電弧爐廢鋼預熱技術發展
2020-01-17 06:10:18施維枝楊寧川黃其明談存真
工業加熱 2019年6期
關鍵詞:煙氣
施維枝,楊寧川,黃其明,談存真
(中冶賽迪工程技術股份有限公司,重慶401122)
憑借投資、效率、環保等方面的顯著優勢,以廢鋼為主要原料的短流程電弧爐煉鋼,已成為世界鋼鐵生產的兩大主要流程之一[1-2]。隨著世界能源供應日趨緊張,環境問題日益突顯,綠色發展、節能減排已成為新常態。電弧爐煉鋼中,電能是其主要用能方式,如何降低電弧爐電耗是其節能的主要切入點和落腳點。當電弧爐采用超高功率化、二次燃燒及底吹技術等強化用氧后,電弧爐煙氣顯著增加,且溫度高達1 200~1 500 ℃,煙氣帶走的熱量占總熱量支出的15%~20%以上,折合電能相當于80~120 kW·h/t[3],為降低能耗、回收能量,在廢鋼入爐前,利用電弧爐排出的高溫煙氣進行廢鋼預熱,具有投資少、見效快等優點,成為電弧爐煉鋼領域的研究重點。
1 廢鋼預熱技術
廢鋼預熱技術,是一種提高電弧爐綜合能耗的節能措施,即利用高溫煙氣直接對廢鋼進行預熱,再將預熱后的廢鋼在電弧爐中進行熔化冶煉[4]。
世界上第一套廢鋼預熱裝置,是日本開發的料罐式廢鋼預熱技術,即利用電弧爐產生的高溫煙氣對裝在料罐中的廢鋼進行預熱,1980 年在50 t 電弧爐上安裝進行工業應用,次年應用于100 t電弧爐上。之后,在不到10 年時間里,廢鋼預熱裝置在日本大規模推廣。中國天津鋼管的150 t 電弧爐、撫順特鋼50t 電弧爐等均配備料罐式廢鋼預熱裝置。料罐式廢鋼預熱的主要優點[5]:①回收煙氣顯熱20%~30%;②平均節電20~25 kW·h/t;③節約電極消耗0.3~0.5 kg/t;④提高生產率約5%,縮短冶煉周期約3 min/爐。主要缺點:①產生白煙和廢氣,污染環境;②高溫煙氣使料罐局部過燒,降低其使用壽命;③廢鋼預熱溫度低、廢鋼黏結等。由于存在上述種種難以克服的問題,料罐式廢鋼預熱技術已退出歷史舞臺,并促使歐美和日本積極開發新的廢鋼預熱技術。
2 國外典型廢鋼預熱電弧爐
20世紀80年代末90年代初,歐美和日本等國先后開發出基于廢鋼預熱技術的雙爐殼電弧爐、豎式電弧爐、Consteel 電弧爐等廢鋼預熱電弧爐。同時,諸如EcoARC電弧爐、Quantum電弧爐等多種新型廢鋼預熱電弧爐相繼問世。
2.1 雙爐殼電弧爐
雙爐殼電弧爐絕大部分為直流電弧爐,由日本率先研發并于1992年在日本Kansai Billet Center投產,至今已投產20多座[6]。中國首次引進的70t直流雙爐殼電弧爐于1995年投產。

表1 典型廢鋼預熱電弧爐國內外首臺套應用情況
雙爐殼電弧爐具有一套供電系統、兩個爐體,即“一電雙爐”。一套電極升降裝置交替對兩個爐體進行供熱熔化廢鋼,即利用冶煉操作爐殼(熔化爐)產生的高溫煙氣預熱另一爐殼(預熱爐)中的廢鋼,廢鋼預熱后旋入電極進行冶煉,如此交替進行(見圖1)[8]。
雙爐殼電弧爐的主要優點[9]:①廢鋼預熱溫度可達250~300 ℃,節電40~50 kW·h/t;②冶煉周期縮短至60 min;③提高生產率15%~20%;④變壓器利用率由65%提高到85%以上。但是,雙爐殼電弧爐由于預熱效率低、設備維護量大以及二噁英等污染物排放等缺點,已經退出市場[10]。
2.2 豎式電弧爐
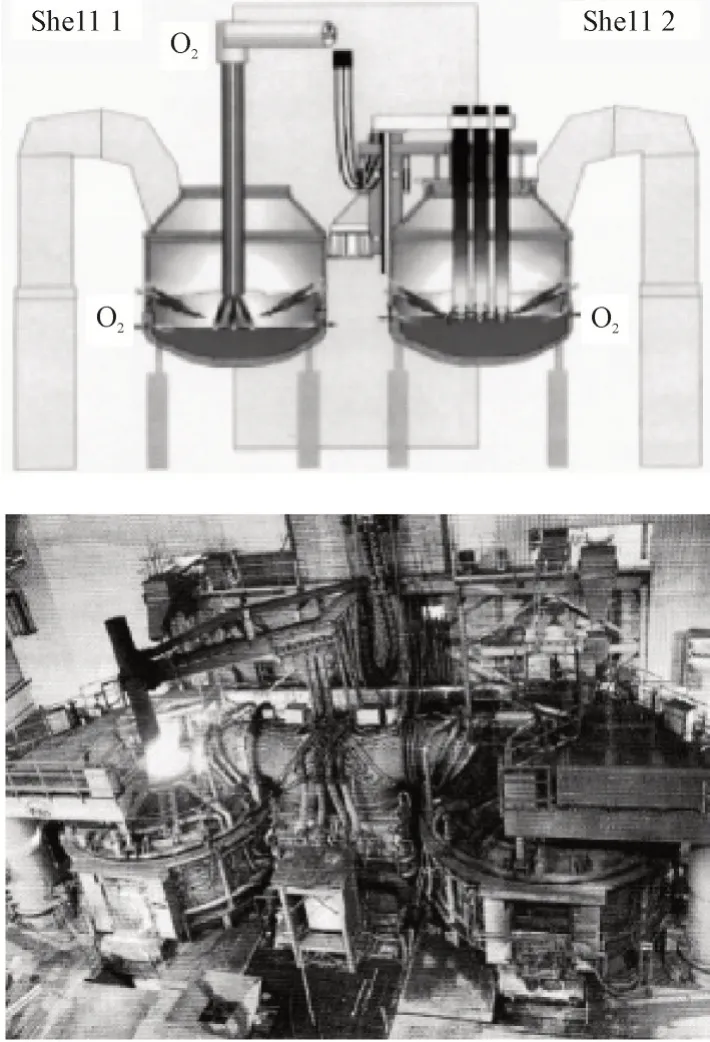
圖1 雙爐殼電弧爐技術概念及工程應用
豎式電弧爐在爐蓋一側安裝廢鋼預熱豎井,電弧爐高溫煙氣自下而上通過豎井,與豎井內廢鋼進行對流換熱,充分預熱廢鋼(見圖2[12])。豎式電弧爐于20世紀80 年代末開發并逐漸推廣,并經歷普通豎爐(SF)、手指式豎爐(FSF)和雙爐殼豎爐(DSF)三個發展階段[11],分別能夠實現50%廢鋼預熱、100%廢鋼預熱和最短的非通電時間(一電兩爐)。首座普通豎爐、手指式豎爐、雙爐殼豎爐,分別于1992 年在英國Co-Steel Sheerness投產、1995年在墨西哥Hylsa投產、1993年在法國Unimetal Gandrange 投產。中國首次引進的90 t 普通豎爐于1995 年投產,珠江鋼鐵廠、安陽鋼鐵集團分別于1998年、1999年引進150 t、100 t手指式豎爐。
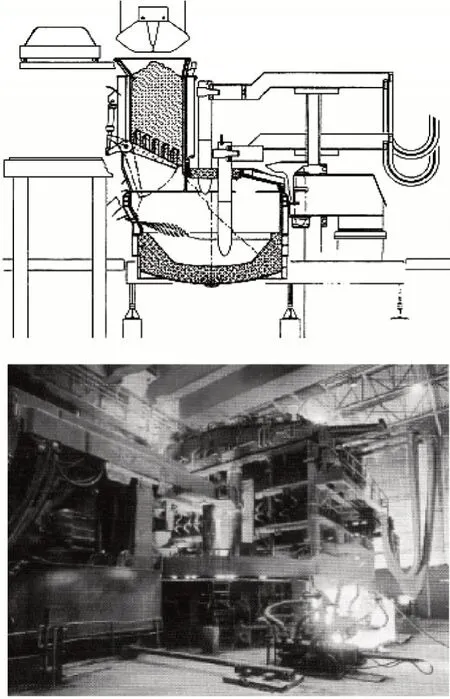
圖2 豎式電弧爐技術概念及工程應用
豎式電弧爐的主要優點:①廢鋼最高預熱溫度800 ℃,節電50~70 kW·h/t;②縮短冶煉周期,節省8~10 min/爐;③廢鋼作為煙氣初始過濾器,吸附少量鐵塵顆粒回到電爐,金屬收得率提高約1.5%。但是,由于縱向布置,要求廠房高度高;廢鋼在豎井內預熱溫度較高,易粘結手指;重型廢鋼易砸壞手指,導致漏水,維護量較大等顯著問題,老式的豎式電弧爐現已逐步退出市場。
2.3 Consteel電弧爐
Consteel電弧爐由美國Intersteel技術公司(1995年并入意大利TECHINT 公司,現為TENOVA)從20 世紀70 年代著手開發,并于1987 年在美國Nucor 公司進行工業試驗,試驗成功后,于1989年在美國Charlotte steel投產第一座54t Consteel 電弧爐。Consteel 電弧爐是世界上已證明可靈活使用金屬原料、最早實現連續加料和留鋼操作的廢鋼預熱電爐。中國西寧特鋼與貴陽特鋼從 TECHINT 引進 60t Consteel 電弧爐,并于 2000 年投產。
Consteel電弧爐主要由爐料連續輸送系統、廢鋼預熱系統、電爐熔煉系統、燃燒室及余熱回收系統等四部分組成(見圖3)。在連續加料的同時,利用爐子產生的高溫煙氣對廢鋼進行連續預熱,預熱溫度可達200~300 ℃,過程實現廢鋼連續加料、連續預熱及連續熔化,電弧加熱熔池、熔池熔化廢鋼[3]。
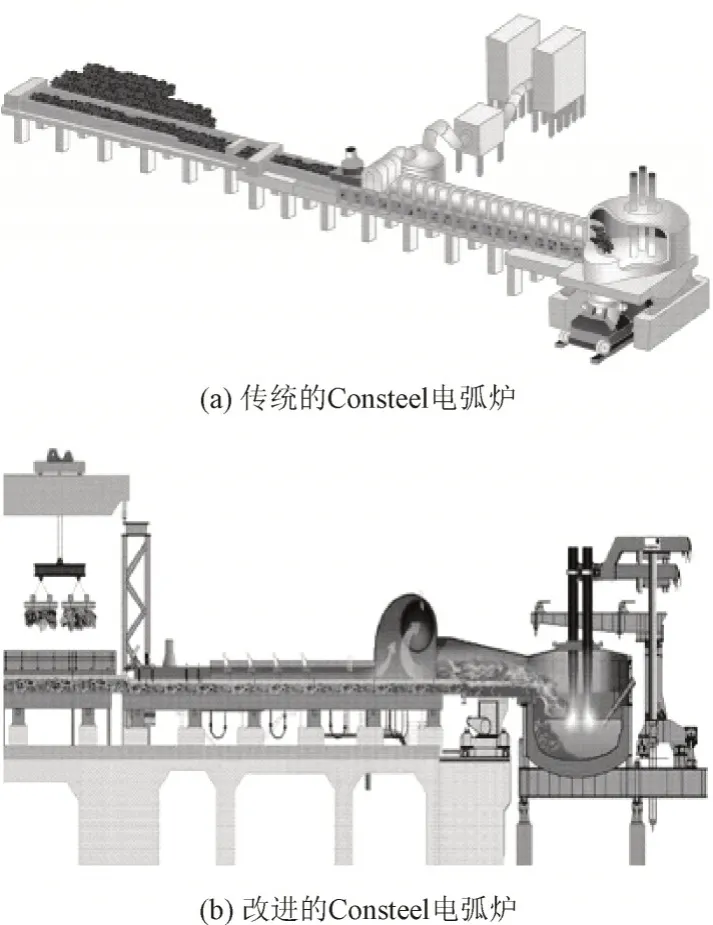
圖3 Consteel電弧爐技術概念
Consteel 電弧爐的主要優點:①保持留鋼操作,實現連續加料、連續預熱、連續熔化,廢鋼預熱溫度400~600 ℃,節電約30~60 kWh·t;②留鋼埋弧冶煉,降低閃變及噪音;③減少煙塵排放量,提高金屬收得率約1%~1.5%;④減少非通電時間,縮短冶煉周期,提高生產率。主要缺點:①僅表面廢鋼得到預熱,廢鋼預熱不充分;②系統占地面積大,車間布置不夠緊湊;③預熱通道漏風量大;④預熱廢鋼后煙氣中含二噁英等有毒氣體。圖3為具有不同類型連續加料系統的Consteel電弧爐,相較圖3(a)傳統Consteel,圖3(b)Consteel Evolution可穩定控制煙氣溫度,能在最大限度預熱廢鋼的同時有效抑制二噁英產生。Consteel電弧爐在廢鋼預熱和節電效果上雖不及豎式電弧爐,但由于設備高穩定性及可靠性受到使用者的青睞,在國內外得到較好的推廣應用,成為目前主流的廢鋼預熱電弧爐。
2.4 EcoARC電弧爐
EcoARC 電弧爐是日本SPCO 開發的高效環保廢鋼預熱電弧爐,首座EcoARC電弧爐(70 t)于2001年在日本Kishiwada Steel 投產,截止目前,已在日本、韓國、泰國投產6 座。2019 年,中國本鋼集團首次從SPCO 引進2座EcoARC電弧爐,并計劃于2020年投產。
EcoARC 電弧爐,包括熔融爐和預熱室,預熱室強固連接到熔融爐。廢鋼裝入連接在爐殼上的“豎型”預熱室中,利用高溫煙氣預熱廢鋼。預熱室與爐體緊密連接,防止空氣滲入爐內,實現密閉化操作(見圖4)。

圖4 EcoARC電弧爐技術概念及工程應用
EcoARC 電弧爐的主要優點:①實現100%廢鋼預熱,預熱溫度可達850 ℃,節電約150 kW·h/t;②有效抑制二噁英,排放低于0.1ng-TEQ/m3(標準);③準密閉爐,減少煙塵排放量,提高金屬收得率約1%~1.5%。主要缺點是由于爐體體積較大、豎井無法分離、耐材在線更換等原因造成設備維護困難,投資成本較高。
2.5 Quantum電弧爐
Quantum 電弧爐是由德國西門子奧鋼聯研發的高效節能廢鋼預熱電弧爐(2015年SIEMENS與日本MHI合資成立PRIMETALS,進行Quantum 電弧爐技術推廣),繼 2014 年在墨西哥 Tyasa 投產 1 座 100 t 電弧爐、2018年在孟加拉國投產1座80t電弧爐[13],PRIMETALS積極開拓中國市場,2017年至今,先后與桂林平鋼、河南亞新集團旗下鼎盛鋼鐵、長峰鋼鐵、福建金盛蘭集團旗下3 家子公司(武漢順樂、郎溪鴻泰、河源德潤)、桂鑫鋼鐵、梧州永達共8家民營鋼鐵企業簽訂10座(9座100t 級及以上)Quantum 電弧爐合同。2019 年初,金盛蘭集團落戶廣東省云浮市,年產800 萬噸的短流程優特鋼項目也將計劃引進Quantum電弧爐。
Quantum 電弧爐通過安裝在爐頂的廢鋼提升機提升傾動料槽進行廢鋼裝料操作,廢鋼料槽由已在廢鋼料場提前裝好的矩形廢鋼料籃自動裝滿,廢鋼裝料操作全自動進行(見圖5[14])。廢鋼連續預熱系統在熱循環期間利用爐內高溫煙氣,實現100%廢鋼均勻預熱。其獨特性在于:具有高效率的爐料連續預熱系統、新型連續加料系統、出鋼時下爐殼單獨傾動系統、加料和出鋼均不斷電系統、FAST無渣出鋼系統[15]。
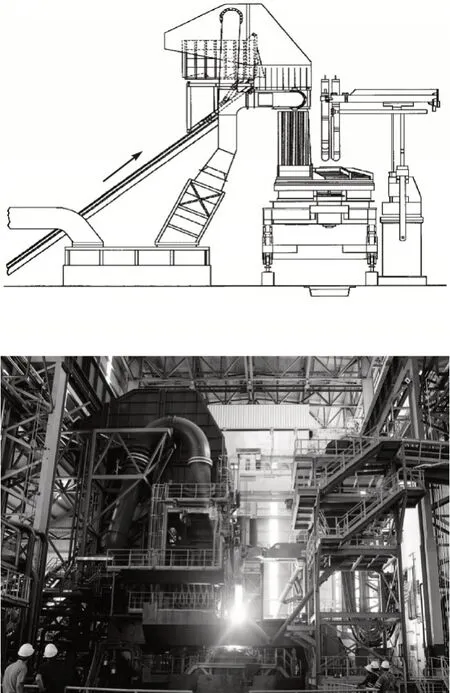
圖5 Quantum電弧爐技術概念及工程應用
Quantum 電弧爐的主要優點:①生產率高,冶煉周期33 min;②能耗低,實現100%廢鋼預熱,噸鋼電耗約280~300 kW·h/t;③環境友好,減排溫室氣體30%,降低粉塵排放;④自動化程度較高,從廢鋼裝料到出鋼,幾乎實現全自動運行。Quantum 電弧爐在降低電耗有一定優勢,但需要大量天然氣對廢氣進行補燃,鑒于目前僅2座投產業績,其手指系統的穩定性還需進一步確認。
3 中冶賽迪自主開發廢鋼預熱電弧爐
我國煉鋼工藝長期由以高爐—轉爐為主體的“長流程”主導,電弧爐短流程煉鋼研發相對薄弱,并從20世紀90 年代開始,陸續引進國外廢鋼預熱技術,自主研發的廢鋼預熱技術鮮有報道。中冶賽迪從2008年開始,在電弧爐生產工藝流程及核心裝備自主創新方向進行深入研究,自主開發兩套不同類型的廢鋼預熱電弧爐,分別為CISDI-GreenEAF 和CISDI-AutoARC,并于2018年4月同時熱試投產。
3.1 CISDI-GreenEAF
CISDI-GreenEAF 結構上區別于全球現有的各類廢鋼預熱電弧爐,基于獨特的電弧爐側頂斜槽加料技術(Top-Side-Chute),利用斜槽內物料運動速度的水平分量把廢鋼加到接近電爐中心(Focus to Arc),改善現有廢鋼預熱電爐冷區問題,提高電弧爐熱效率以及生產效率,結合廢鋼預熱煙氣溫度調節技術,實現低成本環保生產(見圖6)。
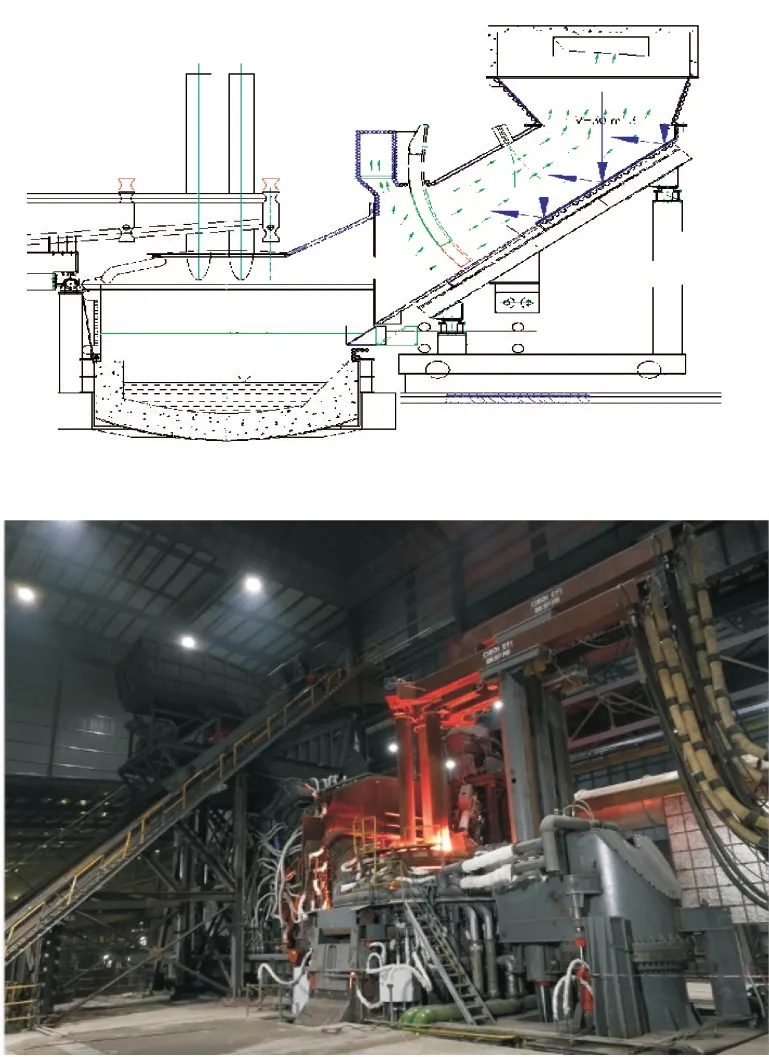
圖6 CISDI-GreenEAF技術概念及工程應用
CISDI-GreenEAF的主要關鍵技術:
(1)全自動密閉加料技術:采用斜軌料車自動上料技術,多批次小批量裝料(4~5次加料),配合大容量留鋼操作和廢鋼預熱技術,降低冶煉過程對電網的沖擊,縮短冶煉周期。加料為全密閉方式,在加料口配合除塵口開度控制,保證加料時粉塵和煙氣最小溢出;加料時無需打開爐蓋,解決開蓋加料大量熱散失的問題;降低生產過程粉塵排放,提高金屬收得率1%~2%。
(2)穿透式廢鋼預熱技術:采用電弧爐側頂斜槽加料技術,在廢鋼預熱室與電弧爐本體的接口側設置擋料齒耙,實現隔擋廢鋼或控制落料。電弧爐加料過程中,擋料齒耙處于閉合狀態,將廢鋼隔擋在預熱室,高溫煙氣經擋料齒耙穿透預熱室中的廢鋼,實現100%廢鋼預熱。電弧爐側頂斜槽加料,通過控制落料點改善密閉加料過程中物料堆積在一側造成的冶煉冷區問題,使電弧加熱更加均勻,提高電弧加熱效率。
(3)高效節能數字式智能電極調節技術:中冶賽迪自主開發的DMI-AC 電極調節系統,基于智能化動態過程控制和能源輸入最優化目標控制策略,具有最佳工作點的自動調整的功能,提高電能利用率;DMI-AC電極調節系統電氣響應時間<60 ms[16],達到國際領先水平,極大提高電弧燃燒穩定性。配合CISDI自有的短網平衡設計以及大功率供電技術,穿井期電流波動率<33%、熔清期電流波動率<14%。
3.2 CISDI-AutoARC
CISDI-AutoARC 采用階梯分料和廢鋼預熱技術,縮短冶煉周期。其中,廢鋼階梯分料技術是中冶賽迪獨有專利技術,在中國和歐盟都獲得專利授權,能夠大幅度提高廢鋼分料速度、廢鋼輸送速度,有效提升廢鋼加入速度,提高生產效率。
CISDI-AutoARC的主要關鍵技術(見圖7、圖8):
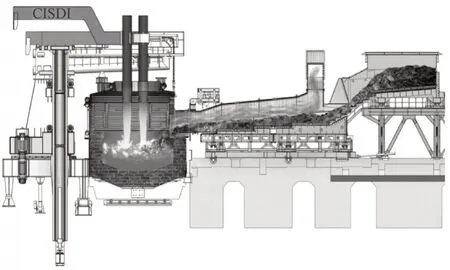
圖7 CISDI-AutoARC技術概念

圖8 CISDI-AutoARC工程應用
(1)階梯分料及快速連續加料技術:獨特階梯構造設計,保障高堆料的廢鋼自動分料攤薄,分料效果好;實現振動連續可控加料,廢鋼激振式自動落料于冷區,電極無需提升,連續送電加熱,加快生產節奏。預熱段傾斜3°~4°,廢鋼輸送速度是傳統水平加料設備1.3~1.4倍,輸送能力達8 t/min。
(2)涵道階梯式廢鋼預熱技術:預熱段階梯式設計,廢鋼在激振輸送的同時自動翻滾,增大廢鋼換熱面積,提高熱交換效率,改善傳統水平加料系統僅廢鋼表層預熱,廢鋼預熱更充分,預熱效果更好。配合高效二次燃燒系統,強化高溫煙氣流在廢鋼料層的滲透性,進一步提高廢鋼預熱效率及高溫煙氣余熱利用率。
(3)二噁英抑制技術:采用抑制二噁英生成的高溫煙氣急冷技術,穿透型廢鋼預熱+高溫煙氣分流實現煙氣溫度控制800~900 ℃,利用成本較低的高溫煙氣急冷技術(800~900 ℃迅速降低至200 ℃),從源頭消除二噁英。現場測量結果表明,二噁英能控制到0.1ng-TEQ/m3(標準),滿足國家和歐盟排放標準。
CISDI-GreenEAF、CISDI-AutoARC 與前述國外典型廢鋼預熱電弧爐技術特征及指標對比見表2。
從表2可以看出:
(1)目前工業應用的廢鋼預熱電弧爐,主要以國外技術為主。按加料方式,可分為以Consteel、CISDIAutoARC 等為代表的水平連續加料式,以EcoARC、Quantum、CISDI-GreenEAF等為代表的豎爐式,且在節能及減排上較傳統電弧爐有較大的優勢。
(2)水平連續加料式廢鋼預熱電弧爐雖然在廢鋼預熱、節電效果、金屬收得率改善上不及豎爐式廢鋼預熱電弧爐,但由于設備高穩定性及可靠性,綜合能耗和運行成本更經濟,受到使用者的青睞,在國內外得到較好的推廣應用。
4 結論與展望
中國“十三五”《鋼鐵工業調整升級規劃(2016—2020年)》指出:加快發展循環經濟,按照綠色可循環理念,注重以廢鋼為原料的短流程電爐煉鋼的發展。目前,我國電爐鋼產能占比較低,2018 年預計為11%~12%,遠低于發達國家美國(62%以上)及世界平均水平,預計到2035年,中國以廢鋼為原料的電爐鋼產能占比將達到55%[17],中國短流程電弧爐煉鋼將大有可為。
中國鋼鐵行業的工程公司和研究機構應致力于短流程煉鋼工藝和設備關鍵技術方面的研發,形成擁有自主知識產權、獨創性的關鍵技術,逐步比肩甚至領先國際先進水平,積極在短流程煉鋼迅猛發展的時代占據一席之地,助力中國鋼鐵工業高質量可持續發展。

表2 各種爐型技術特征及指標對比
綠色發展、節能減排成為新常態,電弧爐煙氣余熱利用成為行業關注熱點,也是電弧爐煉鋼技術中的重要節能減排措施。國內外電弧爐廢鋼預熱技術已取得顯著成效,不僅大幅節約能源,而且有效提高生產效率。新建電弧爐應充分考慮采用廢鋼預熱技術,以利用余熱資源,降低消耗,減少成本,提高生產效率。
猜你喜歡
化工管理(2022年13期)2022-12-02 09:21:52
建材發展導向(2021年12期)2021-07-22 08:06:28
應用能源技術(2020年11期)2021-01-26 00:16:38
山東冶金(2019年2期)2019-05-11 09:12:16
測控技術(2018年2期)2018-12-09 09:00:52
電子測試(2018年1期)2018-04-18 11:52:15
當代化工研究(2016年9期)2016-03-20 16:22:15
中國資源綜合利用(2016年3期)2016-01-22 07:28:16
中國資源綜合利用(2016年2期)2016-01-22 07:27:41
有色金屬設計(2014年4期)2014-03-11 19:43:12
