基于SCL的打葉復(fù)烤在線實(shí)時(shí)出片率計(jì)算
2020-01-11 01:16:34李云青劉羽婷
今日自動(dòng)化 2020年7期
李云青 劉羽婷
[摘 ? ?要 ]出片率是每一個(gè)打葉復(fù)烤廠需要關(guān)注的重要指標(biāo),直接反映了生產(chǎn)加工對(duì)原料的利用率。隨著精益管理持續(xù)推進(jìn),在保障工藝質(zhì)量的前提下,生產(chǎn)成本的降低、生產(chǎn)效率的提升,是每一個(gè)員工需要持續(xù)關(guān)注和思考的課題。本文基于打葉復(fù)烤在線實(shí)時(shí)出片率的計(jì)算,利用西門子SCL語(yǔ)言,以WINCC上位對(duì)PLC地址狀態(tài)的讀寫功能實(shí)現(xiàn)不同設(shè)備段之間的數(shù)據(jù)交互,進(jìn)而指導(dǎo)生產(chǎn)。
[關(guān)鍵詞]打葉復(fù)烤;出片率;SCL;WINCC
[中圖分類號(hào)]TS42;O657.33 [文獻(xiàn)標(biāo)志碼]A [文章編號(hào)]2095–6487(2020)07–000–03
[Abstract]The output efficiency is an important index for every tabacco leaf threshing and redrying factory,which directly reflects the utilization rate of raw materials in production and processing.With the continuous advancement of lean management,on the premise of ensuring the process quality,the reduction of production cost and the improvement of production efficiency are the topics that everyone needs to pay continuous attention to.The paper calculated the onlion real-time output efficiency,useing Siemens SCL language and WINCC to read and write PLC address,achieved the date exchanging in different equipment segments,to guide the production.
[Keywords]threshing and redrying; production efficiency;Siemens SCL;WINCC
為探究紅河卷煙廠出片率與其他廠的差異性及原因分析,從根本上改善原料的利用率,為今后的質(zhì)量分析提供數(shù)據(jù)支撐,將一、二線實(shí)際出片率通過PLC在線實(shí)時(shí)計(jì)算,并通過上位加以直觀顯示,以供質(zhì)量分析作為參考。
1 實(shí)際出片率的計(jì)算方法確定
目前,車間質(zhì)量報(bào)表中關(guān)于出片率的計(jì)算較為籠統(tǒng),即用統(tǒng)計(jì)的打包實(shí)際質(zhì)量與預(yù)處理潤(rùn)葉前電子秤累計(jì)投料質(zhì)量之比進(jìn)行計(jì)算得到。由于這個(gè)結(jié)果未將實(shí)際前后水分進(jìn)行折算,因此不太準(zhǔn)確。如最近生產(chǎn)等級(jí)為BBS的煙葉,潤(rùn)葉前水分約為17.5 %~18.0 %,一線打包水分約為12.2 %,未經(jīng)水分折算而計(jì)算的出片率相較于實(shí)際出片率而言,下降了5%左右。
因此,為保證計(jì)算結(jié)果的準(zhǔn)確性,將實(shí)際出片率定義為:打包累計(jì)的干物質(zhì)量與預(yù)處理潤(rùn)葉前累計(jì)投料干物質(zhì)量之比。
2 實(shí)際出片率的在線計(jì)算
2.1 物料水分的獲取
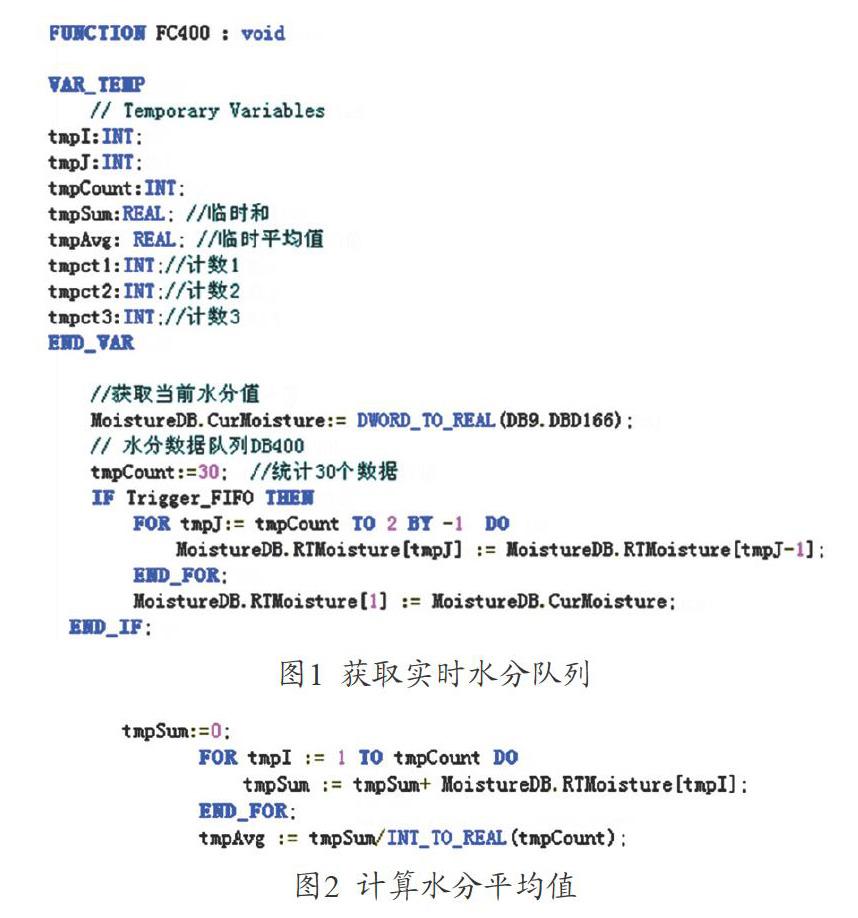
要得到投入和產(chǎn)出干物質(zhì)量,首先需要得到實(shí)際水分值。以打包的水分采集為例,煙包經(jīng)微波水分儀后,操作人員按下蓋箱完成按鈕時(shí),采集水分儀上的一個(gè)實(shí)時(shí)水分值,放入一個(gè)包含30個(gè)水分樣本的DB塊(如圖1所示),并且每次都進(jìn)行實(shí)時(shí)計(jì)算,得到樣本平均值(如圖2所示),用以表征物料實(shí)際水分。
對(duì)于水分平均值的確定,剛開始過物料時(shí),由于水分隊(duì)列未獲取完全,將會(huì)造成水分平均值很低,針對(duì)此類不能有效表證物料水分值的情況,將水分平均值定為工藝標(biāo)準(zhǔn)12.5 %。
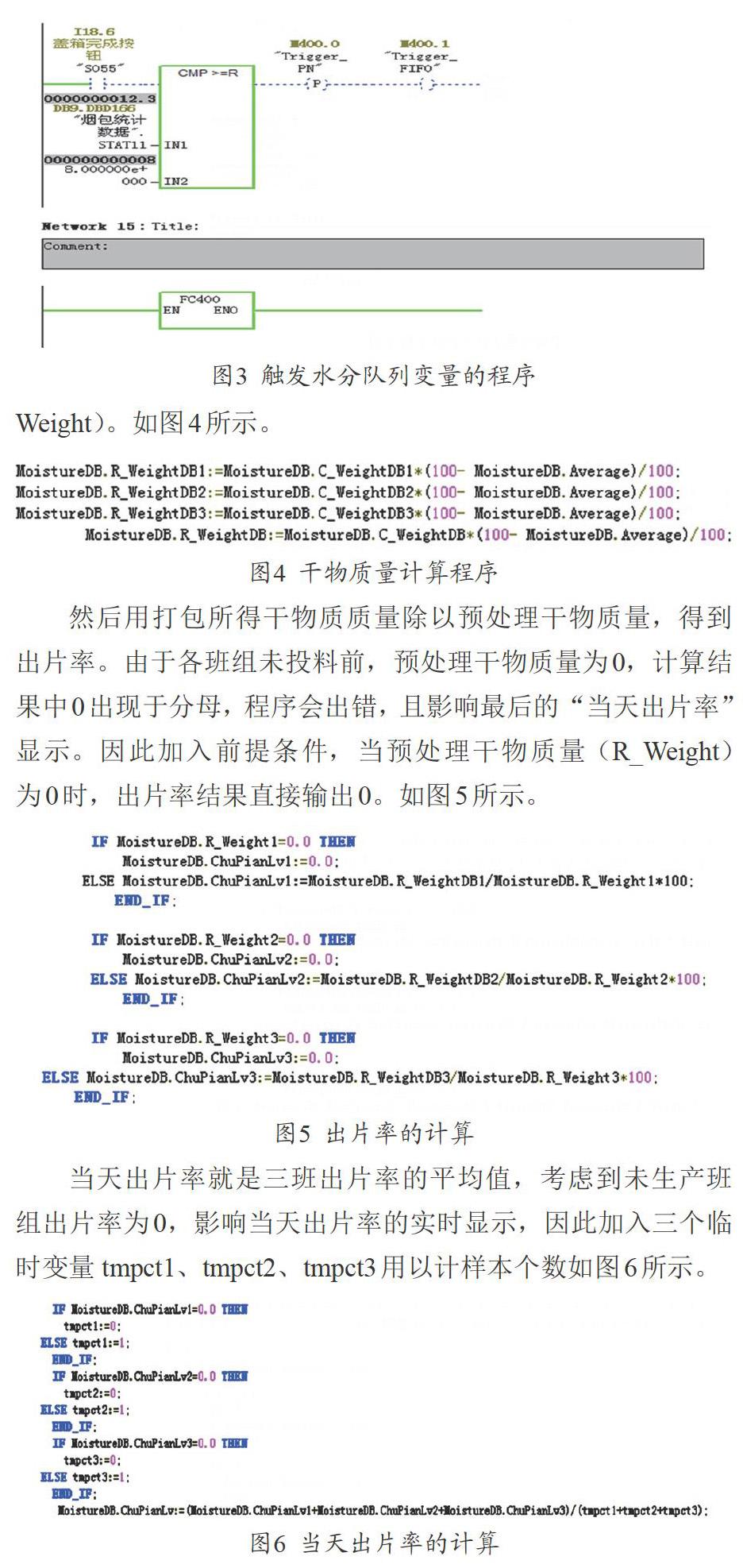
通過在OB1中編寫變量“Trigger_FIFO”,觸發(fā)獲取水分隊(duì)列程序(如圖3所示),并在OB1中調(diào)用源程序塊FC400。
同時(shí),用此方法獲取預(yù)處理投料水分平均值,由于預(yù)處理是連續(xù)物料,我們?cè)O(shè)定每1S采集一個(gè)水分值進(jìn)入隊(duì)列,并且同時(shí)計(jì)算水分平均值。
2.2 實(shí)際出片率的計(jì)算
通過預(yù)處理和打包的原程序,找到各班次投料量和打包出料量的所在地址,并寫到新建DB塊中(程序中的C_Weight變量),再由得到的水分平均值,根據(jù)公式得到干物質(zhì)量(R_Weight)。如圖4所示。
然后用打包所得干物質(zhì)質(zhì)量除以預(yù)處理干物質(zhì)量,得到出片率。由于各班組未投料前,預(yù)處理干物質(zhì)量為0,計(jì)算結(jié)果中0出現(xiàn)于分母,程序會(huì)出錯(cuò),且影響最后的“當(dāng)天出片率”顯示。因此加入前提條件,當(dāng)預(yù)處理干物質(zhì)量(R_Weight)為0時(shí),出片率結(jié)果直接輸出0。如圖5所示。
當(dāng)天出片率就是三班出片率的平均值,考慮到未生產(chǎn)班組出片率為0,影響當(dāng)天出片率的實(shí)時(shí)顯示,因此加入三個(gè)臨時(shí)變量tmpct1、tmpct2、tmpct3用以計(jì)樣本個(gè)數(shù)如圖6所示。
2.3 數(shù)據(jù)的傳輸
在出片率的計(jì)算中,需要預(yù)處理和打包實(shí)時(shí)的水分和流量數(shù)據(jù),因此,通過現(xiàn)有上位與現(xiàn)場(chǎng)PLC工業(yè)以太網(wǎng)的硬件通訊,并在上位編寫動(dòng)作腳本,通過上位對(duì)現(xiàn)場(chǎng)PLC數(shù)據(jù)進(jìn)行讀、寫,以實(shí)現(xiàn)數(shù)據(jù)傳輸。
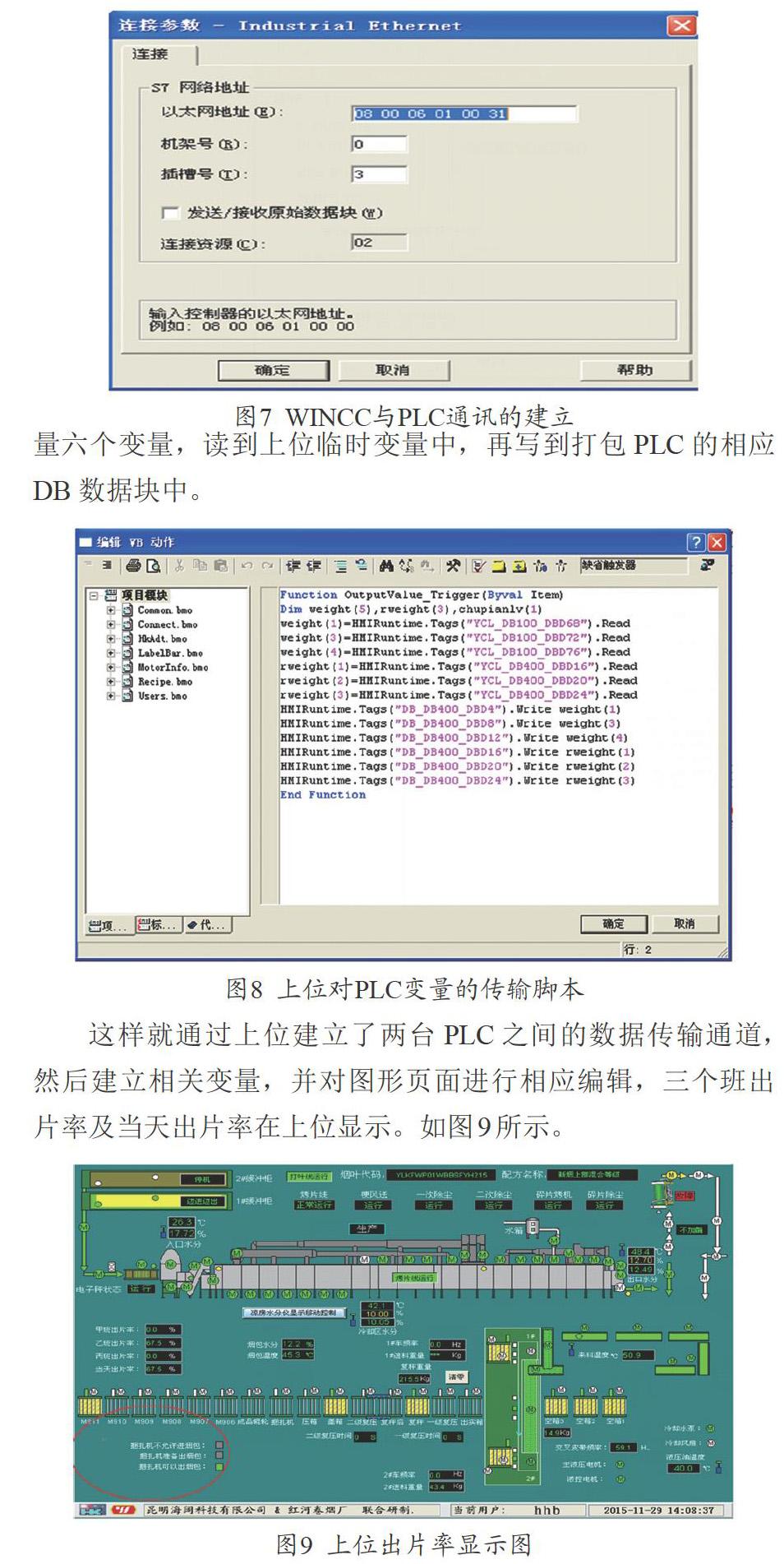
首先,在打包WINCC變量管理中,建立與預(yù)處理PLC通訊的驅(qū)動(dòng),查詢并輸入預(yù)處理HH12柜的以太網(wǎng)地址,修改模塊插槽號(hào)后點(diǎn)擊確定,實(shí)現(xiàn)WINCC與預(yù)處理PLC的通訊(也可以通過TCP/IP協(xié)議實(shí)現(xiàn)通訊)。如圖7所示。
然后,在WINCC全局腳本中,通過VBS腳本程序的編寫(如圖8所示),將預(yù)處理三個(gè)班次投料量及對(duì)應(yīng)的干物質(zhì)量六個(gè)變量,讀到上位臨時(shí)變量中,再寫到打包PLC的相應(yīng)DB數(shù)據(jù)塊中。
這樣就通過上位建立了兩臺(tái)PLC之間的數(shù)據(jù)傳輸通道,然后建立相關(guān)變量,并對(duì)圖形頁(yè)面進(jìn)行相應(yīng)編輯,三個(gè)班出片率及當(dāng)天出片率在上位顯示。如圖9所示。
3 總結(jié)
(1)由于所用的兩臺(tái)PLC數(shù)據(jù)的傳輸是通過上位的程序加以實(shí)現(xiàn),因此當(dāng)相應(yīng)工控機(jī)(中控室一、二線打包監(jiān)控機(jī))的WINCC軟件未啟動(dòng),數(shù)據(jù)就不能傳輸,表現(xiàn)為傳輸數(shù)據(jù)定格,而一旦啟動(dòng)后,所得值立即恢復(fù)為當(dāng)前實(shí)際值。
(2)關(guān)于出片率相關(guān)的程序啟動(dòng)條件,預(yù)處理起始條件是水分儀檢測(cè)值大于12.0 %,打包起始條件是微波水分儀檢測(cè)值大于8.0 %,詳見相應(yīng)PLC程序的組織塊OB1中。
(3)在換班時(shí),由于預(yù)處理和打包不一定同步,在打包未清0而保留前一天出料總量的幾秒內(nèi),得到出片率會(huì)很大,目前通過上位限制值的方式會(huì)顯示為星號(hào),打包接班清零后開始恢復(fù)正常。
(4)綜上所述,由于從預(yù)處理投料到打包出料大約存在30min的時(shí)間差,致使計(jì)算早班和夜班出片率過程中,投入、產(chǎn)出量不對(duì)應(yīng),早班偏低,夜班偏高,中班較為接近,所得當(dāng)天出片率較為準(zhǔn)確。
參考文獻(xiàn)
[1] 王強(qiáng).打葉復(fù)烤在線工藝控制對(duì)出片率的實(shí)驗(yàn)分析[J].科技展望,2015,25(28):137.
[2] 曾自林.各等級(jí)白肋煙含梗率的測(cè)定[J].煙草科技,1992(2):13-15.
[3] 唐瑩.打葉復(fù)烤對(duì)煙葉造碎的影響因素[J].科技傳播,2013(18):92-93.
[4] 盧幼祥,周良明,邵名偉,等.大中片率與打葉經(jīng)濟(jì)指標(biāo)、葉中含梗率的關(guān)系研究[J].安徽農(nóng)學(xué)通報(bào),2017,23(15):130-131.
[5] 張煥強(qiáng).基于計(jì)量自動(dòng)化的配網(wǎng)遠(yuǎn)程監(jiān)測(cè)及故障研判的研究與應(yīng)用[J].科技創(chuàng)新導(dǎo)報(bào),2015(17):96-97.
[6] 王滿,許自成,毛福利,等.多變量統(tǒng)計(jì)過程控制在煙葉打葉復(fù)烤過程中應(yīng)用[J].農(nóng)業(yè)系統(tǒng)科學(xué)與綜合研究,2011,27(2):209-212.
[7] 汪文斌,李明文,廖實(shí)浩,等.基于六西格瑪方法的煙葉打葉復(fù)烤質(zhì)量改善[J].輕工機(jī)械,2012,30(5):100-103.
[8] 王強(qiáng).打葉復(fù)烤影響出片率的因素分析[J].科技展望,2015(16):143.
[9] 羅海燕,方文青,謝鑫,等.打葉質(zhì)量與出片率的關(guān)系[J].煙草科技,2005(1):8-10.
[10] 周良明,梁昊,盧幼祥,等.打葉復(fù)烤不同工藝路徑及工藝參數(shù)對(duì)煙葉純凈度等指標(biāo)的影響[J].安徽農(nóng)業(yè)科學(xué),2017,45(28):92-94.