淺析超厚(1.5 ~ 3 cm)仿古磚在輥道窯燒成過程控制的注意事項
2019-12-19 02:05:13
佛山陶瓷 2019年11期
關鍵詞:裂紋
問:我公司計劃將一條長250 m,內寬2.5 m的輥道窯改為生產600×600×20(mm),600×1200×20(mm),900×1800×20(mm)的規格的厚磚,請問潘工,在窯爐改造和生產過程中,應注意哪些事項?
答:由于超厚磚產品在厚度與重量方面與普通產品有較大區別,故在窯爐改造和操作方面必然有差異點。
一、窯爐技改方面的注意事項
(1)窯爐傳動技術改造要求
因為超厚磚燒成時間較長,速度較慢,窯爐傳動電機速比和變頻的匹配需要重新調整,以便適應慢燒的生產要求。
(2)輥棒和棒距選型要求
由于超厚磚坯較重,窯爐的輥棒直徑及棒距方面需要進行調整,如果輥棒直徑選擇失誤,輥棒的剛性不夠,極易造成坯體在窯內走歪斜,出現翹角變形。一般情況下,從窯頭至燒成中段的輥棒直徑選擇相對大些,而燒成高溫區的輥棒,則建議選擇超高溫,強度好的輥棒,如金剛品牌的GF98型號;燒成高溫區的棒距則建議采用加密型設計。
(3)窯爐各風機功率的合理選型
如果窯爐改為生產厚磚之后,其產量要比普通產品減少1/3或以上,窯爐速度隨之降速,故要計算各個風機的功率是否適合厚磚生產需求并作出合理改造。
(4)窯前干燥窯或釉線干燥窯的設計
由于坯體較厚,同時釉面系列產品,入窯水分相對較高,故建議有條件的生產線要安裝窯前干燥窯或釉線干燥箱,以便對入窯前坯體進行預熱烘干,避免坯體入窯后產生裂紋或炸坯,也有利于提高產量。
(5)窯爐預熱、氧化階段比例設計和噴槍安裝的注意事項
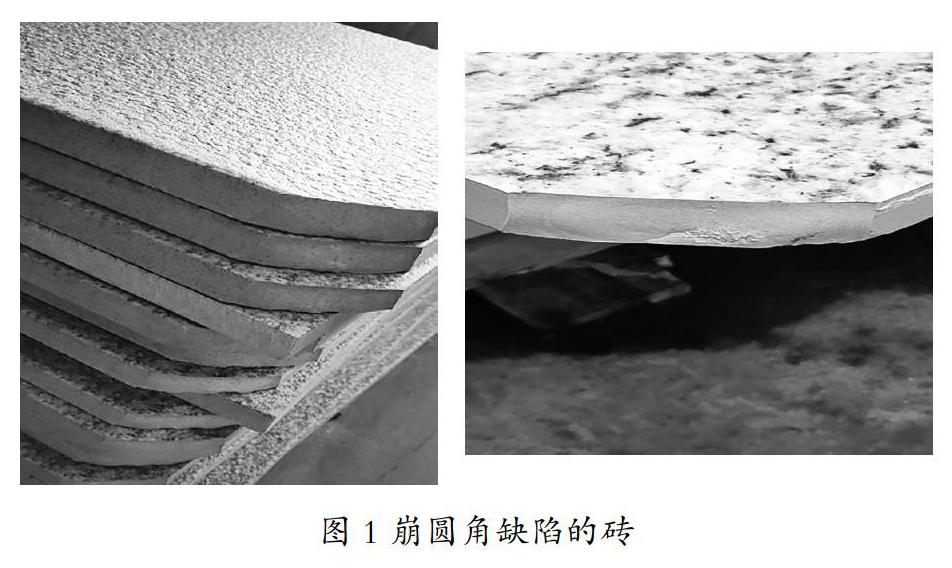
由于超厚坯體,其在窯內的排水和氧化時間比薄磚長些,故在窯爐改造時,要適當考慮延長預熱區的比例,同時,由于超厚磚的生產中,坯體排水較慢,窯爐前溫不易過高,噴槍可以適當往后安裝,不宜安裝過前,也不需要安裝加密噴槍;如果窯爐的預熱區過短,噴槍又安裝過前,升溫過急過高時,極易造成厚坯體出現裂紋,炸磚或者崩圓角缺陷(如下圖1)。
二、厚磚在干燥及窯爐燒成過程中的注意事項。
(1)干燥窯煙氣溫、濕度的合理控制,升速干燥階段的煙氣不能過高,濕度相對要比生產常規厚度磚坯時大一些,不然很容易出現炸裂現象。降速干燥階段的溫度不能過低,應保持在150℃左右為宜,不然容易出現坯體強度低,在釉線的開裂缺陷。
(2)坯體入窯水分控制,應小于0.8%以下,避免產生裂紋和炸磚。
(3)干燥后坯體強度的控制應大于1.2 MPa以上為宜。
(4)窯爐溫度曲線的控制,宜采用“拋物線溫度曲線法”,逐步升溫,特別是相對快速燒成窯轉為生產慢燒的厚磚產品時,窯爐預熱、氧化區的溫度要相對比生產薄磚時降低50 ~ 100℃左右,前段的輥上噴槍一般情況下要關閉1 ~ 6組,輥下第一、二組的噴槍也要關閉,否則很容易出現炸磚、裂紋或崩圓角缺陷。
(5)高溫燒成區也需要適當增加1 ~ 2個燒成區來控制,以保證其燒結度達到要求。
三、厚磚冷卻過程控制的注意事項
(1)急冷區域溫度控制要點。
a)由于坯體過厚,急冷過程中的傳熱速度相對薄磚要慢些,故在生產厚磚時,急冷溫度不宜過低,否則也很容易造成坯體出現崩圓角缺陷,如果空疏窯時候,該崩圓角缺陷有增多現象,則為急冷段溫度過低或者緩冷區域負壓過大所致。
克服方法:需要適當升高急冷溫度20 ~ 30℃或更高或適當關小抽熱風機(視調整結果而定)。
b)急冷風管不宜開啟過多,因為厚磚需要大風量集中在急冷前段快速吹風冷卻,此時坯體還有液相緩沖,不容易出現風驚現象,如果急冷風管開啟過多(12條以上),當坯體經過急冷段降溫后,坯體的四條邊及角出現黑色現象時,還繼續吹入冷風對厚磚降溫,則很容易出現崩圓角缺陷。
克服方法:關閉急冷后段開啟過多的風管及適當升高急冷溫度10 ~ 20℃。
(2)緩冷區域溫度和壓力控制要點。
緩冷段的中、前段一定要在正壓狀態下控制,降溫速度不能過急,特別是窯頂的抽熱風閘不能開啟太前,一般情況下,緩冷段窯頂的抽熱風閘由前往后逐漸開大,否則厚磚很容易出現切割裂,如果緩冷段溫度過高,又容易造成坯體抗折強度不合格,3 cm超厚磚的強度一般要求達到7000 ~ 8000 N左右。
四、厚磚在燒成過程中的主要缺陷及預防措施
厚磚在窯爐過程中常出現的缺陷有:黑心、裂紋、炸磚、崩圓角、變形和坯體抗折強度低等。
黑心、裂紋和炸磚缺陷,主要還是窯爐預熱帶的溫度曲線未調節合理,升溫過急所引起,參照常規方法處理即可,不作詳細展開。
變形缺陷主要是走磚歪斜的翹角或者前段溫差過大而引起的上翹或下彎變形,一般通過調整走磚或溫度曲線可以解決。
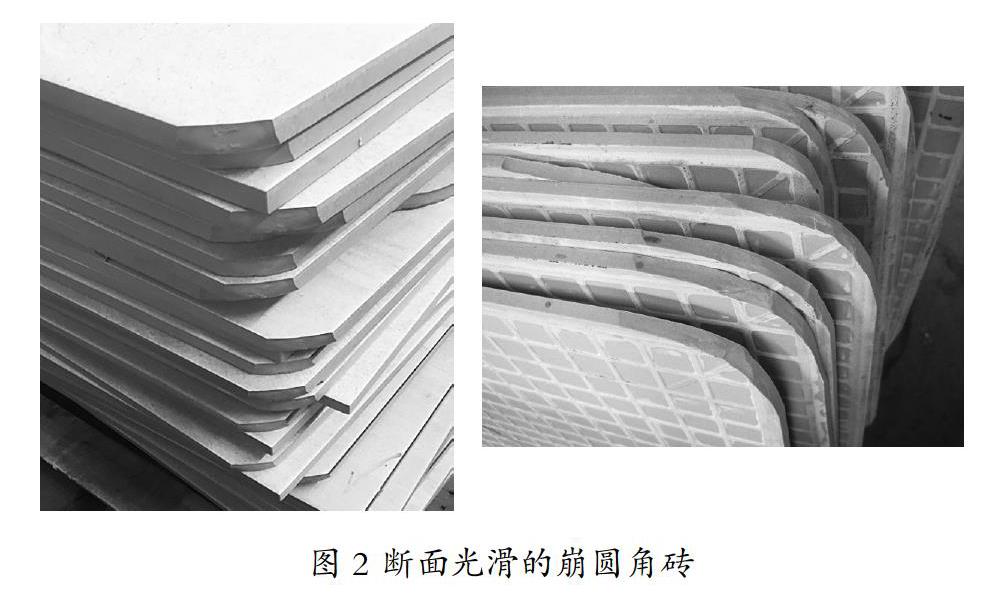
崩圓角缺陷,其產生原因有兩種。一種是窯爐預熱段(即第一、二組輥下噴槍前的位置)溫度過高所致。其特征為崩角截面四周光滑,中間有少部分為粗糙面,很容易讓人誤以為是壓機模具或釉線的機械應力所產生的(圖1)。另外一種崩圓角為急冷或緩冷段溫度過低所致,其斷面光滑(圖2)。
克服方法:
(1)檢查窯爐前段是否開槍過多,溫度過高,擋火墻/板的高度是否合理并根據檢查結果,采取相應的降低前溫措施可解決。
(2)檢查急冷、緩冷區域的溫度、壓力是否過低,急冷風管是否開啟過多,緩冷區域的抽熱支閘是否開啟過大,緩冷段窯壓過小或無正壓等情況。同時再配合觀察空窯時,出磚崩圓角數量變化。如果空窯時,急冷、緩冷段溫度低時,崩圓角缺陷更多,則判斷為急冷溫度過低所致,應采取升溫方式處理即可。
坯體抗折強度低或切割裂缺陷,主要是緩冷區域降溫速度過快或窯內負壓過大所致,可通過調節緩冷段的抽風閘的開度或提升緩冷段溫度以及適當加大緩冷段的正壓,一般可解決。
結束語:在超厚磚的生產中,控制坯體的排水和氧化時間,避免產生裂紋、黑心、炸磚或崩圓角缺陷是重點,其次是坯體抗折強度要確保合格達標。
(潘 雄)
咨詢電話:
編輯部:0757-82269827 ? 傳真:0757-82269827
蔡飛虎:0757-82710910 (佛山市玻爾陶瓷科技有限公司)
程昭華:18823150088 (佛山市佳窯陶業技術有限公司)
潘? ?雄:13927769832(E-mail:Xrcpx@sina.com)
韓復興:18237699507
秦? ?威:13927270859(佛山市達索陶瓷科技有限公司
【陶瓷添加劑“私人定制”專家】)
溫千鴻:13380225254
王銀川:13929929576(836611312@qq.com)
猜你喜歡
艦船科學技術(2022年20期)2022-11-28 08:19:18
艦船科學技術(2022年13期)2022-08-11 09:29:16
艦船科學技術(2022年6期)2022-04-19 11:01:32
成都信息工程大學學報(2021年4期)2021-11-22 07:44:46
山東冶金(2019年6期)2020-01-06 07:45:58
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
山東冶金(2019年3期)2019-07-10 00:54:06
揚子江(2019年1期)2019-03-08 02:52:34
四川輕化工大學學報(自然科學版)(2017年3期)2017-06-29 12:00:57
焊接(2015年2期)2015-07-18 11:02:38
