12Cr13不銹鋼表面超聲速火焰噴涂CrNi/CrC復合涂層工藝研究
2019-12-26 03:24:56吳偉建于耀華
上海電氣技術 2019年4期
關鍵詞:工藝
吳偉建,于耀華
上海第一機床廠有限公司 上海 201308
1 研究背景
根據某型驅動機構產品使用要求,為避免12Cr13不銹鋼配合面處反復裝拆過程中出現的粘咬引發的機構安裝、維修困難,通過熱噴涂工藝在零件基體表面制備CrNi/CrC耐磨涂層,使表層材料、性能及接觸狀態得到改變,不僅極大提升表面的耐磨損性能,更重要的是能有效防止零件表面發生粘咬故障,保證了機構裝拆過程安全。噴涂層厚度、結合強度、顯微硬度、涂層孔隙率及顯微組織等參數是表面抗粘咬技術及保證切削加工的關鍵指標,也是考核噴涂工藝實施質量的重要指標。
2 熱噴涂工藝簡介
熱噴涂是利用熱源將噴涂顆粒加熱至一定程度的熔態,經高速氣流霧化后噴射到經預處理的基體表面形成噴涂層,從而使材料表面得到強化或改性的加工技術。常用熱源主要包括電弧、等離子體、火焰等。
熱噴涂過程中每個粒子的行為相互獨立,在沉積過程中又相互關聯。基體表面經預處理粗化后,令粒子高速撞擊時鋪展于基體表面,同時隨著噴涂過程的進行,對鋪展于表面的粒子逐層覆蓋,在冷凝后收縮,并與基體表面咬合,同時在不斷沉積過程中粒子之間相互咬合,形成機械結合。當粒子與基體接觸距離達到原子晶格常數值以內時產生范德華力,形成物理結合。高速粒子沖擊基體表面,動能轉化成熱能,碰撞界面處的基體材料在高壓沖擊和高溫的作用下局部位置溫度升高達到基體熔點以上時產生熔化,噴涂粒子與基體在界面處發生化學反應,形成化學冶金結合[1-2]。從熱噴涂的形成機理可知,噴涂顆粒加熱變形堆積決定了其內部組成結構,熱噴涂涂層的典型結構如圖1所示。

圖1 噴涂層典型結構
超聲速火焰噴涂是以熱噴涂為基礎,利用燃燒火焰加熱、加速噴涂材料顆粒,其熱源為火焰,由一定流量的燃料與氧氣混合燃燒提供,是火焰噴涂工藝的一種。如圖2所示,噴涂顆粒在基于超聲速噴管原理條件下,獲得更高的運動速度,使得撞擊到基體表面粒子平展性更好,組織的致密性會更佳,從而提高了結合強度,降低了孔隙率。超聲速火焰噴涂已成為噴涂碳化物的標準技術[3-5],最大特點是在不過分加熱粒子的前提下使粒子獲得較大動能。涂層不僅具有較低的孔隙率、較高的表面質量,同時其沉積效率方面也較高。此外,這一技術能得到較厚的涂層,能夠改善涂層中的殘余應力[6-7],適合進行工程開發及應用。
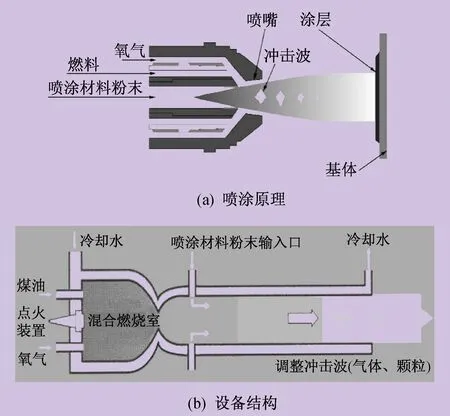
圖2 火焰噴涂示意圖
3 噴涂工藝參數
噴涂工藝參數的選取對涂層的質量好壞至關重要,各工藝參數間存在相互影響的關系。基于12Cr13不銹鋼基體表面制備CrNi/CrC涂層,使用JP-5000型超聲速火焰噴涂設備,在工件外形尺寸確定的前提下,氧氣流量、煤油流量參數對于涂層的性能會產生較大影響。一般情況下,氧氣流量的增大會帶來噴涂焰流速度的提升,煤油流量的增大會增高焰流的熱值,同時對焰流速度會產生一定的影響。因此,可通過調節噴涂參數來對涂層的硬度、孔隙率等性能的改進進行優化試驗[8-11]。
通過對多組樣本涂層的顯微硬度、孔隙率和沉積效率對比,結果如圖3、圖4、圖5所示,反映了在不同氧氣、煤油流量參數條件下,涂層沉積效率、顯微硬度和孔隙率數據對比。

圖3 不同氧氣和煤油流量下沉積效率對比
圖3中涂層沉積效率隨著氧氣流量增大而降低,且沉積效率降低的幅度逐漸增大。涂層沉積效率隨著煤油流量增大而升高,且沉積效率升高幅度逐漸減小。當氧氣流量、煤油流量達到一定值時,涂層沉積效率區域集中且穩定,太高的氧氣流量即焰流速度太快會在噴涂過程中不利于噴涂粉顆粒的充分熔融,未熔融的噴涂粉顆粒反彈后未能沉積形成涂層,從而降低沉積效率。

圖4 不同氧氣和煤油流量下顯微硬度對比
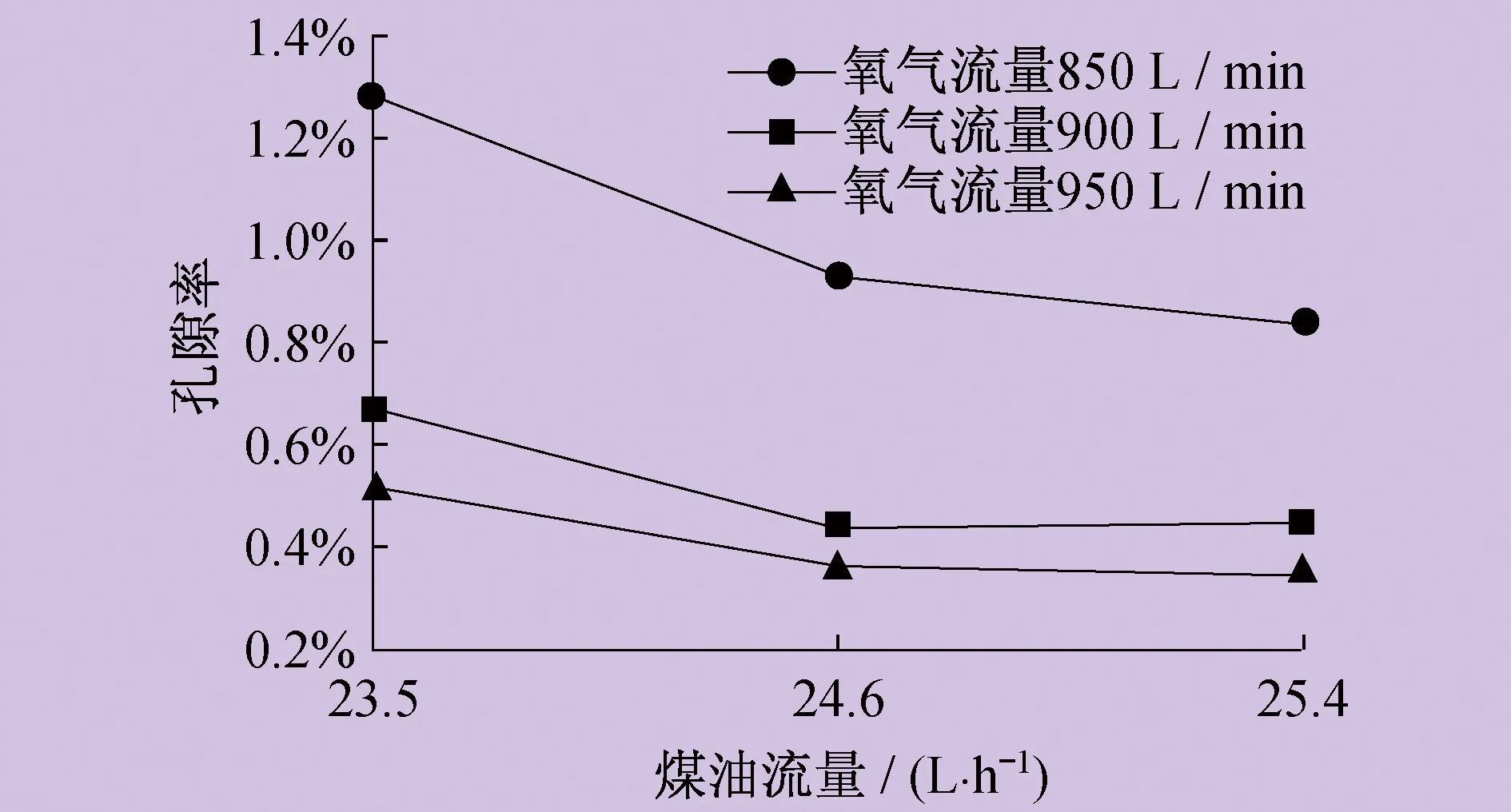
圖5 不同氧氣和煤油流量下孔隙率對比
圖4中涂層顯微硬度隨著氧氣流量增大而增高,顯微硬度增高的幅度逐漸減小。涂層顯微硬度隨著煤油流量增大而增高,顯微硬度增高的幅度逐漸減小。當氧氣流量、煤油流量達到一定值時,噴涂顆粒的熔融狀態及沉積時結合情況趨于穩定。
圖5中涂層孔隙率隨著氧氣流量增大而減小,孔隙率減小的幅度逐漸變小;涂層孔隙率隨著煤油流量增大而減小,孔隙率減小的幅度逐漸變小。當氧氣流量、煤油流量達到一定值時,涂層孔隙率趨于集中且穩定,噴涂顆粒在充分熔融狀態下才能提升堆積質量,形成致密涂層,流速過慢會導致顆粒前后堆積時間過長,而流速過快并不利于噴涂顆粒熔融,導致孔隙率增大。
綜上分析表明,噴涂參數氧氣流量、煤油流量在一固定值附近時,其各項性能指標趨于穩定且最佳。據此可以確定超聲速火焰噴涂方法噴涂CrNi/CrC涂層的主要參數。
4 工程實踐
對基于12Cr13不銹鋼材料的零件表面進行超聲速火焰噴涂,可根據零件噴涂面實際狀態及噴涂工藝的需求,確定模擬件的結構及尺寸,如圖6所示。

圖6 模擬件設計圖及噴涂結構圖
控制棒驅動機構零件定位面噴涂CrNi/CrC涂層具體的工藝路線如圖7所示。

圖7 噴涂實施工藝路線圖
以下為主要工藝過程。
(1)開工檢查:技術文件準備、工藝實施條件檢查等。
(2)落料:12Cr13不銹鋼鍛棒基體經油淬及回火熱處理后其硬度(HBW)達到220~250,使抗拉強度Rm不低于690 MPa,抗沖擊性能KU2不低于80 J,同時材料經檢驗、復驗合格后使用。落料尺寸以模擬件粗、精加工過程余量計算得出其毛坯大小。
(3)工件機加工:工件為回轉體結構,加工后噴涂面具有較高的尺寸、形位精度及表面粗糙度,以滿足對工件噴涂面尺寸控制及噴涂表面預處理要求,并制備相同性能、牌號材料的多組試樣塊,用于工藝見證試驗。
(4)工件清潔:表面清潔處理及檢查。
(5)工件裝夾:噴涂面鄰近表面用高溫防護膠帶做預先防護,加裝專用保護工裝進行非噴涂面防護。
(6)噴涂面預處理:對表面進行噴砂處理,去除加工面的氧化皮、毛刺等,同時更重要的是使表面粗糙化,使其產生一定程度的凹凸不平,以保證涂層的結合強度。檢驗處理后的表面質量情況,應無反光、色差等現象,并檢查粗糙度及清潔要求。
(7)超聲速火焰噴涂:使用設備為美國Praxair公司的JP-5000型噴涂系統。噴涂粉末采用日本FUJIMI公司的CrNi/CrC粉末。噴涂過程主要監測噴涂參數及設備運轉情況,使用紅外測溫儀監測工件表面溫度。噴涂實施過程如圖8所示。

圖8 涂層沉積效率變化趨勢
(8)工件拆卸:工件完成噴涂后,進行工裝拆卸。拆卸過程中,應加強對工件表面特別是噴涂面的保護。工裝拆卸完成后,表面清潔處理。
(9)機加工:根據噴涂層的相關性能參數并結合涂層結構形態,采用金剛石砂輪對噴涂面進行磨削加工,控制尺寸,保證噴涂層的厚度要求。
(10)檢驗:主要包括尺寸檢驗、表面檢驗、涂層檢驗。
(11)完工檢查:檢查各文件、數據檢驗報告的有效性及完整性。
5 檢驗結果
5.1 切削驗證
噴涂層尺寸控制及噴涂后加工性能是工程實施的關鍵,在功能方面需要滿足較高的尺寸精度和形位精度要求,涂層厚度必須大于最終要求值,才能通過再次精加工達到最終尺寸,這樣對涂層均勻性及厚度穩定性要求較高。由于CrNi/CrC復合涂層具有較高的硬度和結合強度,就加工效率而言,在切削參數確定的前提下,涂層厚度越大則加工時間越長。此外,由于存在內應力的釋放、刀具磨損及切削熱量等因素影響,零件的切削加工性能受到較大限制,影響制造尺寸及形位精度,而隨著涂層厚度逐步減小,涂層均勻性要求、工件加工校正難度等逐步增加,因此噴涂過程中涂層厚度控制須根據加工實際需求進行調整優化。
通過對試樣的尺寸檢驗,噴涂層實測厚度分布,如圖9所示,可知涂層厚度均值可控制在0.5 mm附近區域,處于標準參考值0.4~0.8 mm并接近0.4 mm,與最終值上、下限要求進行對比,其尺寸能夠控制在加工的經濟尺寸區間,滿足后續加工基本要求。

圖9 試樣涂層厚度與標準值、最終值對比
5.2 表面檢驗
噴涂后的表面被涂層均勻覆蓋,當表面被加工時,涂層內部被加工至表層,因此涂層內部成形質量至關重要,任何位置的剝落、開裂都可能造成涂層整段失效,不僅對涂層顆粒的結合質量,同時對涂層的切削加工性能也提出較高的要求。由于磨削加工屬于材料去除過程,砂輪對涂層加工的表面形態受涂層性能及加工參數的影響。磨削后的表面情況如圖10所示,經表面檢驗,工件涂層及涂層與非噴涂表面過渡處質量良好,無剝落、飛邊等情況,噴涂面致密且均勻。
5.3 涂層檢驗
5.3.1 結合強度
用粘結劑對噴涂試樣塊涂層進行粘接,利用萬能試驗機進行拉伸力檢測,測量試樣涂層或膠脫開時的拉伸力,即為涂層的結合強度。涂層的結合強度實測值與HB 6738—1993《熱噴涂耐磨涂層質量檢驗》標準中的規定值對比,如圖11所示。對比結果表明,試樣表面涂層的結合強度,均高于HB 6738—1993標準中的規定值。

圖10 磨削加工后表面狀況
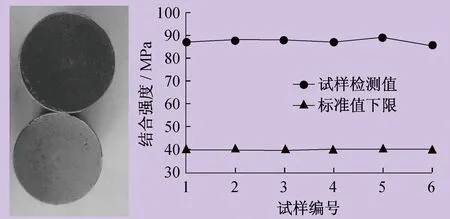
圖11 試樣涂層結合強度與標準值下限對比
5.3.2 顯微硬度
將噴涂試樣塊橫截剖面制作試樣,經拋磨處理后,檢測涂層的顯微硬度。測量結果及實物圖如圖12所示。CrNi/CrC涂層顯微硬度數據高于HB 6738—1993的標準值下限硬度(HV)600,全部達到硬度(HV)800以上。
5.3.3 孔隙率及顯微組織
通過將噴涂試塊沿垂直于涂層和基體界面方向切開,將試樣塊鑲嵌及拋磨,得到涂層微觀形貌及孔隙分布狀態,如圖13所示。

圖13 5號試樣涂層孔隙顯微形貌
根據HB 6738—1993標準規定,涂層孔隙率小于1%,涂層致密且均勻度良好。此外,由孔洞及氧化物項目、無未熔顆粒檢測項目、涂層與界面上的污染檢測項目檢測結果可知,涂層均滿足要求。
6 結束語
(1)不同工藝參數下CrNi/CrC復合涂層性能存在明顯差異,通過對比試驗篩選、工藝參數研究固化、模擬樣件試制、性能測試等工作,獲取了涂層的性能參數,掌握了12Cr13不銹鋼基體表面進行噴涂工程應用的關鍵技術,試驗結果表明涂層性能在涂層材料、基體等選定的前提下受工藝參數的影響較大,涂層質量與工藝參數的選用直接相關。
(2)采用超聲速火焰噴涂工藝在12Cr13不銹鋼表面制備的CrNi/CrC復合涂層,通過工藝參數的優化及驗證,涂層性能指標符合標準要求。涂層磨削加工性能良好,經加工后的涂層表面質量穩定、尺寸精度可控、無剝落開裂等現象,涂層質量優良。
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52