球面管接頭零件快換工裝設計與應用
2020-01-11 01:07:12王發光范海波張開楊引鋒
工業技術創新 2020年6期
王發光 范海波 張開 楊引鋒

摘? ?要: 在使用專用工裝加工球面管接頭零件的螺紋及密封錐面時,一個零件對應一個專用工裝。工裝不僅結構復雜,而且相互之間無互換性,造成資源浪費。為球面管接頭零件設計一種快換工裝,由夾具本體、芯軸和安裝樣板三部分組成。夾具本體為通用工裝,加工時對不同的結構尺寸和定位尺寸采用不同的芯軸,并通過安裝樣板進行找正。對300余個零件的結構尺寸和定位尺寸進行分組,僅需8個夾具本體即可替代原有的300余個專用工裝。快換工裝拆卸方便、定位準確,在保證產品質量的同時大大提高了加工效率。
關鍵詞: 球面管接頭;通用工裝;快換工裝;互換性;夾具本體;芯軸
中圖分類號:TH162;TG751? ? 文獻標識碼:A? ? 文章編號:2095-8412 (2020) 06-035-05
工業技術創新 URL: http://gyjs.cbpt.cnki.net? ? DOI: 10.14103/j.issn.2095-8412.2020.06.006
引言
管接頭零件是使管路之間相接或使管路與液壓元件相接的零件,是在流體通路中方便管路裝拆的連接件的總稱[1]。管接頭零件是最基礎的液壓輔件之一,在航空動力系統中得到了重視。在航空動力系統中,航空液壓管接頭連接了管路與泵、閥、缸等液壓組件,組成了飛機液壓系統,對確保油、水、氣在航空動力系統中的可靠循環起到了至關重要的作用[2]。
管接頭零件規格品種繁多,結構復雜。較傳艷等設計的彎管接頭工裝[3]、魏林設計的Y型接頭工裝[4]、王澤亮等[5]設計的錐面工裝、吳麗宏[6]設計的內螺紋工裝,都是針對不同結構的管接頭設計的專用工裝。然而,目前面向球面管接頭(圖1)零件結構實施工裝設計的研究較少,這是因為對于該類管接頭的裝夾加工,必須針對不同結構及尺寸設計不同專用工裝,難以實現互換性,且大量工裝存在,造成了人力、物力、財力的大量浪費。
本文首先對傳統工裝模式及其存在的問題進行分析;然后為球面管接頭零件設計一種通用快換工裝;最后給出加工實例,驗證工裝設計的可行性。
1? 傳統工裝模式及其存在的問題
1.1? 傳統工裝結構及加工方法
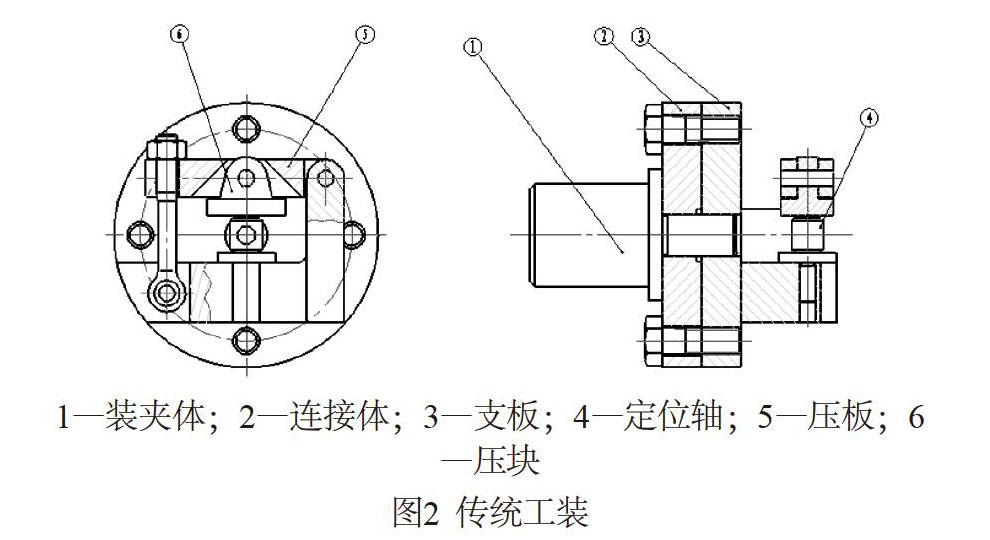
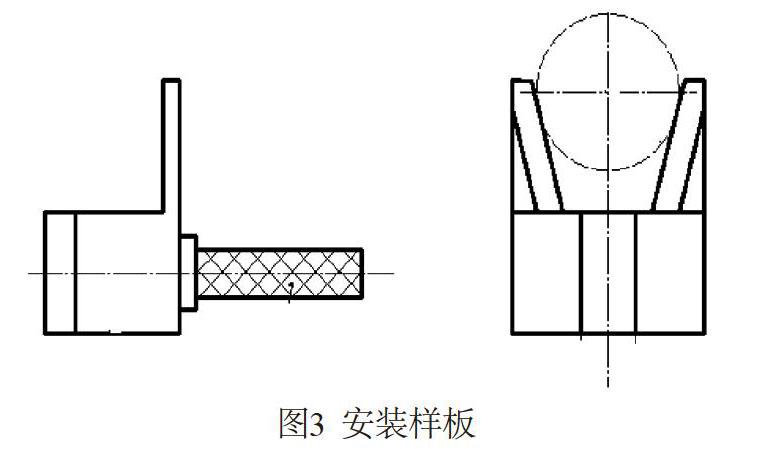
在車削螺紋及密封錐面時,傳統工裝結構如圖2所示,主要由裝夾體(1)、連接體(2)、支板(3)、定位軸(4)、壓板(5)、壓塊(6)構成。加工時,將裝夾體柄部裝夾在機床主軸上,找正支板外圓后將零件安裝在定位軸上。用安裝樣板(圖3)裝正零件,壓板通過壓塊壓緊零件后,將安裝樣板拆除,進而對零件進行加工。
1.2? 傳統加工存在的問題
目前采用的工裝通常為專用工裝,存在以下問題:
(1)結構復雜,不易加工;
(2)工裝與加工零件一一對應,難以實現互換性,造成大量專用工裝的存在,給保存、定期檢修造成了人力、財力、物力的大量浪費;
(3)對于新品零件,工裝設計及制造周期長,嚴重影響著零件產品的按期交付。
2? 快換工裝結構設計
對球面管接頭零件進行分組,綜合考慮每組零件的螺紋及密封錐面車削工序,在加工組內不同型號零件時,只需更換或調整夾具的某些部件。
快換工裝主要由夾具本體、芯軸和安裝樣板三部分組成。對于同一組的各加工對象而言,夾具本體部分是完全相同的,而芯軸和安裝樣板是不同的,需要更換或調整某些定位或導向元件,以適應組內不同零件的加工要求。因此,在設計時綜合考慮組內各零件的形狀和尺寸,合理設計通用的基礎件,正確選擇和確定定位基準、定位元件、夾緊方式等[7]。
2.1? 影響因素分析
球面管接頭零件結構如圖4所示。根據零件形狀及尺寸差異,對工裝設計產生影響的有定位尺寸及結構尺寸。選擇定位基準時要依據“基準重合”原則和“基準統一”原則[8],充分考慮工件的加工精度和裝夾。
定位尺寸通過與工裝定位元素的相應定位工作面實施接觸、配對或對準來保證定位的正確性[9-11]。結構尺寸是使零件裝夾時不會產生干涉或影響尺寸。對于球面管接頭零件的裝夾,主要參數有:
D零和H定位是定位尺寸。只要實現定位尺寸影響因素的快換,便能實現同組別內的工裝快換。其中,
D零—保證與定位芯軸安裝一致性的變量;
H定位—保證車削時零件中心與工裝中心、車床主軸中心重合的變量。
H零和L零是結構尺寸,是影響工裝整體規格的因素。其中,
H零—確定快換工裝夾具本體的規格的變量;
L零—避免非加工面與工裝產生干涉的變量。
2.2? 各結構詳細設計
2.2.1? 夾具本體
夾具本體如圖5所示,該部分為球面管接頭零件加工時的通用工裝,采用45A材料,熱處理硬度HRC35~40,Φ外圓為找正帶,倒角C1用于防止與芯軸干涉,端面槽用于在零件定向時安裝樣板,尺寸L夾使裝夾時滿足定位孔中心到非加工面的各個尺寸之間不干涉。
2.2.2? 芯軸
芯軸為工裝的關鍵部分,示意圖如圖6所示。芯軸需要反復安裝與拆卸,要求硬度高、耐磨損,所以選用T8A碳素工具鋼,熱處理硬度HRC55~60。芯軸與夾具本體及零件相鄰處清根,保證安裝時不干涉。
芯軸與夾具本體、零件相關尺寸選擇原則如下:
(1)d=D,即芯軸d與夾具本體尺寸名義值D相同;
(2)H芯=H本-H定位,保證零件中心與夾具中心重合;
(3)K芯 (4)D銷孔與夾具本體中配做,尺寸及公差相同; (5)配鉆時保證芯軸與夾具本體槽的端面平行; (6)芯軸d零與零件尺寸名義值D零相同。 在以上原則中,H本、D銷孔、D、d、K本、K芯為定值。 2.2.3? 安裝樣板 安裝樣板作為找正工具,在零件緊固前通過V型原理對零件找正,然后進行緊固。緊固后將安裝樣板取下,對零件進行加工。 2.3? 工裝的使用 工裝示意圖如圖7所示。在加工球面管接頭零件(5)的錐面及螺紋時,將夾具本體(1)裝夾外圓置于機床軟爪上,找正Φ外圓(找正帶)跳動不大于0.01 mm,然后將芯軸(6)安裝在夾具本體上,通過銷軸(7)固定,從而起到定向作用。銷軸上端面低于芯軸上端面,銷軸下端面低于夾具本體下端面,以防止裝夾干涉。用螺母(3)從下端面將芯軸固定在夾具本體上。將零件安裝在芯軸上,夾具本體中端面槽配合安裝樣板來確定零件的裝夾定向,從而確保安裝樣板對零件的定向。然后,在零件上端墊銅墊片(4),以防壓傷零件,用螺母從上端面固定零件。零件安裝定位后,拆除安裝樣板。最后配做配重(2),根據零件架構及材料比重差異,配重可選用鋁、銅、鋼、鈦合金等不同材料,以保證平衡。至此,裝夾定位完成,可以對零件進行加工。 對于不同零件,加工檢驗合格后,對芯軸和配重進行配對編號,從而便于同類零件后續加工時直接使用。 3? 加工實例 以中國航發西安動力控制科技有限公司(以下簡稱“我公司”)加工的球面管接頭為例,對300余個零件的結構尺寸H零和定位尺寸L零進行分組,如表1所示。 由于H零和L零尺寸區間差異大,所以加工時單一夾具本體無法滿足現場加工的需要。所以針對尺寸差異,我公司將夾具本體分為8組,每次加工時根據表1中尺寸選擇不同夾具本體,用于加工對應組別零件。同一夾具本體針對不同零件制作專用芯軸,同一組別芯軸尺寸d相同,d零與H芯不同。 由于零件與先前的專用工裝一一對應,所以目前有300余套專用工裝。經過分組與現場加工驗證,現有的8個夾具本體能夠替代先前的300余套專用工裝。只需更換芯軸,便能滿足現場加工的需要。 4? 結束語 本文為球面管接頭零件設計了快換工裝,通過對芯軸的更換,實現了球面管接頭零件的快換加工,其拆卸方便、定位準確克服了以往工裝裝夾不方便、難以互換的缺陷。 目前我公司已對多批零件進行了加工驗證,經過對產品的加工質量檢驗,完全符合要求,且大大提高了加工效率。 參考文獻 [1] 秦慧斌, 蘆曉慧, 李琳, 等. 通類管接頭零件的UDF快速建模技術研究[J]. 煤礦機械, 2015(9): 311-313. [2] 歐陽小平, 方旭, 朱瑩, 等. 航空液壓管接頭綜述[J]. 中國機械工程, 2015, 26(16): 2262-2271. [3] 較傳艷, 吳敬. 彎管接頭車床加工螺紋夾具設計[J]. 機床與液壓, 2017, 45(14): 178-180. [4] 魏林. Y型接頭加工夾具改進設計研究[J]. 學術交流, 2014(9): 59-60. [5] 王澤亮, 趙爽, 王洋, 等. 某型飛機管接頭錐面修理裝夾困難的解決措施[J]. 成組技術與生產現代化, 2019, 36(2): 35-37. [6] 吳麗宏. 彎管接頭的內螺紋加工[J]. 科技展望, 2016(36): 57. [7] 張智森. 面向管接頭類零件的成組工裝設計[J]. 設計與分析, 2014(6): 109-110. [8] 陳智勇, 黃仲庸. 玉米銑刀專用夾具的設計[J]. 組合機床與自動化加工技術, 2019(2): 97-99. [9] 盧秉恒. 機械制造技術基礎[M]. 北京: 機械工業出版社, 2005. [10] 殷國富, 徐雷. 機床夾具設計手冊[M]. 北京: 機械工業出版社, 2004. [11] 成大先. 機械設計手冊: 第5版第2卷[M]. 北京: 機械工業出版社, 2010. 作者簡介: 王發光(1985—),通信作者,男,碩士,工程師。主要研究方向:機械制造。 E-mail: fgwang0216@163.com (收稿日期:2020-08-12)
