻次高于中心滾刀和正滾刀。這是由于掘進中邊滾刀需要發揮二次破巖功能,同時可能發生崩刃、刀圈斷裂等情況,因此,掘進中需時刻監測邊滾刀的磨損情況。正滾刀換刀總數為90把,占據磨損換刀總量的34%,主要表現為正常磨損失效形式。中心滾刀破巖時主要產生滑移或者承受側向力作用導致偏磨現象。由圖7可知,因偏磨現象導致的滾刀失效占整個失效形式的18%。
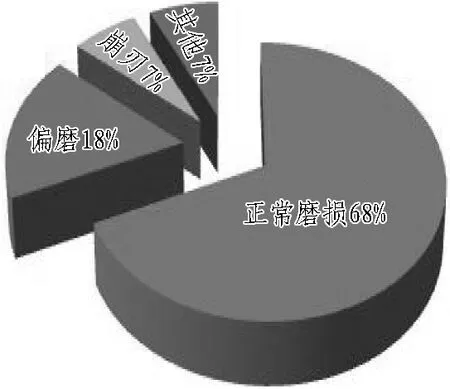
圖7 刀具失效分布圖
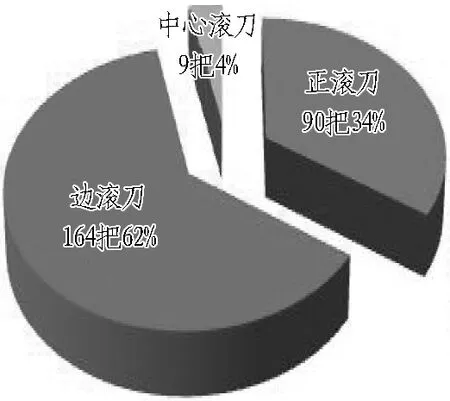
圖8 刀具換刀數分布圖
4.2 滾刀磨損規律分析
4.2.1 滾刀累計磨損量分析
通過對TBM試掘進段2 000 m刀具累計磨損量進行統計分析,TBM共累計換刀263次;滾刀最大累計磨損量為147 mm,中心滾刀平均磨損量為13.75 mm、正滾刀為51.38 mm、邊滾刀為130.83 mm。邊滾刀在整個刀盤的滾刀累計磨損量中處于最高水平。刀盤上不同刀位滾刀累計磨損量如圖9所示。
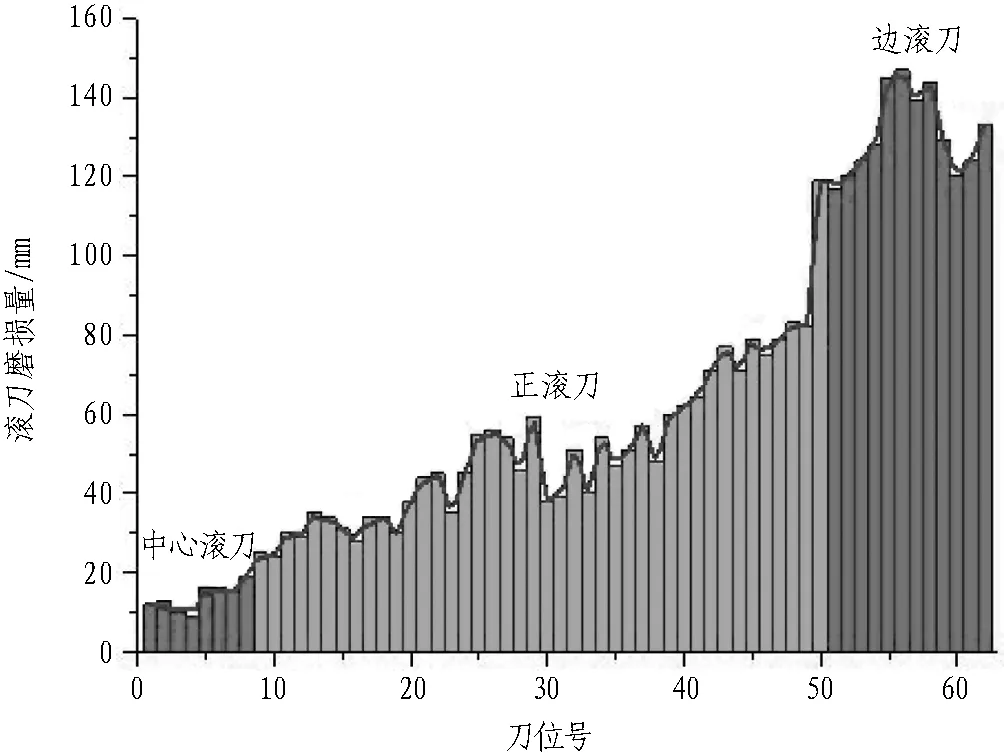
圖9 滾刀累計磨損量
中心滾刀是由4把雙刃滾刀組成,線速度小于其他滾刀的線速度,破巖過程中主要產生滑移或者側向移動,其累計磨損量基本處于同一個水平內,波動不大,出現的累計磨損量較小;9#—50#為正滾刀累計磨損量分布情況,可以看到刀具隨著分布半徑的增加磨損量在不斷的增大,因為其在破巖過程中主要承受來自掌子面巖體對滾刀的直接反作用力,發揮著主要破巖作用,因此正滾刀在破巖過程中呈現規律性變化;邊滾刀累計磨損量較大,破巖產生的累計磨損量呈現出無規律性分布,原因是其主要承受破巖和刮渣雙重作用,一方面承受來自掌子面的反作用力,另一方面破巖過程中從刀盤與巖體間縫隙脫落的巖渣,集渣斗收集巖渣時脫落、皮帶尾部傳輸時候掉落的巖渣,及皮帶出現擁堵時集渣斗巖渣脫落形成的巖渣堆積都會對邊滾刀造成二次磨損。因此,邊滾刀累計磨損量較正滾刀和中心滾刀嚴重。
4.2.2 滾刀破巖量分析
為了準確分析單位體積破巖量下滾刀發生的磨損量情況,引入了破巖體積磨損速率對其進行分析。該滾刀體積磨損速率主要采用刀位滾刀的累計磨損量與該刀位處滾刀發生的累計破巖體積比值來進行描述。磨損量如圖9所示,累計破巖體積
V=2πRiSl。
(1)
式中:Ri為滾刀在刀盤上的安裝半徑;S為刀盤上每2把滾刀間的距離;l為TBM的實際掘進距離。
通過計算分析,刀盤上1#刀位出現了異常情況。排除后獲取中心滾刀平均破巖體積磨損速率為0.044 mm/m3,正滾刀為0.022 mm/m3,邊滾刀為0.093 mm/m3。滾刀破巖體積磨損速率見圖10。

圖10 滾刀破巖體積磨損速率
從圖10滾刀破巖體積磨損速率變化情況可以發現,通過綜合考慮滾刀的刀間距及安裝半徑,正滾刀在刀盤上發生的破巖磨損速率整體處于一個穩定的變化范圍內,正滾刀刀間距變化不是很大且在破巖中僅發生單次磨損。邊滾刀的平均破巖磨損速率是正滾刀的4.24倍,雖邊滾刀的刀間距較正滾刀小,但是其在單位體積的破巖方量下具有較大的磨損量。這是由于邊滾刀需要進行重復性破巖,不僅需要破除前方的巖體,而且需要破除從刀盤前方脫落而堆積的巖渣,發生了二次磨損,可見重復磨損對邊滾刀的影響之大。就中心滾刀來說,其線速度較小,單位時間內的破巖距離較短,破巖中主要產生滑移磨損。
5 滾刀磨損模型構建及分析
通過對現場滾刀磨損量及破巖量進行統計分析發現,刀盤上滾刀分布的差異性影響著滾刀的磨損狀況。正滾刀隨著安裝半徑增大磨損量呈現遞增的趨勢,而中心滾刀和邊滾刀的磨損情況卻出現了不同程度的無規律現象。為準確探索滾刀破巖磨損規律,進一步構建理論預測模型,對具有變化規律的9#—49#正滾刀進行分析研究。
5.1 滾刀磨損模型構建
由3.1滾刀磨損機制分析可知,滾刀破巖時主要發生磨粒磨損,拉賓諾維奇(Rabinowicz)依據微量切削機制,提出磨粒磨損簡化模型[15]。若磨粒圓錐底半徑為r,在法向載荷p的作用下,當表面犁溝有m個微凸體,受到的法向載荷為
(2)
式中σs為被磨損材料的屈服強度。
磨粒磨損模型見圖11。

圖11 磨粒磨損模型
由式(2)得
(3)
磨粒犁溝單位滑動距離的磨損體積
(4)
式中:x為壓入金屬材料的深度;θ為圓錐體半角。
滾刀單位滑動距離的磨損體積
(5)
式中:Ks為磨粒磨損系數(通過試驗獲得的值見表2)[16];K1為概率數。

表2 磨粒磨損系數
5.2 滾刀法向載荷建立
近年來,眾多國內外工程均采用經典CSM模型對盾構滾刀破巖法向力預測進行分析驗證[17],其中CSM模型的法向載荷為
(6)
式中:R0為滾刀半徑;ψ為刀圈頂刃壓力分布系數,取0.1;φ為滾刀接觸角,φ=cos-1[(R0-h)/R0](h為滾刀貫入度);S為滾刀間距;T為刀刃寬度;C為量綱一化系數,取2.12;σc為巖石單軸抗壓強度;σt為巖石抗剪強度。
由三角函數極限定理可知當φ極小時,sinφ≈φ,則
(7)
依據巖石力學試驗測試結果,取σt≈0.1σc則
(8)
由于滾刀直徑遠遠大于滾刀貫入度,故取值2R0-h≈D0,則
(9)
5.3 滾刀磨損速率預測模型建立
滾刀滑動1周產生的徑向磨損量
(10)
式中:D0為滾刀直徑;T為滾刀的刀刃寬度;l0為滾刀旋轉1圈的破巖長度。滾刀滑動距離為滾刀破巖長度
(11)
(12)
則滾刀磨損速率為
(13)
式中:l為掘進距離;X為TBM掘進l距離滾刀的累計磨損量;Ri為滾刀在刀盤上的安裝半徑;X0為滾刀徑向磨損距離;R0為滾刀半徑。
5.4 滾刀線性磨損預測模型建立
為了進一步研究滾刀的耐磨蝕性,采用線性磨損速率預測滾刀的破巖速率,即單位距離破巖滾刀刀圈某點的徑向磨損量。TBM滾刀刀圈上點運動單位距離產生的破巖磨損量由滾刀在刀盤上的安裝半徑Ri和貫入度h即單周破巖深度決定,則TBM掘進距離為l時,滾刀破巖點運動的滑動距離l′為
(14)
式中n為刀盤旋轉的轉數。
(15)
則滾刀線性磨損速率v為
(16)
將式(13)和式(15)代入式(16)得
(17)
5.5 滾刀破巖模型驗證
在高黎貢山隧道出口段采用TBM掘進的12.6 km里程內,地層巖性主要為花崗巖,占全部巖石地層的75%左右,在該里程內的巖石單軸抗壓強度主要為55~65 MPa。通過分析TBM試掘進2 km段滾刀及巖石性能參數,對磨損模型進行驗證。
為準確分析滾刀實際磨損速率,通過現場滾刀磨損試驗對影響刀具磨損的相關參數進行提取。其中,在該試掘進里程內采用的刀具主要是以吉林維爾特生產的滾刀為主。通過對刀具進行硬度試驗,得出滾刀刀刃的硬度值為56 HRC。對巖樣進行分析獲取巖石抗壓強度σs均值為60 MPa,滾刀貫入度h均值為0.009 1 m/rev,其中,正滾刀間距S分別為86、80、75 mm,刀刃寬度T為0.019 m,滾刀直徑D0為483 mm。參考GB/T 1172—1999《黑色金屬硬度及強度換算值》,刀圈抗拉強度σb為1 925 MPa,合金鋼屈強比為0.85,得到屈服強度σs為1 636 MPa[18],滾刀摩擦因數Ks取0.008[19-20]。
5.5.1 滾刀磨損速率分析
滾刀磨損速率可作為TBM掘進過程中刀圈磨損快慢的評價指標。為此通過采用式(13)對刀圈磨損快慢進行分析研究。其中,實際磨損速率由滾刀磨損量和掘進距離比值得到,計算結果如圖12所示。
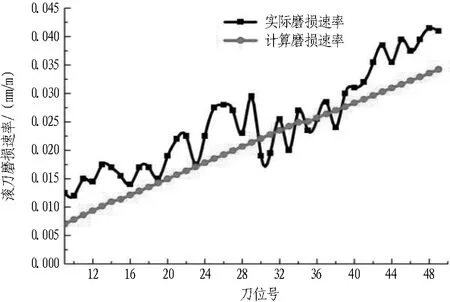
圖12 滾刀磨損速率
由圖12可知: TBM刀盤上正滾刀的實際磨損速率趨勢和計算磨損速率趨勢隨著刀位編號的增大在不斷增大,即隨著安裝半徑增大而不斷增大;出現了實際磨損曲線在理論預測曲線附近遞增的趨勢,驗證了理論預測模型的可靠性。同時說明,隨著滾刀安裝半徑增大,正滾刀破巖效率呈現出規律性遞增趨勢。
5.5.2 滾刀線性磨損速率分析
為進一步分析滾刀單位掘進距離的徑向磨損量大小,根據式(16)得到滾刀的實測線性磨損速率和根據式(17)得到滾刀的計算線性磨損速率如圖13所示。

圖13 滾刀線性磨損速率
由圖13可知,TBM正滾刀的實測平均磨損速率與計算線性磨損速率分別為0.016、0.017 1 mm/m,相對誤差為6.88%。因此,滾刀線性磨損速率預測模型預測結果產生的相對誤差小于10%,表明該線性預測模型對正滾刀磨損速率預測具有一定的可靠性;也說明滾刀破巖線性磨損速率可作為高黎貢山隧道TBM滾刀破巖速率快慢的衡量指標。
6 結論與建議
1)通過滾刀磨損現場數據分析發現,TBM滾刀刀圈磨耗大小隨著安裝半徑遞增出現上升趨勢。邊滾刀較正滾刀、中心滾刀磨損嚴重,邊滾刀磨損主要為滾刀破巖沉積的巖渣對滾刀自身的二次磨損較嚴重導致;刀盤轉動時中心滾刀的線速度小于正滾刀和邊滾刀,磨損程度較輕,但其易發生側向滑移產生偏磨現象。
2)通過現場試驗數據分析構建滾刀磨損理論預測模型,經驗證得出理論預測模型與實際滾刀磨損速率變化吻合,表明理論預測模型具有一定的準確性。同時,滾刀磨損速率與掘進參數設置、巖體抗壓強度、滾刀安裝半徑存在一定的定量關系。在圍巖強度、滾刀分布一定的情況下,可通過改變掘進參數降低滾刀磨損量,實現滾刀消耗成本的控制。
3)TBM滾刀破巖快慢可用滾刀線性磨損速率預測與滾刀實際線性磨損速率對比來衡量。預測結果相對誤差小于10%,表明線性磨損速率預測模型能夠較好地對滾刀破巖進行預測。同時,可為滾刀破巖掘進參數設置及換刀時機提供理論參考。
4)在研究滾刀磨損規律的基礎上,提出不同的理論預測模型能夠對刀盤正滾刀磨損進行準確的預測分析,但受不同地質條件及刀盤刀具分布的影響,實際預測模型與理論預測模型仍然具有一定偏差。后續可相應地開展室內磨損試驗對滾刀進行改進,為理論預測模型在工程中的良好應用奠定基礎。
猜你喜歡
童話王國·奇妙邏輯推理(2024年5期)2024-06-19 16:03:38
網絡安全與數據管理(2022年1期)2022-08-29 03:15:20
導航定位學報(2022年4期)2022-08-15 08:27:00
中學生數理化·中考版(2022年8期)2022-06-14 06:55:24
新世紀智能(數學備考)(2021年9期)2021-11-24 01:14:36
成都醫學院學報(2021年2期)2021-07-19 08:35:14
新世紀智能(數學備考)(2020年9期)2021-01-04 00:25:14
中學生數理化·七年級數學人教版(2020年10期)2020-11-26 08:24:50
數學物理學報(2020年2期)2020-06-02 11:29:24
光學精密工程(2016年6期)2016-11-07 09:07:19
